Какие электроды для сварки бытовым трансформатором. Как выбрать сварочные электроды.
Для начинающего сварщика выбор электрода может стать проблемой: есть более двухсот марок с разными свойствами, назначением и характеристиками. Причем около 100 марок подходят для ручной дуговой электросварки инверторными аппаратами. Рассказать обо всех невозможно, да, для начала, и не нужно. Просто коротко охарактеризуем основные типы и о том, какие электроды для инверторной сварки больше других подходят новичкам. Еще речь пойдет о том, какой диаметр брать и какой выставлять ток для сварки металла разной толщины.
Что такое электрод и для чего обмазка
Электрод — это кусок металлической проволоки со специальным покрытием — обмазкой. Во время сварки сердечник плавится от температуры дуги. Одновременно горит и плавится обмазка, создающая вокруг области сварки — сварной ванны — защитное газовое облако. Оно перекрывает доступ кислороду, содержащемуся в воздухе. В процессе горения обмазки часть ее переходит в жидкое состояние и тонким слоем покрывает расплавленный металл, также защищая его от взаимодействия с кислородом. Так что обмазка обеспечивает хорошее качество шва.
Любой электрод перед началом сварки осматривают: покрытие не должно иметь сколов. В противном случае однородного прогрева и качественного шва вы не добьетесь. Еще обратите внимание на кончик электрода: толщина обмазки должна быть одинаковой со всех сторон. Тогда дуга будет выходить по центру. В противном случае она будет смещена. Для сварщиков с опытом это нестрашно, а вот для новичков может создать ощутимые проблемы.
Необходимо следить за влажностью обмазки. Некоторые из них при повышенной влажности зажигаются очень плохо (например, УОНИ). В связи с такой «капризностью» обмазки, хранить их нужно в сухом месте, обеспечив по возможности герметичную упаковку. Можно коробку укладывать в пакет, а еще туда класть несколько пакетиков с солью, что бывают в обувных коробках.
Покупать влажные электроды не стоит: их можно, конечно, высушить, но их характеристики при этом снизятся. Если все-таки случилось так, что электроды отсырели, их высушить можно в обычной бытовой духовке при небольших температурах (они указываются обычно на упаковке). Второй способ — положить на продолжительный срок в сухое хорошо проветриваемое помещение.

Виды обмазки и их характеристики
Различают всего четыре вида покрытий:
- Основное.
- Рутиловое.
- Кислое.
- Целлюлозное.
Основное (УОНИ) и целлюлозное покрытие подходит только для сварки на постоянном токе. Они использоваться могут на ответственных швах: создают прочный, эластичный шов, стойкий к ударным нагрузкам.

Два других (рутиловое и кислое) — могут работать при сварке и переменным, и постоянным током. Но кислое покрытие очень токсично: работать в помещениях можно только если рабочее место оборудовано принудительной вытяжкой.
Рутиловая обмазка имеет зеленоватый или синий оттенок, электроды отличаются легким розжигом. Они хорошо зажигаются даже если инвертор имеет низкое напряжение холостого хода (для уверенного розжига основной обмазки требуется хорошая вольт-амперная характеристика, ). При сварке рутиловыми электродами (МР-3) металл почти не брызжет, зато шлака бывает много и отходит он непросто: приходится работать молотком.
Как выбрать электроды для инверторной сварки
В первую очередь подбирают состав сердечника: он должен быть сходным с типом свариваемого металла. В домашнем хозяйстве чаще всего используются конструкционные стали. Вот из такой же проволоки и должны быть электроды. Иногда еще приходится варить нержавейку. Тогда сердечник тоже должен быть из нержавейки, причем для высоколегированным и жаростойких делают из металла с такими же характеристиками.
Выполнить все работы по дому или на стройке можно с использованием всего нескольких марок электродов:
- УОНИ 13/55
- АНО 21
- ОК 63.34
Они признаны многими лучшими электродами для новичков, которые работают с : с ними работать проще, в то же время, они позволяют варить качественные швы даже при отсутствии значительного опыта. Ниже приведены характеристики и общее применение тех расходников, которые многие спецы считают хорошими электродами для инвертора. Во всяком случае, их часто рекомендуют начинающим сварщикам для наработки опыта.
Электроды с рутиловым покрытием МР 3

Это, пожалуй, самые популярные среди новичков сварочные электроды для инверторов: УОНИ 13/55 (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Чаще всего новичкам советуют начинать освоение сварных швов с электродами МР-3. Они легко разжигаются, даже при не очень хорошей вольт-амперной характеристике сварочного аппарата, дают хорошую защиту сварной ванны, позволяют довольно легко контролировать ее положение. Если электрод не разжигается, прокалите его при температуре 150-180° на протяжении 40 минут.
Применяются в аппаратах с переменным (сварочные трансформаторы) и с постоянным током (сварочные выпрямители и инверторы). К инверторам обычно подключаются на обратной полярности (+ на электроде). Подходят для любого типа шва, кроме вертикального сверху-вниз.
Электроды МР 3 некапризны к качеству свариваемых поверхностей. Ими можно работать даже на необработанных, покрытых ржавчиной и влажных деталях. Сварка ведется средней (2-3 мм) или короткой дугой.
Очень важна для начинающих сварщиков особенность МР 3: они хорошо «держат» дугу, работать ими просто. За это не все профессионалы любят эту марку: называют их бенгальскими огнями. Слишком мягко они варят: для хорошего прогрева необходимы медленные движения. Что профи не по вкусу, новичкам — то, что надо. Попробуйте начать обучение сварке именно с МР3. У вас все должно получится.
| Диаметр электрода ЛЭЗ МР-3, мм | Длина, мм | Масса пачки, кг | Цена, руб | |
|---|---|---|---|---|
| 2,0 | 250 | 40-60 А | 1,0 | 146 |
| 2,5 | 300 | 60-100 А | 1,0 | 120 |
| 3 | 350 | 70-100 А | 1,0 | 95 |
| 4 | 450 | 80-170 А | 1,0 | 91 |
| 5 | 450 | 130-210 А | 1,0 | 91 |
УОНИ 13/55 с основной обмазкой

Предпочитаемые профессионалами электроды для инвертора УОНИ 13/55 (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Это самые, пожалуй, широко распространенные и популярные электроды с основным покрытием. Они рекомендованы для сварки углеродистых и низколегированных сталей. Подходят для соединений ответственных конструкций. Швы получаются прочными к ударным нагрузкам и пластичными, хорошо переносят воздействие низких температур.
Недостаток этих электродов: они хорошо разжигаются только при достаточно большом значении холостого хода у инвертора (выше 70 В). Второй существенный недостаток: высокие требования к зачистке и обработке свариваемых металлов. Если на кромке останется ржавчина, пыль, масло или другие загрязнения, будет пористым.
Работать с УОНИ 13/55 можно только на сварочных аппаратах постоянного тока, в том числе и с инверторами, при обратной полярности (+ подают на электрод), причем короткой дугой (держать кончик электрода ближе к свариваемой поверхности). Минимальное напряжение холостого хода 65 В.
| Диаметр электрода УОНИ 13/55 (производитель "Межгосметиз) | Длинна электрода, мм | Рекомендуемый сварочный ток, А | Розничная цена пачки, руб |
|---|---|---|---|
| 2,0 | 250 | 30-60 А | |
| 2,5 | 300 | 40-70 А | 127 руб |
| 3 | 350 | 80-100 А | 116 руб |
| 4 | 450 | 130-160 А | 111 руб |
| 5 | 450 | 180-210 А | 110 руб |
АНО 21
Этот тип электродов с рутиловым покрытием предназначен для работы с углеродистыми сталями небольшой толщины. () При их использовании дуга разжигается легко (в том числе и при повторном розжиге), шов получается мелкочешуйчатым (из волн небольшого размера), шлак отделяется легко. Электроды АНО 21 можно использовать для сварки водопроводных или газовых труб.

Работают как с переменным так и постоянным током любой полярности. Перед сваркой необходима термическая обработка: их прокаливают при температуре 120°C на протяжении 40 минут.
Электроды по нержавейке ОК 63.34
Если вам необходимо сварить нержавейку, попробуйте ОК 63.34. Ими же можно варить и конструкционные стали. При этом получается шов с мелкой волной с плавным переходом к основной поверхности металла. Количество шлака небольшое, отбивается легко.
Этим электродом хорошо варить а металле 6-8 мм, проходя сверху-вниз. Подходит для многопроходной сварки стыковых и нахлестных соединений. Работает с постоянным и переменным током любой полярности, минимальное напряжение холостого хода — 60 В.

Для сварки вам еще понадобится маска. Чтобы проще было работать, берите
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
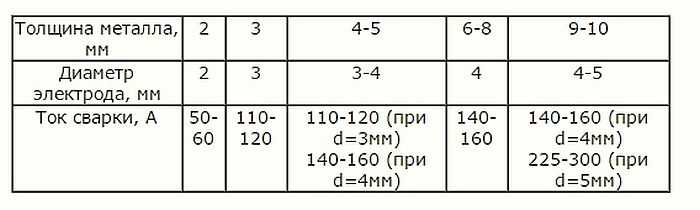
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.

Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
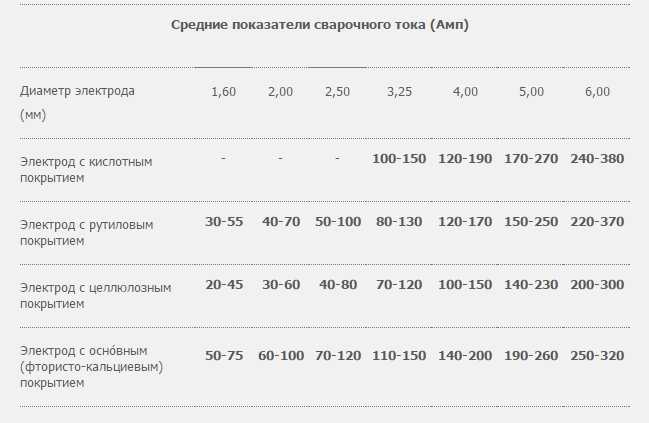
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Держатели для электродов
На одном из сварочных кабелей есть держатель (держак), в который вставляется сварочный электрод. Они есть двух типов:
- с клавишей-курком, в них зажимается электрод автоматически при отпускании подпружиненой клавиши, освобождается при нажатии на нее;
- резьбовые — рукоятка закручивается и раскручивается, освобождая или зажимая вставленный сердечник электрода.
Какой из них лучше? Решать вам, но случайно нажав на клавишу, можете уронить электрод во время сварки. Ничего страшного не происходит при этом, но неприятно…
При выборе электродного держака главное обращать внимание на силу тока, на которую он рассчитан. Выбираете по максимальному параметру, который доступен для вашего сварочного аппарата.
Как подключать кабель к держателю сварочного электрода с резьбовым зажимом показано в видео.
Недостатком держателя-прищепки является то, что со временам пружина, поджимающая сердечник электрода ослабляется, контакт ухудшается. Приходится ставить новый. Как это делать на держаке-прищепке смотрите в видео.
Подключить держатель электрода для сварки несложно. Только есть один нюанс: при частой работе сварочный кабель перетирается его краем. Можно, конечно, укоротить кабель и перезаделать его, но не всегда хочется отрезать даже 10-20 см. Чтобы этого не происходило, найдите шланг, внутренний диаметр которого совпадает или чуть меньше, чем наружный диаметр сварного кабеля. Отрежьте небольшой его кусок — сантиметров 15 -и разрежьте вдоль. Теперь его можно надеть на кабель, подтянуть вверх и там закрепить.
Сваривание разнообразных металлических устройств в основном осуществляется при помощи сварки. Для этого используют особую оснастку, это может быть как трансформаторный сварочный аппарат, так и инверторный. Но даже самый обыкновенный аппарат не может функционировать без электродов. Ведь для того, чтобы вышел, прочный шов, необходим расплавленный стальной стерженек (электрод).
Какая сварка лучше? Уже многие годы популярны у многих потребителей. С таким сварочным аппаратом идет наименьший расход времени, а получается качественная работа.
Такое оснастка применяется при дуговой сварке путем плавления отделываемых участков. Главное преимущество инвертора это неизменность сварочного тока, за счет этого выходят крепкие высококачественные швы.
Сварка с применением инверторного сварочного аппарата это процесс, разрешающий при подключенном источнике тока переменное напряжение. Инвертор подает постоянный ток, и качество швов будет существенно лучше, нежели у обычного трансформатора. Инвертор экономно потребляет электроэнергию, что делает его еще более известным в применении. Так же у такого аппарата есть большой плюс, он довольно удобен для транспортировок на дальние дистанции, что делает работу проще, даже если надо работать за городом.
Чтобы получился высококачественный и крепкий шов нужно с точностью выбирать электроды для инвентарной сварки. Электроды – это стальные электрические проводники в виде стержней, их применяют для подводки к сварочной зоне тока.
Перед тем как приступить к работе электросваркой с использованием инвертора, нужно уяснить сам принцип действия.
Выбор электродов
Какие выбрать электроды для сварки инвертором? Для того что б выбрать электрод нужно знать, что они имеются в двух видах: те которые имеют свойство плавится и те которые не плавятся.
Электроды, которые имеют свойство, плавится, состоят из металлического стержня со специальным покрытием, которое защищает зону сварки и увеличивает устойчивость горения дуги. Такие электроды используются для ручной дуговой сварки.
- прямая полярность — это, где плюс подсоединяется к массе, а минус к сварочному электроду;
- обратная полярность – это, где минус подсоединен к массе, а плюс к сварочному электроду.
При сварке на прямой полярности поверхностные соединения подвергаются существенному нагреву, чего нет при обратной полярности.
При обратной полярности осуществляют сварку тонких деталей. Такая полярность защищает металл от прожигания. Также на обратной полярности производят сварку легированных сталей, которые восприимчивы к высокой температуре.
Сварочные работы с применением инвертора включают в себя три главных составляющих, которые связаны между собой:
- сварочный ток и его сила;
- диаметральный размер;
- детали и их толщина.
Для соединения тонких сталей (меньше 1,5 мм) ручную сварку не применяют, для такой работы подойдут полуавтоматические аппараты.
Немаловажно правильно выбрать диаметр электродов, если же электрод подобран не точно, то тогда уменьшает плотность сварочного тока, что приводит к непрочным швам.
От чего отталкиваться при выборе электродов
Имеется ряд существенных параметров, на которые стоит обратить внимание при выборе электродов для инверторной сварки. Первое, нажну знать тип материала, с которым надо будет работать. Для работы с ответственным материалом нужно подбирать электроды уже проверенных производителей.
Изделия с основным покрытием соответствуют высокому качеству, они отличаются ударной жесткостью, пластичностью и механической крепостью. Швы, получились при работе с такими электродами, отличаются высокой устойчивостью к появлению микротрещин. Также они не предрасположены к старению. Предпочтение таким электродам необходимо отдавать, если планируется работа с ответственными конструкциями, которые будут использоваться в строгих условиях.
Если поверхность детали из углеродистой стали покрыта коррозией, то электроды необходимо использовать рутилового типа.
От того какой толщины деталь надо соединить инвертором, зависит не только диаметр электрода, но и непосредственно сила сварочного тока, который тоже выражает воздействие на качество получаемого шва.
Перед тем как проводить сварочные работы, необходимо верно подобрать электроды, это даст возможность сделать качественную спайку, даже при использовании самого простого и недорогого инвертора.
Быстро и оперативно сварить любые, даже самые сложные конструкции из металла, можно при помощи инверторов. Эти агрегаты быстро вошли в современные операционные процессы, потому что просты в эксплуатации, при этом сварной шов получается высокого качества, ровным и аккуратным. Конечно, главной составляющей сварного процесса – это электроды для сварки инвертором. По сути, это металлический стержень, который покрыт специальным материалом, называемым обмазкой.
Сварочные электроды изготавливаются из разных стальных проволок, соответствующих ГОСТу 2246-70. Поэтому электроды для инверторной сварки делятся по сырьевому материалу на несколько групп.
- Изготовленные из легированной проволоки. К примеру, из Св-08Х3Г2СМ.
- Из высоколегированной – Св-30Х15Н35В3Б3Т.
- Из углеродистой – Св-10Г2.
Марки сварочной проволоки указаны по одной, но их список достаточно широкий.
Что касается защитного покрытия (обмазки), то его специально наносят на стержень, чтобы предохранить сварочную ванну от воздействия на расплавляемый металл кислорода. Именно этот химический элемент негативно сказывается на качестве материала, создавая на его поверхности оксидные пленки. Это перовое. Второе – это стабилизация дуги.
Защитное покрытие наносится на сварочный стержень методом прессования, поэтому связь двух материалов очень высокая. Сама же обмазка делится на четыре типа.
- Основная.
- Рутиловая.
- Кислая.
- Целлюлозная.
Первый и последний тип используются только при сварке постоянным током. Остальные и при постоянном токе, и при переменном.
Какими электродами лучше варить инвертором
Электроды для инвертора делятся на две группы.
- Обычные, которые используются повсеместно для любых конструкций. К ним относятся марки АНО и МР.
- Расходники для ответственных конструкций. К ним относится марка УОНИ.
Все сварщики считают, что марка УОНИ очень капризна. Не каждый может варить этими электродами, здесь нужен опыт и квалификация. Поэтому сварку инвертором для начинающих мастеров лучше проводить обычными видами.
Марки электродов
Чтобы ответить на вопрос, как выбрать электроды, необходимо разобраться с марками, обозначенными выше.
УОНИ
Основное их назначение – сварка изделий из углеродистых и низколегированных сталей. Как уже говорилось выше, их используют для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Сварка может производиться при низких температурах. Обмазка – основная, ток – постоянный, полярность – обратная. Диаметр стержня: 2-5 мм. Сварочный шов – качественный, высокой плотности. Сваренные этими электродами конструкции прекрасно справляются с перепадами температуры, нагрузками на изгиб и ударами.
МР
- МР-3. Используются для соединения углеродистых заготовок, стык которых может выдержать сопротивление (временное) до 490 МПа. Обмазка – рутиловая, ток – переменный или постоянный, полярность – любая. Варить электродом можно в любых положениях с оговоркой. Так при нижнем положении сварка проводится электродами диаметром до 6 мм, в вертикальном положении до 5 мм, в потолочном (верхнем) до 4 мм. С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.
- МР-3С. Это модель, которая используется для тех же целей, что и предыдущая. Сваренный ею стык может выдержать сопротивление до 450 МПа. Обмазка – рутило-целлюлозная, ток – переменный и постоянный, полярность – любая. Положение сварки – любое. Ими можно варить даже влажные металлы.
Марка расходников МР для начинающих можно назвать, как самые лучшие электроды. Не капризны, легко переносят сам процесс, небольшое разбрызгивание металла, плюс отличный шов.
АНО
Надо отдать должное этой марке, которую все специалисты считают универсальной. Именно АНО сегодня является самым популярным брендом. Если уж выбирать из всех видов, предложенных производителями, то именно этот.
С помощью этих электродов (сварочных для инвертора) можно варить заготовки толщиною до 5 мм в разных положениях, даже в вертикальном сверху вниз. При этом стыковка двух металлов может быть: стыковочной, внахлест, угловой. К чистоте свариваемых кромок не большие требования, можно проводить сварку окисленных поверхностей. Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Есть в модельном ряду данного вида марка АНО-4 с рутил-карбонатной обмазкой, которую используют для сваривания ответственных конструкций.
ОК 63.34
Если появляется необходимость сварить две заготовки из нержавеющей стали, то это можно сделать при помощи инвертора, используя электрод от шведского производителя ESAB . Кстати, этим электродом можно соединять изделия из конструкционной стали.
Шов от такого расходника получается равным с плавным переходом от основного металла. При этом шлак образуется в малых количествах, отбивать его легко. Можно варить любые положения стыков в металлах толщиною 6-8 мм в корневой сварке. Хотя сам электрод был разработан для сваривания тонких изделий из нержавейки. Можно соединять им стыковые соединения и нахлесточные. Используется также для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.
Угольные и графитовые электроды
Графитовым и угольным электродом варят металлы дугой редко. Такой вид сварки производится в защитных газах с присадочной проволокой или прямым действием. При этом сам электрод не расплавляется, плавится металл, который сваривают. Угольным электродом сварку ведут постоянным током с прямой полярностью.
Важная составляющая сварочного процесса – это плотное прижатие кромок заготовок друг к другу. Это можно сделать прихватками, точечной сваркой или механическими приспособлениями (струбцинами, зажимами и так далее). Кстати, эта технология может быть использована только в нижнем положении.
Сварочный процесс
Работа сварщика зависит не только от правильно выбранной марки электродов. Придется правильно подбирать их диаметр, точно выставить параметры сварки на самом инверторе. В основном это касается силы тока. К тому же будет немаловажным знать, к какому выходу (плюсу или минусу) подключить выбранный вами расходник.
Диаметр сварочного стержня должен быть равен толщине заготовки, которые нужно приварить. К примеру, толщина свариваемых деталей равна 3 мм. Значит, их лучше варить электродом диаметром 3 мм. Если варится толстый металл, к примеру, 10 мм, то можно использовать любой из диаметров, потому что сварка в данном случае будет проводиться послойно. Но даже здесь лучше использовать толстый расходник.
Что касается полярности, то она зависит от того, к какому выходу подключается электрод: к минусу или к плюсу. Если к минусу, а плюс соответственно подсоединяется к свариваемой заготовке, то это прямая полярность. Если наоборот, то это обратная.
В чем отличия двух видов подключения. Всем известно, что поток электронов (он же и является электрическим током) движется от минуса к плюсу. И тот элемент сварочного процесса, который подключен к плюсу, нагревается сильнее. То есть, если менять расположение электрода относительно положения подключения, можно менять интенсивность его нагрева.
Внимание! Электродом диаметром 3 мм варить металл толщиною 2 мм лучше на обратной полярности. А тем же расходником варить металл толщиною 6 мм лучше на прямой полярности.
Теперь, что касается силы тока при сварке инвертором. Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
- Текучесть основного металла, его марка.
- Скорость движения руки сварщика.
- Положение электрода во время сваривания. К примеру, в потолочном положении ток уменьшают.
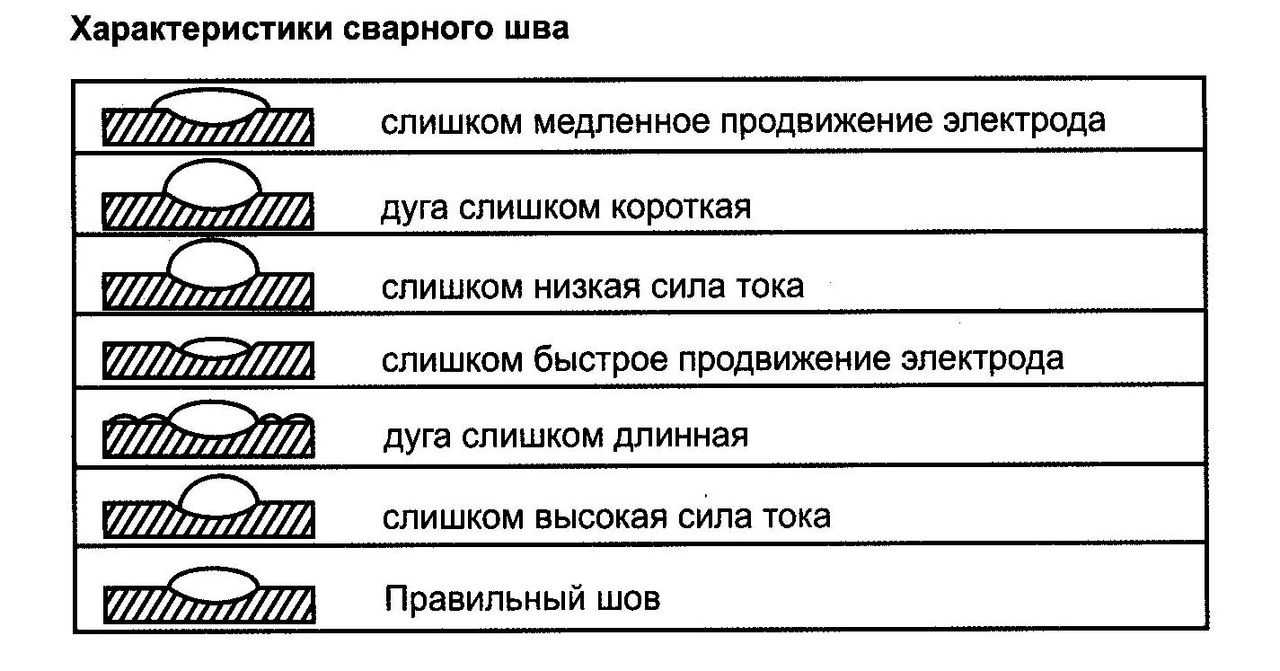
Оптимальный режим придет со временем с опытом. Поэтому сварщик должен обращать внимание на сварочную ванну. Именно она показатель качества выбранного режима. Правильный шов должен быть равномерным. Если в ванной образовалось много металла, значит, или дуга слишком короткая, или скорость сварки была недостаточной. Если в ванной получилось седло, то слишком быстро варился шов, или дуга отказалась длиной. Смещение металла в ванной в одну из сторон говорит о том, что не было выдержано ровное строго по оси движение электрода. К тому же при этом сила тока была большой.
Выбрать хороший вариант, который соответствует режиму и металлу, не всегда просто. Новичку это не под силу, поэтому производители на упаковке дают рекомендации. Более или менее они совпадают с фактическими. Но, как было сказано выше, все придет с опытом. Предлагаем ознакомиться с видео – какие электроды лучше выбрать для сварки инвертором.
Когда стоит задача купить электроды, конечно, лучше разобраться в этом вопросе основательно: какие бывают типы металла, чем они отличаются, для каких металлов предназначены, а также какие бывают виды и марки электродов.
Сейчас же для того чтобы максимально быстро начать практиковаться в выполнении швов, будет рассмотрен более простой путь выбора.
Что касается выбора магазина, то предпочтительней покупать в специализированном магазине, где продаются сварочное оборудование и расходные материалы, а не в обычном хозяйственном, потому что в специализированном магазине, скорее всего, продавцы разбираются в этой теме и смогут что-то подсказать.
Там же, где продается все подряд, скорее всего, продавцы не обладают должной компетенцией в вопросе подбора сварочных электродов.
Кроме того, часто бывает, что в обычных хозяйственных магазинах цены выше. Возможно, подразумевается, что человек, который покупает подобные материалы в неспециализированном, не разбирается в вопросе настолько, чтобы хорошо себе представлять, сколько они стоят.
Придя в специализированный магазин, достаточно сказать, что нужны углеродистой стали обыкновенного качества, или обыкновенной углеродистой стали.
У каждого типа электрода может быть несколько марок. Для примера приведена таблица 5 с электродами типа Э46.
| Тип | Марка |
| Э46 | МР3С; АНО-21, АНО-4; ОЗС-4, ОЗС-6, ОЗС-12 и т.д. |
Иногда в маркировке ставится буква «А» - например, Э46А. Это означает повышенную пластичность сварного шва.
Поскольку за пример взят тип Э46, дальнейшее разъяснение принципов подбора будет происходить на примере этого же вида электродов. Существует большой спектр электродов марки АНО (21, 36, 4 и т.д.), ОЗС, МР-3.
Вряд ли в магазине окажется вся «линейка» определенной маркировки. Скорее всего, будет один или два варианта. Имеет смысл купить самую маленькую порцию, которую смогут предложить, и попробовать, какими электродами будут получаться наиболее качественные швы в данной конкретной ситуации.
Имеет смысл также попробовать варить электродами УОНИ 13/55, это тип Э50. Он отличается от типа Э46, в некоторых ситуациях с их помощью можно будет получить более качественный сварной шов.
В любом случае сначала нужно пробовать: покупать маленькую партию, а затем, если получается качественный результат, можно брать необходимое количество для всего объема сварочных работ.
Принцип работы электрода
На рисунке приведена схема процесса ручной дуговой сварки (РДС).
Электрод представляет собой металлический стержень, на который нанесена обмазка или покрытие.
В результате горения дуги 3 и под воздействием ее температуры плавится металлический стержень 5, и металл с этого стержня переносится в сварочную ванну 2. Также от высокой температуры плавится обмазка. В результате ее расплавления образующих защитные газы, которые защищают дугу и сварочную ванну от воздействия кислорода, азота и других газов содержащихся в воздухе. Кроме того, образовавшиеся газы способствуют стабилизации горения дуги.
В процессе плавления обмазки образуется жидкий шлак, который растекается по поверхности сварочной ванны. При этом жидкий шлак раскисляет металл, избавляя сварочную ванну от кислорода, и, наоборот, добавляет легирующие присадки для повышения качества металла шва и сварного соединения в целом. По мере остывания шва жидкий шлак превращается в шлаковую корку 10, которая впоследствии должна быть удалена.
- Какой диаметр электрода подходит к той или иной толщине металла;
- Какой сварочный ток выставить для получения качественного шва.
- Отличие сварочных режимов на прямой полярности м обратной
Диаметры электродов
Измеряются в миллиметрах, эти величины стандартные и по российскому ГОСТу составляют: 1,6; 2; 2,5; 3; 4; 5; 6 и т.д. У импортных бывают и другие диаметры, например 2,6 вместо 2,5; 3,2 вместо 3.
Диаметры более 4 мм не представляют интереса для бытовых сварочных работ, потому что бытовая электрическая сеть не выдает такой мощности, которая позволила бы использовать электроды диаметром 5-6 мм и более.
Даже диаметром 4 мм зачастую невозможно использовать, так как и сварочные аппараты как правило не выдают нужный сварочный ток, и некоторые электрические сети, особенно за городом, не позволяют варить такими электродами.
Диаметр электрода, указанный в миллиметрах, означает диаметр именно металлического стержня, то есть без учета толщины обмазки. Обычно чем он больше, тем больше его длина.
Дефекты
Обмазка должна быть нанесена на электрод равномерно по всей длине и по всей окружности. Если обмазка неравномерна по толщине, то есть где-то толще, а где-то тоньше, - это брак. Когда обмазка нанесена равномерно по длине, но с одной стороны толще, а с другой тоньше - это тоже брак. В таких случаях труднее получить качественный шов.
Обмазка не должна крошиться и отваливаться. Если на конце электрода обмазка отвалилась, зажигать дугу будет значительно сложнее. Кроме случаев производственного брака обмазка также может крошиться, когда электрод старый либо его хранили не должным образом. Так или иначе, работать таким стержнем будет очень трудно, или вовсе невозможно.
Окончания электродов
В данном варианте металлический стержень закрыт шлаком, и при попытке зажечь дугу не будет электрического контакта между металлическим стержнем и металлом детали, и дуга не будет гореть. Необходимо достаточно сильно стукнуть по твердой диэлектрической поверхности, чтобы отбить шлак.

Обмазка электрода закрыта шлаком
Важно: стукнуть электродом можно любую твердую диэлектрическую поверхность. Допустимо стукнуть по свариваемой детали, но в этом случае необходимо убедиться, что на ней нет рабочего напряжения!
Если виден металл на окончании электрода, то зажигание дуги не вызовет проблем. На фотографии ниже ситуация противоположная. Обмазка отвалилась. В таком случае зажечь электрод будет трудно по другой причине.
Обмазка выполняет функцию защиты дуги, стабилизирует горение дуги - грубо говоря, «помогает дуге гореть». Если обмазки нет, дуга либо не будет гореть совсем, либо будет гореть очень нестабильно, и хорошей сварки не получится. Решается проблема откусыванием этой части электрода.

Обмазка электрода отвалилась
Есть еще вариант для более опытных сварщиков - «чиркать» электродом, едва касаясь металла и не давая электроду прилипнуть к детали. Для этого нужно прикладывать минимальное усилие в вертикальном направлении и достаточное усилие - в направлении движения электрода параллельно детали, не задерживая электрод на одном месте. Выполнить таким образом нужное количество движений, пока металлический стержень не обгорит.
Остаток электрода
При выполнении сварного шва происходит сгорание электрода и возникает вопрос, до какой минимальной длины его использовать. Другими словами, какой длины должен остаться огарок.
В принципе, оптимальная длина - 3 см, но эта цифра может варьироваться. Например, если осталось 4 см и надо вести следующий относительно длинный шов, то нет никакого смысла этот сантиметр дожигать. Лучше сразу взять новый.
Сжигать стержень до держателя нежелательно, так как в этом случае портится сам электрододержатель. Кроме того, во время выполнения сварного шва при малой длине электрода сварочная ванна загораживается держаком, и визуально контролировать выполнение шва становится невозможно.
Сварка тонкого металла
При сварке тонкого металла, то есть толщиной 0,5- 1 мм, глубина сварочной ванны больше, чем толщина металла. Поэтому, если просто сваривать такой металл без подготовки кромок, он будет прожигаться насквозь. Чтобы такого не происходило, при сварке двух деталей встык делаются отбортовки.
Когда отбортованная кромка расплавляется от тепла дуги, отогнутые части заплавляются внутрь, закрывают весь промежуток между заготовками и вместе с металлом, который поступает с электрода, образуют шов. Таким образом, не происходит проплавление металла на сквозь, а получается полностью заполненный шов. (Опытные и высококвалифицированные сварщики умеют сваривать столь тонкий металл и без отбортовок, но у сварщиков-любителей, как правило, это не получается.)
Электроды для сварки чугуна
Для декоративной заварки поверхностных дефектов используются стальные электроды Св-08.
Для заварки дефектов обрабатываемых нерабочих поверхностей при ремонте неответственных чугунных изделий небольших размеров с малыми объемами наплавления, не требующих после сварки механической обработки, используют электроды ЦЧ-4.
Также при сварке чугунов используются электроды УОНИ-13/45. Сварка ими производится на постоянном токе обратной полярности.
Медные электроды, например ОЗЧ-2 и ОЗЧ-6, используются для сварки малогабаритных изделий с небольшими дефектами, работающих при незначительных статических нагрузках и требующих плотных швов, выполненных из серого или ковкого чугунов. Данные электроды дают достаточно прочное сварное соединение, которое хорошо обрабатывается. можно также выполнять присадочными материалами в виде сплавов чугуна на никелевой основе с содержанием никеля более 20%. Получаемый сварной шов отличается высокой пластичностью и малой твердостью.
Для сварки изделий из высокопрочного, серого чугунов, а также для выполнения разнородных соединений чугуна со сталью используются электроды марок ЦЧ-4А.
Горячая сварка осуществляется следующим образом: механическая обработка заготовки; формовка свариваемых деталей; нагрев; сварка и охлаждение сваренных деталей. Нагрев деталей можно осуществить посредством газовой горелки.
Электроды для данного вида сварки выполняются из стержней, однородных основному металлу. Применяются, например, ЭЧ-1, ЭЧ-2, ПЧ-1, ПЧС-1, ПЧС-2.
Температура подогрева в зависимости от марки чугуна и объемов свариваемой детали 300-700°С с последующим охлаждением на 100%. Сварку чугуна выполняют на токе обратной полярности. Рекомендуемые режимы сварки представлены в таблице.
| Диаметр электрода, мм | Сила тока, А | |
|
Нижнее положение |
Вертикальное положение |
|
| 3,0 | 90-110 | 80-100 |
| 4,0 | 120-140 | 100-120 |
| 5,0 | 160-190 | 150-170 |
| 6,0 | 220-250 | 210-240 |
Сварку необходимо осуществлять небольшими участками длиной 30-60 мм с послойным охлаждением на воздухе до 60°С. Сразу после сварки шов подвергается проковке легкими ударами молотка.
Сварка является сегодня востребованным процессом как в работе профессиональных мастеров, так и домашних специалистов. С ее помощью можно починить металлические изделия, а также при необходимости создать новые. Чтобы качество швов было достойным, требуется минимальный опыт работы со сварочным аппаратом. Не последнюю роль играет правильно подобранный расходный материал.
Поэтому многих начинающих сварщиков интересует вопрос о том, какие электроды выбрать для Отнестись к этому процессу следует ответственно. Советы опытных мастеров помогут понять разницу между представленным материалом и подобрать оптимальный вариант для каждого типа работы.
Характеристика инверторной сварки
Перед тем как выбрать электроды для необходимо ознакомиться с особенностями этого процесса. Он предполагает применение специального оборудования. Инвертор является сварочным аппаратом, который использует при дуговом сварочном действии метод плавления.
Преимущества подобной техники по сравнению с трансформаторными разновидностями уже давно оценили профессиональные мастера. Инверторы сегодня применяются гораздо чаще, чем прочие разновидности оборудования. Это связано с их стабильными показателями сварочного тока. Он при этом получается очень прочный и качественный.
Инверторный агрегат, оснащенный выпрямителем, способен формировать постоянное и переменное напряжение тока при включении. Если же сетевого фильтра нет, на выходе получается только постоянное напряжение. Эту особенность необходимо учитывать при проведении работ.
Схема сварки
Применяя инвертор в своей работе, необходимо ознакомиться с его схемой действия. Основным расходным материалом этого оборудования являются электроды. Они выполнены в виде металлического стержня, через который ток подходит к рабочей поверхности. Изучая, какие элекроды лучше для инверторных следует углубиться в схему работы оборудования и проведения процесса.

При эксплуатации инвертора задействуются и другие приспособления. В их число входят управляющая система, (или выпрямитель), трансформатор, а также преобразователь частоты. Это позволяет устройству работать с различными материалами. Даже один и тот же экземпляр установки предполагает применять разные марки электродов при сваривании различных материалов. Поэтому их выбору необходимо уделить особое внимание.
Суть электродов
Изучая вопрос о том, какие лучше электроды выбрать для сварки инвертором, следует ознакомиться с устройством этого расходного материала. Как уже было сказано выше, одна и та же модель аппарата применяется в разных условиях. Поэтому и электроды приходится подбирать соответственно рабочему процессу.

Современное производство преимущественную часть своей продукции выпускает в виде расходного материала для инвертором. Этот инструмент изготавливают из металлической проволоки. Этот стержень при помощи прессовки обрабатывается слоем специального покрытия. Оно призвано обеспечить стабильность горения, а также защитить сварную ванну от воздействия атмосферного воздуха. Материалы для производства подобных изделий применяются самые разные. Производственные нормы электродов регулирует ГОСТ 2246, утвержденный еще в 1970 году.
Разновидности
Решая, как и какие электроды выбрать для сварки инвертором, необходимо обратиться к указанному выше ГОСТу. Он гласит, что существует три типа расходных материалов, пригодных для таких работ. Электроды могут быть углеродистыми, легированными и высоколегированными. Их изготавливают из разных видов проволоки.

Новичку, собирающемуся производить инверторную сварку в домашних условиях, совсем не обязательно вникать в подобные разновидности. Следует лишь отметить, что все электроды делят на две большие группы. К первой категории относятся материалы, предназначенные для ответственных конструкций, а ко второй - для обычных.
Если сварка не участвует в процессе создания несущих металлических конструкций, на которые будет оказываться значительное давление, то следует отдать предпочтение простым разновидностям изделий. При использовании инвертора в хозяйственных нуждах этого будет вполне достаточно.
Обзор бытовых электродов

Первого типа электроды не вызывают проблем в процессе работы. Они легко зажигаются, не требуя предварительного прокаливания. Для начинающего сварщика АНО является лучшим вариантом. МР-3 считается универсальным расходным материалом. Он позволяет осуществлять сварку даже на ржавом, загрязненном покрытии, а также во влажных условиях.
Обзор профессиональных электродов
Изучая, какие электроды выбрать для сварки инвертором, для ответственных разновидностей конструкций необходимо выбирать такие марки, как МР-3С, а также УОНИ-13/55. Их относят к группе расходных материалов, применяемых для создания ответственных конструкций.
При повышенных требованиях к качеству готового шва, лучше отдать предпочтение марке МР-3С. Такие электроды применяют при обработке металла постоянным, переменным током обратной полярности.
Для особо ответственных работ при сваривании несущих конструкций следует выбирать расходные материалы марки УОНИ. Однако ими может работать только профессиональный мастер. Для новичка капризный характер подобного электрода придется не по зубам. Зато, научившись обращаться с УОНИ, можно создавать наиболее прочные швы с высокой плотностью (причем даже в условиях низких температур).
Разновидность металла
Изучая, какие электроды выбрать для сварки инвертором, нужно обратить внимание на тип рабочего материала. Для каждого металла предназначены свои разновидности сварочных стержней.

Для чугуна необходимо отдать предпочтение электродам типа ОЗЧ-2. Их производство регламентирует ГОСТ 9466 от 1975 года. Если необходимо проводить работы с лучше приобрести изделия АНО-4 с рутиловым верхним слоем или АНО-6, которые обладают ильменитовым типом покрытия.
Обычные углеродистые стали требуют использовать электроды ОЗС-4, МР-3С, МР-3, УОНИ13/45, АНО-21 и т. д. Нержавеющие и высоколегированные стали нуждаются в применении расходных материалов при инверторной сварке под маркой ЦЛ-11.
Как выбрать электрод
Рассмотрев, какие лучше выбрать электроды для инверторной сварки, стоит сказать несколько слов об особенностях их покупки. В первую очередь необходимо обратить внимание на состав покрытия, нанесенного на изделие. Эту информацию можно найти в инструкции по применению. Это позволит подобрать нужную разновидность в соответствии с типом материала.

Также не стоит приобретать изделия, которые не имеют соответствующих сертификатов качества. Это может быть небезопасным. Качество швов при использовании сомнительных материалов может сильно отличаться от желаемого результата. Поэтому к процессу выбора и покупки необходимо отнестись ответственно.
Рассмотрев, какие электроды выбрать для сварки инвертором, даже начинающий мастер сможет приобрести правильную разновидность. Работа при этом пройдет быстро и безопасно. Результат получится хорошим даже у новичка.


