Вольфрамовые электроды классификация по цветам. Вольфрамовые электроды: различия по цветам и маркировке
Различают плавящиеся и неплавящиеся электроды. К плавящимся электродам относятся те, которые во время сварки, расплавляясь, смешиваются с расплавленным металлом свариваемой детали. При этом образуется целостная сварочная система. Эти электроды изготовлены из меди и стали. Неплавящиеся электроды, как это видно из названия, не плавятся. К разряду таких электродов и относятся вольфрамовые. Применяя вольфрамовые электроды необходимо учитывать наличие присадочного материала, благодаря которому и образуется сварочная ванна.
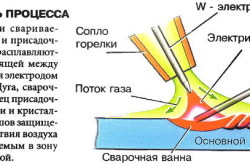
Вольфрамовые электроды - это незаменимый элемент, участвующий в сварке. Большее применение эти электроды нашли в дуговой сварке. Дуговая сварка вольфрамовыми электродами подразумевает под собой плавку металла с помощью термической энергии. За счет вольтовой дуги образуется тепловая энергия. Сама дуга - это мощнейший электрозаряд в ионизированной среде среди газов и паров. Через вольфрамовый электрод к месту сварки поступает электрический ток.
Вольфрамовые электроды, используемые вместе с присадочным материалом, характерны для процесса сварки цветного металла, а также сплавов и сварки элементов, изготовленных из легированной стали. В этом случае электрод образует шов. В производстве вольфрамовых электродов применяется только чистый вольфрам и ряд специальных присадок, улучшающих качество швов. Однако есть ряд недостатков в такой сварке.

Поджиг сварочной дуги проходит три фазы:
- Сначала происходит короткое замыкание на деталь.
- Затем, удаляется электрод на небольшом расстоянии.
- Наконец, появляется стабильный дуговой разряд.
Как правило, в целях повышения качества зажигания сварочный дуги в электроды с содержанием вольфрама добавляют цирконий. В этом случае, получает распространение аргонодуговая сварка. Данный тип сварки особенно важен в сварке цветных металлов. При сварке аргон защищает электрод, саму дугу сварки и сварочную ванну от газа.
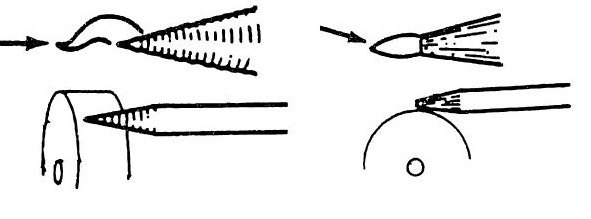
Как известно, электроды из чистого вольфрама используются и в сварке на постоянном токе. Правда, нагрузка при этом снижается, если сравнивать торированные и лантанированные электроды. Данные виды электродов чаще используются для сварки на постоянном токе при прямой полярности. Для этого проводят острую заточку электрода на конус на уровне, равном 2-3 диаметрам самого электрода. Заточка вольфрамовых электродов осуществляется посредством твердых дисков с мелким зерном с целью избежать образование заусенцев на торце.
Чтобы рабочий конец изнашивался как можно меньше, взамен ториевого электрода используют универсальные вольфрамовые электроды WL-20 или лантановые электроды. Они характеризуются легким запуском дуги, пониженной степенью к поджогам, устойчивостью дуги, а также хорошим повторным зажиганием дуги. Кроме того, при добавлении 2% оксида лантана повышается максимальные присутствие тока. При этом способность электрода возрастает примерно на 50% больше, чем при чистом вольфраме. Сварной шов не настолько сильно загрязняется, да и лантановые электроды сослужат долгую службу. Оксид лантана аккуратно размещается по всей длине электрода, благодаря чему сохраняется начальная заточка электрода.

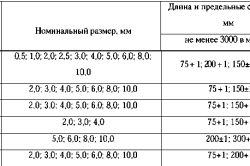
Все вольфрамовые электроды в обязательном порядке должны выполнять требования ГОСТа 23949-80. В сварке в среде инертных газов используются исключительно электроды, диаметр которых равен 0,5-10 мм. Каждый электрод подвергается маркировке. Так, электроды с диаметром 3 мм маркируют снятием рисок или фасок 1 мм на 45°. Маркировку вольфрамовых электродов наносят на 1 конец электрода. Ее наносят на торец полосой или точкой на поверхность торца на уровне 5-10 мм.
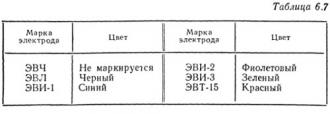
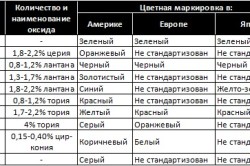
Иностранные вольфрамовые электроды имеют маркировку, которая непосредственно указывает на присутствие легирующих элементов, а также на их количество. В этом случае наносят цветовую маркировку, которая немногим облегчает задачу сварщика. Маркировка предполагает наличие таких марок как WL - лантанированные, WT -торированные, WC - церированные, WY - иттрированные, WZ - цирконированные, W - чистый вольфрам, WS - содержит легирующие элементы.
Как правило, они принимают активное участие в сварке среди инертных газов. Это касается сварки по алюминию. Используя вольфрамовые электроды, применяемые для сварки алюминия, инертная среда представлена аргоном, гелием повышенной степени чистоты, а также смесью аргона и гелия.
Режим сварки вольфрамовым электродом
Сварка вольфрамовыми электродами алюминия, толщина листа которого достигает 3 мм, может быть выполнена за 1 проход в прокладке. Если сваривать металл, толщина которого равна 6 мм и больше, то сваривают за 2 прохода с обеих сторон, при этом, не скашивая кромки. В этом случае нужно увеличить количество проходов до 4 с толщиной каждого в пределах 8-15 мм. Это будет обрезка по форме V. X-образная обрезка также вполне возможна.
Вольфрамовые электроды являются прутками из вольфрама, которые очень распространены как сварочный материал для сваривания аргонодуговой сваркой. Как правило, их используют для сваривания особо ответственных соединений с использованием постоянного тока обратной полярности, а также для сваривания большинства нержавеющих и высоколегированных сталей. Помимо этого ними сваривают жаропрочные сплавы и цветные металлы.
Технология сваривания, а также производства вольфрамовых электродов работает таким образом, что данный вид электродов обеспечивает стабильное сваривание, стабильную сварочную дугу, а также термостойкость и устойчивость к эксплуатации.
С помощью вольфрамовых сварочных электродов производят сваривание высококачественных сварочных швов. Примечательно, что для сваривания вольфрамовыми электродами не обязательно, чтобы свариваемые детали были разного химического состава. Широкую популярность приобрело сваривание вольфрамовыми электродами в аргоновой среде. Это сильно влияет на процесс сваривания в лучшую сторону. Такое сваривание сразу же прекрасно зарекомендовало себя, особенно при появлении таких металлов, как титан, никель, молибден и высоколегированные стали.
Вольфрамовые электроды являются неплавящимися, однако при сваривании используются вместе с присадочной проволокой. В основном такие электроды применяют для сваривания цветных металлов, а также их сплавов. Помимо этого нередко можно заметить использование вольфрамовых электродов для сварки высоколегированных сталей. Также вольфрамовые электроды используются для получения сварочного шва высокого качества из металлов одного или разных составов.
Неплавящиеся сварочные электроды из вольфрама имеют некоторые отрицательные качества. Среди этих недостатков не очень хорошая зажигаемость сварочной дуги. Для этого нужно совершать зажигание дуги в три этапа:
Короткое замыкание электрода на заготовке; Отведение электрода от свариваемого материала на небольшое расстояние; Возникновение устойчивой сварочной дуги;
Для того чтобы улучшить качество поджога сварочной дуги, а также достичь высокой стабильности при сваривании вольфрамовыми электродами иногда добавляют цирконий. Это позволяет улучшить качество сваривания, а также использовать данный вид электродов в различных токовых средах.
Данный вид сваривания прекрасно зарекомендовал себя для сваривания молибдена, никеля, титана и высоколегированных сталей. В данном случае источником высокой температуры является электрический ток. При таком сваривании основными элементами при сваривании является вольфрамовый электрод и газ аргон. При сваривании неплавящимся электродом подается газ аргон, и сваривание производится уже в защищенной среде. Такая защита прекрасно повышает характеристики сварочного шва, а также делает сам сварочный процесс намного проще и эффективнее.
Вольфрамовые электроды – широко распространенное понятие среди сварщиков и прочих специалистов, связанных с работой по металлу. Представляют собой небольшие стержни, предназначенные для подвода тока к сваренным изделиям. Конечно же, как и любой предмет, они имеют свои разновидности и виды. Для удобства и условного обозначения применяется установленная маркировка, которая напрямую указывает на технические характеристики используемого сварочного материала.

Вольфрамовые электроды необходимы для передачи тока к свариваемым изделиям.
Типы вольфрамовых электродов и их предназначение
Вольфрам – металл, который практически невозможно встретить в чистом виде. Зачастую его применяют в процессе аргонодуговой сварки, поскольку этот металл довольно тугоплавкий, поэтому он способен удержать собственную прочность даже при длительной сварке. Металл вольфрам экономичный. Во время сварки его используемое количество ничтожно мало.
Самым крупным поставщиком представленного металла является Китай. Именно на их территории наблюдаются огромные запасы вольфрама. В связи с этим фактом, приобретая в магазине вольфрамовые электроды, обратите внимание на производителя. Если вы обнаружите европейскую страну, значит, можете быть уверены, что при покупке вы переплатите денежные средства. Европейские страны выпускают электроды только после приобретения металла в Китае.
Сварочный материал подразделяется на три типа, в число которых входят:
- Электроды переменного тока. Основными материалами, которые свариваются при воздействии тока, являются магний, алюминий и их разновидности, сплавы. Представленная разновидность широко применяется в случаях, когда необходимо обезопасить сварку от попадания загрязнений.
- Электроды постоянного тока. Здесь в вольфрамовый электрод добавляют такие металлы, как иттрий или торий. В случае с последним следует помнить о его радиоактивности, которая может существенно навредить людям, находящимся в закрытом помещении. Поэтому электроды с применением тория используют для сварки на открытых местностях или в складских помещениях, где имеется надежная действующая вентиляция. Эти изделия применяются для сварки следующих металлов:
- медь;
- титан;
- никель;
- тантал;
- бронза;
- сталь, не подверженная ржавчине в процессе эксплуатации;
- углеродистые сплавы.
Здесь следует отметить технику безопасности при сварке.
Важно! Поскольку некоторые сплавы и металл могут в процессе горения выделять ядовитые вещества, сварщик должен надевать защитную амуницию, где будут закрыты органы дыхания и глаза.
Также необходимо использовать защитный газ аргон.
Универсальные электроды. Универсальные вольфрамовые электроды применяются в случае, когда необходимо сварить изделия из меди, алюминия, бронзы, тантала, никеля, титана и практически всех типов стали. Эти электроды отлично работают на переменном и постоянном токах, что несколько упрощает задачу. Частое применение можно наблюдать в сварке трубопровода, поскольку с их помощью можно соединить тонкие листы металла и сделать шов незаметным.
Использование определенного типа для сварки требует правильного выбора при покупке. Поэтому, чтобы осуществить сварку, необходимо иметь базовые знания о поведении и свойствах свариваемого металла. Зачастую профессиональные сварщики имеют соответствующую специализацию и образование.
Вернуться к оглавлению
Маркировка вольфрамовых электродов
Важно! Маркировка вольфрамовых электродов необходима специалистам, поскольку содержит в себе весь перечень характеристик и используемых металлов как при изготовлении электрода, так и подходящих для сварки.
Установленная и принятая маркировка для удобства различается по обозначению и цвету.
К вольфрамовым электродам применяется следующая маркировка:
- WP (цвет зеленый) – здесь электрод практически полностью состоит из вольфрама. Его содержание составляет 99,5%. Применяют для сварки магния и алюминия. Возможное использование электрода представленной маркировки заключается в сварке синусоидальным током. Для защиты используют два вида газа: аргон и гелий.
- WC-20 (серый) – на 2% состоит из оксида церия. Относятся к универсальным электродам, поскольку используются в сварке с переменным током и с применением положительной полярности. Задействуются в соединении трубопроводов в неповоротных стыках.
- WL-15, WL-20 (синий) – здесь имеется примесь лантана, которая позволяет добиться устойчивой дуги, и повторный розжиг, что делает электрод этой марки часто используемым в промышленности. Кроме того, применение в электроде лантана способно увеличить рабочий ток и уменьшить износ вполовину. Швы, произведенные с помощью представленного вида электрода, долговечны и менее загрязнены. Для работы электроду необходимо придать сферичную форму конца.
- WT-20 (красный) – здесь в состав входит торий. Как уже было описано выше, его пыль при работе несколько опасна для здоровья человека. Несмотря на этот факт, представленную маркировку иногда используют чаще, чем электроды, практически полностью состоящие из вольфрама. Эта особенность объясняется отличными свойствами тория, способного за считаные секунды соединить самые «привередливые» металлы. При работе рекомендуется использовать постоянный ток, поскольку при синусоидальном использовании тока полученная дуга может прыгать по свариваемой поверхности. Такие неприятности допускать нельзя.
- WZ-8 (белый) – здесь имеется менее процента оксида циркония. При работе необходимо внимательно следить за чистотой. Рекомендуется использовать переменный ток. Перед использованием следует придать электроду сферическую форму конца. Лучше применять для сварки алюминия.
- WY-20 (темно-синий) – вольфрамовые электроды с тонким покрытием иттрия. Их принято считать самыми устойчивыми электродами, поэтому применяют их зачастую для сварки ответственных и важных конструкций.
При выборе электродов необходимо определиться с методом сварки и свойствами свариваемого металла, потому как для соединения одной конструкции могут потребоваться несколько типов и маркировок вольфрамовых электродов.
Вернуться к оглавлению
Аргонодуговая сварка: ее особенности и технология
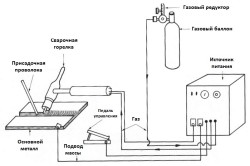
Аргонодуговая сварка представляет собой соединение металлов под защитой аргона. Осуществляется представленный процесс двумя способами, каждый из которых следует рассмотреть детально.
Сварка ручным способом вольфрамовым электродом под защитой аргона. Этот метод включает в себя несколько этапов:
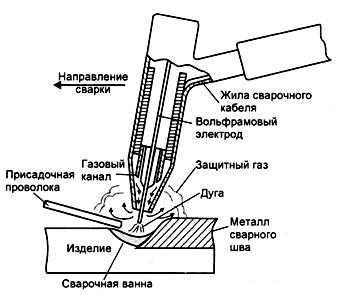
- К горелке подводят аргон и необходимый ток. Вторую фазу тока приводят к поверхности, где и будет сварка. Между электродом, прикрепленным к горелке, и поверхностью возникает дуга. К ней подается проволока для присадки.
- Далее необходимо зажечь дугу. Для этого лучше использовать угольную пластину, чтобы не испортить свариваемую поверхность, поскольку подобная оплошность может привести к загрязнению шва.
- Затем дугу возбуждают. Здесь часто используют осциллятор.
- Следим за движением электрода, поскольку его траектория должна прокладываться ровно по шву, в любом другом случае следует прекратить работу, потому как эта неприятность может сигнализировать о начале плавления электрода.
Здесь допускается применение переменного тока, потому как во время сварочных работ будет образовываться составляющая постоянного тока.
Автоматическая сварка вольфрамовым электродом. Этот метод часто используется для сварки трубопроводов в неповоротных стыках.
Автоматическая сварка осуществляется специальными агрегатами, имеющими разные конструкции, которые самостоятельно проводят весь процесс сварки.
Здесь сварочная дуга возникает между поверхностью металла и концом проволоки, в качестве которой выступает электрод.
Зачастую представленные аппараты невозможно применить в некоторых сферах. В особенности это связано с невозможностью сделать короткий шов.
Вольфрамовые электроды для аргонодуговой сварки содержат следующую маркировку: WP, WZ, WT, WY. Это связано с их надежностью и универсальностью в использовании. Многие из представленных типов электродов применяют для сварки тонких листов металла. В этом случае часто требуется тонкая конусная заточка электрода.
В нашем магазине профессионального сварочного оборудования и расходных материалов вы можете купить вольфрамовые электроды для аргонодуговой сварки. Изделия этой категории производятся компанией Elkraft (Германия). В ассортименте представлены все востребованные виды вольфрамовых электродов для сваривания обычных сталей, нержавейки, а также алюминия и его сплавов.
Типы вольфрамовых электродов
Данная категория сварочных электродов делится на несколько типов, каждый из которых помечается определенным цветом. Цвет вольфрамовых электродов указывает на состав изделия, а также позволяет наиболее точно подобрать их в зависимости обрабатываемого материала. Получить расширенную информацию по данному вопросу можно, обратившись к нашим консультантам через форму обратной связи на сайте или по телефону.
В нашем каталоге представлены следующие типы вольфрамовых электродов:
- WL 15 и WL 20 . Первый вид имеет желтую маркировку, второй синюю. Лантанированные вольфрамовые электроды WL 20 и 15 предназначены для сваривания обычных и нержавеющих сталей. В их состав входит 1-2 % оксида лантана, что делает электрод более экономичным в работе, а также позволяет увеличить максимальный сварочный ток. Кроме того, они характеризуются легким стартом дуги и минимальной склонностью к образованию прожогов. Дуга также легко запускается повторно и стабильно горит в процессе работы.
- WT 20 . Вольфрамовые электроды WT 20 рассчитаны на сваривание сталей и нержавейки с использованием постоянного тока. Изделия имеют красную цветную маркировку. Электрод является самым распространенным из данной категории товаров. Обладает высокими рабочими характеристиками – легко поджигается, стабильно держит дугу и обеспечивает качественный результат.
- WZ 8 . Эта марка вольфрамовых электродов помечается белым цветом. Особенностью состава является добавление 0,8% оксида циркония. Это дает ощутимое преимущество в тех случаях, когда предъявляются высокие требования к чистоте сварочной ванны в процессе работы. Вольфрамовый электрод подходит для сваривания алюминия и его сплавов. Легко поджигается, стабильно держит дугу и обеспечивает ровный шов без дефектов.
- WC 20 . Электрод имеет маркировку серого цвета. Особенностью данного типа вольфрамовых электродов является их универсальность. С их помощью можно варить как на переменном, так и на постоянном токе. В состав изделия входит 2 % церия, за счет чего существенно облегчается запуск дуги и эмиссия. Наиболее часто серые вольфрамовые электроды применяются для сваривания трубопроводов и листовой стали небольшой толщины. Благодаря составу изделия стабильная дуга удерживается даже при минимальных значениях сварочного тока.
- WP 20 . Данный тип поставляется с маркировкой зеленого цвета. По составу электрод отличается высоким содержанием вольфрама – не менее 99,5 %. Основное назначение – сваривание алюминиевых и магниевых материалов, а также их сплавов. Рассчитаны на работу как в аргоновой, так и в гелиевой защищенной среде. Стабильная дуга и легкий поджог.
Цена вольфрамовых электродов
При покупке расходных материалов данной категории следует обратить внимание на то, что цветная маркировка вольфрамовых электродов, как и назначение, не влияет на их стоимость. По умолчанию ценник в каталоге указывает на стоимость изделия диаметром в 1 миллиметр. Итоговая цена вольфрамовых электродов будет зависеть от их диаметра, выбор которого позволяет купить материал для сваривания металлов разной толщины и на соответствующем рабочем токе.
Купить вольфрамовые электроды для аргонодуговой сварки
Чтобы купить вольфрамовые электроды для аргонной сварки в нашем магазине, позвоните по указанному номеру телефона, и наш консультант поможет вам с выбором марки и оформлением заказа на требуемое количество товара. Если вы уже определились с выбором, нажмите для покупки соответствующую кнопку под нужной позицией в данном каталоге.
В том случае, когда к сварному шву предъявляются особенно строгие требования, касающиеся его чистоты и точности, не обойтись без аргонодуговой сварки. Такими качествами должен обладать шов, выполняемый, например, при изготовлении автомобилей. Применяемая в данной ситуации сварка вольфрамовым электродом позволяет не только выполнить все необходимые условия, но и существенно сэкономить расход подручных материалов, то есть непосредственно самих электродов.
Особенности вольфрамовых электродов и сварки ими.
Вольфрам - это наиболее тугоплавкий из всех применяемых для изготовления электродов металлов. Температура его плавления составляет 3422 градуса Цельсия. Вследствие этого расход электродов при выполнении аргоновой сварки сводится к минимальным значениям.
Вести такую сварку можно как в ручном, так и в полуавтоматическом или автоматическом режиме. При этом можно вообще не применять присадку, используя в качестве материала для формирования сварного шва металл с расплавляемых кромок детали. Такой подход еще больше повышает экономичность сварочных работ.
Вольфрамовые неплавящиеся электроды применяют для сварки металлических изделий, толщина которых может начинаться с 0,1 мм. Максимальная толщина в данном случае не ограничена.
Одним из главных условий получения качественного и точного сварного шва является тщательная подготовка кромок и сборка свариваемых деталей. Особенно важно это в том случае, если ведется соединение заготовок из тонколистового металла. Здесь необходимо произвести предварительную сборку изделия с помощью прихваток, выполняемых тем же вольфрамовым электродом. При промышленном производстве в этом случае обычно используются специальные сборочные станки.
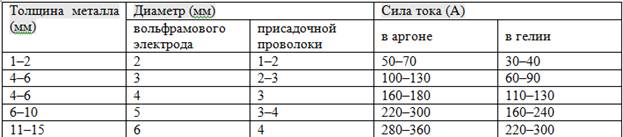
Еще одно важное условие - это вытеснение воздуха из зоны сварки. Для этого работы ведутся в среде защитных газов (чаще всего аргона). Количество необходимого газа зависит от многих факторов: от толщины металла, от его химического состава, от размера свариваемых деталей, от типа сварного соединения. Кроме того, на расход газа влияет и скорость сварки - чем быстрее она ведется, тем более мощным должен быть защитный газовый поток. Важно, чтобы под действие аргона попадала вся сварочная ванна, а также разогретый конец присадки (если она применяется) и сам электрод.
Существенной особенностью сварки при помощи вольфрамового электрода является то, что зажигание дуги требуется производить без прикосновения его конца к металлу свариваемого изделия. Сделать это можно при помощи осциллятора. Дело в том, что в момент зажигания дуги при контакте электрода и основного металла вольфрам на его конце сплавляется с металлом, то есть появляется состав, температура плавления которого гораздо ниже, чем у чистого вольфрама. А это приводит к снижению качества сварного соединения. Также очень важно правильно выбрать сварной ток - это позволит свести к минимуму расход электрода при сварке и надолго сохранить форму заточки его конца.

Использование прямой полярности сварного тока позволяет добиться минимального нагрева вольфрама, а значит, и снизить расход электрода. Также этому способствует и аргоновая защита электрода от окисления кислородом воздуха. В результате за час работы сварщика вольфрамовый электрод уменьшается на десятые, а иногда и на сотые доли грамма. Другими словами, одного такого изделия может хватить на несколько полных рабочих смен.
Технологические характеристики сварки вольфрамовым электродом.
Вольфрамовый электрод с успехом применяется для сварки изделий из разных видов металлов, толщина которых варьируется от самых маленьких значений до 6-8 мм. Также допускается использование данных видов электродов и для выполнения более толстых соединений, но на практике это встречается редко. Применение в таком случае плавящихся электродов позволяет получить шов с более высокими технико-физическими характеристиками и повысить производительность труда.
Выбор технологии проведения сварки зависит от того, выполняется ли она ручным способом или в автоматическом режиме.
При ручной сварке необходимо соблюдать следующие требования:
- сварка производится по направлению справа налево;
- при сварке изделий небольшой толщины горелка располагается под углом в 60 градусов к поверхности свариваемого изделия;
- если сварке подвергаются детали большой толщины, горелка располагается как при сварке угловых швов, то есть под углом в 90 градусов к поверхности детали;
- способ ведения присадочного прутка также зависит от толщины изделия. Если речь идет о деталях из тонколистового металла, пруток вводится сбоку от столба дуги при совершении возвратно-поступательных колебаний. При сварке же значительных по толщине деталей движения прутка должны быть поступательно-поперечными.
Если сварка выполняется в автоматическом или полуавтоматическом режиме, то направление выбирается таким образом, чтобы присадочный пруток шел перед дугой. При этом вольфрамовый электрод должен располагаться под углом в 90 градусов к поверхности свариваемых заготовок. Угол между электродом и присадочным прутком также должен быть прямым.
Отличительные черты аргонодуговой сварки алюминия вольфрамовым электродом.
Аргонодуговая сварка применяется сегодня при выполнении неразъемного соединения деталей из самых разных металлов: стали, никеля, меди, а также их сплавов. Но наибольшую популярность она получила при сварке алюминиевых изделий, особенно если речь идет об изготовлении ответственных конструкций для самолетостроения или машиностроения.
Теоретические рекомендации гласят, что сварка алюминия вольфрамовым электродом должна вестись на постоянном токе обратной полярности (с «плюсом» на электроде). Но практика показывает, что в данном случае добиться устойчивого, ровного горения дуги практически невозможно. А это приводит к тому, что кромки свариваемых деталей расплавляются недостаточно хорошо, а расход дорогостоящего вольфрамового электрода увеличивается в разы. Именно поэтому чаще всего практикующие сварщики производят работы с алюминием на переменном токе нормальной частоты.
В этом случае период сварки делится на два полупериода:
- в одном из них ток меньше, а на электроде находится «плюс»,
- в другом ток больше, а на электроде «минус».
В том полупериоде, когда электрод имеет положительный заряд, поверхность свариваемого металла очищается. Когда же электрод заряжен отрицательно, металл усиленно расплавляется, при этом нагрев самого вольфрама снижается. Свойство металла очищаться во время проведения сварки позволяет выполнять работы без применения специальных флюсов.
Некоторые нюансы аргонодуговой сварки вольфрамовым электродом.
Одно из важных условий для получения качественного сварного соединения - это стабильная дуга. Добиться от дуги непрерывного, ровного горения помогает постоянный ток прямой полярности. При этом значения тока могут быть совсем небольшими - от 5 А, а напряжение - от 12 В. На постоянном токе производят сварку стали, меди, латуни, чугуна, титана и их сплавов.
Большое значение при сварке на постоянном токе имеет заточка вольфрамового электрода - его конец должен быть острым и четко очерченным. При промышленной сварке электроды затачивают с помощью специального оборудования - станков с алмазным кругом. При их отсутствии подойдет и обычный точильный станок или мелкозернистый круг. Заточка производится по направлению к концу электрода. При этом необходимо внимательно следить за тем, чтобы электрод в процессе подготовки не перегрелся. Превышение температуры вольфрама выше допустимых значений делает его очень хрупким - такой электрод будет просто крошиться в процессе сварки.
Кроме того, для выполнения аргонодуговой сварки необходим защитный газ высокой чистоты - в нем должно содержаться не менее 99,99% аргона. В противном случае говорить о высоком качестве сварного шва не придется. Кстати, именно сварной шов поможет определить качество аргона - если газ содержит большое количество посторонних примесей, материал сварного шва будет темнеть.
Обратите внимание! Использование аргона надежно защищает изделия от появления на их поверхности в процессе сварки оксидной пленки. Но при этом оксиды, которые находились на металле изначально, аргон не удаляет. Поэтому до начала сварки необходимо тщательно зачистить кромки свариваемых заготовок.
Сварку алюминия и его сплавов, как уже упоминалось, ведут на переменном токе. Заточка электрода здесь также имеет большое значение. Правда, в этом случае электрод не оттачивается остро, как жало - достаточно немного закруглить его конец. Кроме того, перед сваркой алюминия очень важно правильно подготовить детали и точно подобрать присадочный материал. Что касается подготовки, то это, в первую очередь, зачистка и обезжиривание свариваемых поверхностей, а также снятие с них фаски, если детали выполнены из толстого металла. В качестве присадки при сварке вольфрамовым электродом алюминия может выступать как чистый алюминий (Al 99%), так и его сплавы - силумин (сплав алюминия с кремнием AlSi) или дюраль (алюминий плюс магний AlMg).


