Производители сварочных инверторов. Как соорудить простой сварочный инвертор своими руками?
Сегодня широко востребованным аппаратом для сварки является сварочный инвертор. Его достоинствами является функциональность и производительность. Изготовить мини сварочный аппарат своими руками можно без особых денежных вложений (потратившись только на расходные материалы), если есть понимание, как устроена и работает электроника. Сегодня хорошие инверторы стоят дорого, а дешевые могут разочаровать плохим качеством сварки. Прежде, чем сконструировать такой инструмент самостоятельно, необходимо скрупулезно изучить схему.
Все составляющие прибора нужно установить на основание. Для его производства подойдет пластина гетинакса толщиной ½ см. По центру пластины вырезать круглое отверстие для вентилятора, который нужно будет оградить решеткой.
Между проводами обязательно должно присутствовать воздушное пространство.
На фронтальную часть основы нужно вывести светодиоды, ручки резистора и тумблера, кабельные зажимы. Весь этот механизм нужно сверху оборудовать «кожухом», для изготовления которого подойдут винипласт или текстолит (не менее 4 мм толщины). На крепление для электрода монтируется кнопка, которую вместе с подключенным кабелем нужно хорошо изолировать.
 Сам процесс сборки не так уж сложен. Самый важный этап – это настройка сварочного инвертора. Иногда для этого требуется помощь мастера.
Сам процесс сборки не так уж сложен. Самый важный этап – это настройка сварочного инвертора. Иногда для этого требуется помощь мастера.
- Сначала инвертор необходимо подключить питание 15В к ШИМ , одновременно подключить к питанию один конвектор, чтобы уменьшить нагреваемость аппарата и сделает тише его работу.
- Для замыкания резистора необходимо подключить реле . Его подключают, когда закончится зарядка конденсаторов. Такая процедура существенно сокращает колебания напряжения при подключении инвертора в сеть 220В. Если не использовать резистор при подключении напрямую может произойти взрыв.
- Затем проконтролировать, как срабатывают реле замыкания резистора через несколько секунд после подключения тока на плату ШИМ. Продиагностировать саму плату на присутствие импульсов прямоугольной формы после того, как сработают реле.
- Потом подается питание 15В на мост , чтобы проверить его исправность и правильность монтажа. Сила тока не должна быть выше 100мА. Ход установить холостой.
- Проверить корректность установки трансформаторных фаз . Для этого можно воспользоваться осциллографом на 2 луча. Подключить питание на мост от конденсаторов через лампу 220В 200вт, перед этим выставить частоту ШИМ 55кГц, подсоединить осциллограф, глянуть на сигнальную форму, отследить, чтобы напряжение не поднималось больше 330 В.
- Постепенно повышать ток инвертора при помощи резистора. Обязательно слушать прибор и наблюдать за показаниями осциллографа. Нижний ключ не должен повышаться больше 500В. Стандартный показатель – 340В. При наличии шума могут выйти из работы IGBT.
- Начинать сварку с 10 секунд
. Проверить радиаторы, если холодные, продлить сварку до 20 секунд. Потом можно увеличить время сварки до 1 минуты и более.
После использования нескольких электродов трансформатор нагревается. Через 2 минуты вентилятор его охлаждает и можно снова приступать к работе.
Для того, чтобы определить частоту аппарата, нужно постепенно снижать частоту ШИМ пока на нижнем ключе IGBT не появится небольшой заворот. Зафиксировать этот показатель, разделить его на два, к получившейся сумме добавить значение частоты перенасыщения. Конечная сумма и будет рабочим колебанием частот трансформатора.
Мост должен потреблять тока в районе 150ма. Свет от лампочки должен быть не ярким, сильно яркий свет может указывать на пробой в обмотке или об ошибках в конструкции моста.
Трансформатор не должен выдавать никаких шумовых эффектов. Если они присутствуют, то стоит проверить полярность. На мост можно подключить тестовое питание через какой-нибудь бытовой прибор. Можно использовать чайник мощностью 2200 Вт.
Проводники, которые идут от ШИМ, должны быть короткими, скрученными и размещаться подальше от источников помех.
Сборка самодельного сварочного инвертора своими руками на видео
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители берутся за самостоятельное их изготовление.
У нас уже была статья о том, однако на этот раз мы предлагаем еще более простой вариант из легкодоступных деталей.
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
Из двух основных вариантов конструкции аппарата - со сварочным трансформатором или на основе конвертора - был выбран второй.
Действительно, сварочный трансформатор - это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
Как я сделал сварочный аппарат своими руками
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью - это обычный однотактный конвертор, его достоинство - в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Род сварочного тока - постоянный, регулирование - плавное.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Использование постоянного сварочного тока при обратной полярности сварочного напряжения позволяет соединять тонколистовые детали.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 - первичная обмотка трансформатора Т1 - конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 - VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 - С24 - его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 - любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60x15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5x25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3...0,5 мм. Индуктивность дросселя - 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 - еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов - К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1...0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4...6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12...14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1...1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора.  Рис. 2
Магнитопровод трансформатора
Рис. 2
Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2x4 витка, вторичная - 2x2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8...1 мм. Ширина бандажа - 10...11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, чем больше воздушных зазоров в обмотках, тем эффективнее будет отведение тепла от трансформатора.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68x10,4 мм 2 без изоляции, будут в тех же условиях охлаждаться лучше.
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом - это необходимо для правильной работы выпрямителя VD11 - VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, - по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35...0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла.  Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2...0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см 2 . Подойдут, например, Ш20х28 или два комплекта Ш 16x20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II - аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44x42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково - выводами катода вправо по рисунку - и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати - шестью, вторая плата с общей точкой всех диодов - шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять - в одном плече, четыре - в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 - VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм: Рис. 5
. Чертеж платы
Рис. 5
. Чертеж платы
Масштаб чертежа платы - 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине. Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8...1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д - с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2).  Рис. 6
Теплоотвод
Рис. 6
Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода - медь (или латунь). При его отсутствии придется использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают.  Рис. 7
Чертеж теплоотвода в сборе с платой
Рис. 7
Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения.  Рис. 8.
Размещение узлов
Рис. 8.
Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают амплитуды импульсов, необходимой для устойчивого открывания тринистора VS2.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4...5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника - 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1... 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха.  Рис. 9
. Внешний вид сварочного аппарата с уложенными кабелями.
Рис. 9
. Внешний вид сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3...4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
Сварочный инвертор – удобный мобильный аппарат, работающий от сети 220В. Его легкая масса и небольшие размеры позволяют вести работу на любых строительно-ремонтных объектах и в домашних условиях.
Предназначен он для сварки на постоянном токе черных и цветных металлов. Комплектация состоит из 2 сварочных кабелей, щетка и инструкции. Установка специальной горелки позволит устройству работать в среде защитных газов.
Основные технические параметры, которым отвечает большинство инверторов:
- настройка сварочного тока в пределах от 20 до 250А;
- напряжение ХХ 50-70В;
- частота промышленная 50Гц;
- диаметр электрода 1,6-5мм;
- используемая мощность примерно 4-12кВт;
- рабочий цикл при 200А равен 60%;
- КПД 85%;
- вес от 3 до 12кг;
Кроме параметров, оборудование должно выполнять основные требования:
- Мягкое зажигание и равномерное горение дуги.
- Контроль мощности и силы тока.
- Срабатывание защиты при коротком замыкании.
- Качественное формирование наплавляемого валика.
Преимущества:
- Экономия электроэнергии.
- Простота в обращении.
- Надежность и безопасность.
Перед сборкой нужно знать устройство
Различные типы и виды сварочных инверторов производят во всем мире. За короткий период времени они приобрели популярность среди людей. Важным фактором в этом сыграла доступность в цене.
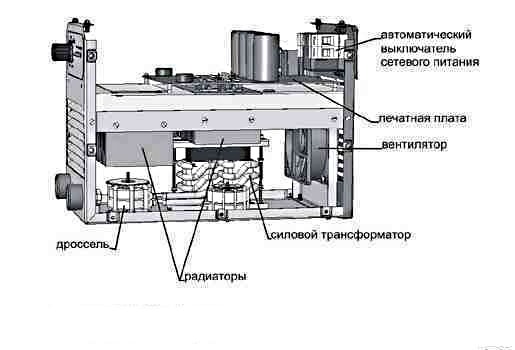
Рассмотрим подробней, из чего сделаны самые распространенные маломощные агрегаты на примере COLT 1300 от итальянского производителя:
- Корпус изготовлен из металлического защитного кожуха толщиной 1мм. Он одет на боковые панели.
- На лицевую стенку выведены разъемы для подключения кабелей, регулятор силы тока, индикатор сети и защиты.
- На задней части присутствует выключатель.
- На всей оболочке выполнены технологические отверстия для вентиляции.
- Внутри находится электрическая плата , на которой закреплены все детали схемы.
Такой вариант сборки наиболее удобный.
Китайцы делают начинку из 4,5 пластин. Это не относится к минусам, но при проектировке своего аппарата возьмем более простую идею.
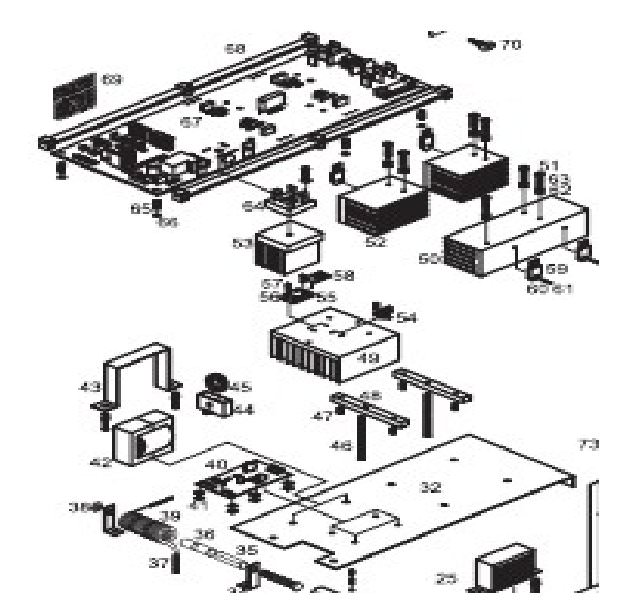
Комплект состоит из следующих единиц:
- электроплита;
- конденсаторы;
- радиаторы;
- вентилятор;
- поглощающий фильтр;
- диодный выпрямитель;
- транзисторы;
- блок управления;
Остальное показано в спецификации.
Схемы
Одним из первых шагов изготовления инвертора — определение его рабочей схемы. Поскольку в интернете находится большое количество выбора, нет необходимости придумывать, что-то новое.
За основу будем продолжать использовать информацию об инверторе модели COLT1300, рабочая схема показана на рисунке 1:
На рисунке 2 изображена схема блока управления процессами, проходящими в силовой части. У рассматриваемого типа аппарата схемы втиснуты на одну плату. Изменим это и блок управления сделаем на отдельной плате.

Разобьем основную схему на несколько частей и получим:
Для изготовления электрических 4 плат, потребуется следующее:
- текстолит FR4 150×250мм (2мм);
- перманентный черный маркер;
- лимонная кислота и перекись водорода;
- флюс паяльный ЛТИ-120;
- сверло диаметром 1мм и 2мм;
В программе Dip Trace чертим силовую схему:
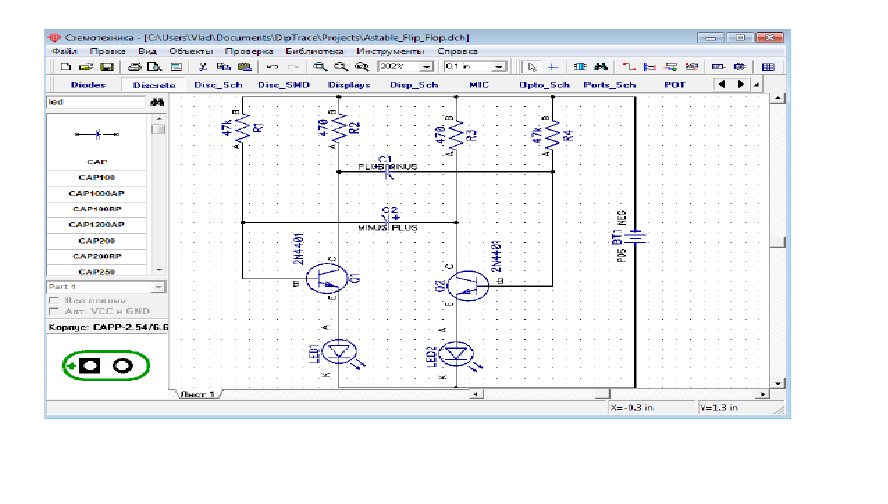
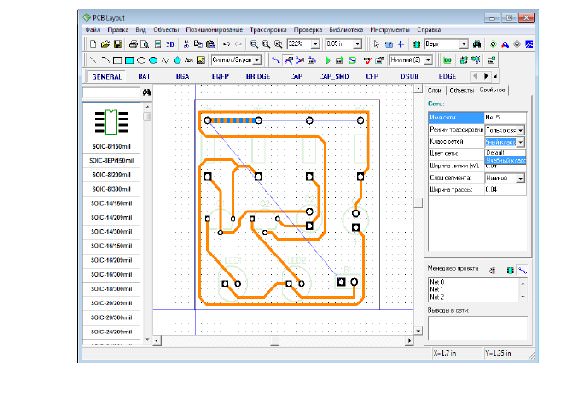
Преобразовываем в плату:
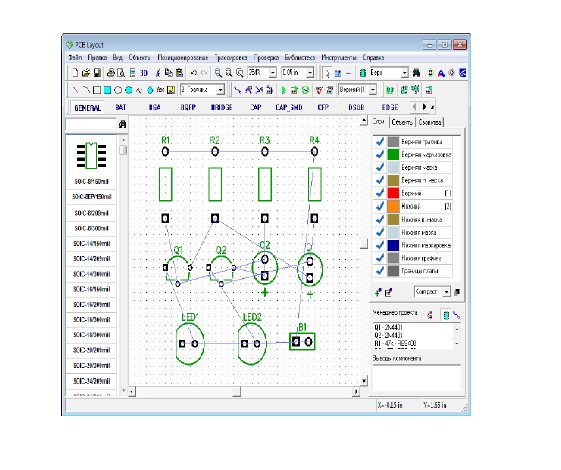
В конце получится рисунок:
Пример показан на более простой схеме. Скачать учебник для работы в Dip Trace можно на сайте Full-Chip.net . В нем последовательно описывается каждая операция для печати микросхем.
Полученное изображение макета надо распечатать на лазерном принтере, это обязательное условие, чернило, не даст нужный эффект:
- Подготовим текстолит. Слегка зачистить мелкозернистой наждачной бумагой до яркой поверхности. Прикладываем к пластине напечатанный макет и сверху заворачиваем еще одним слоем газетной бумаги.
- Прикладываем горячий утюг и ждем 15-20 секунд. Даем постепенно остыть, затем что бы легко было отдирать, замачиваем водой. Если на каком-то участке связь плохо пропечаталась, дорисовываем черным маркером.
- Готовим ванну для травления платы. В раствор входит лимонная кислота, перекись водорода и вода. Емкость достаточного размера, чтобы плата могла полностью в нее войти. С этой смесью надо соблюдать осторожность, работать в резиновых перчатках. Размешивать только деревянными предметами, металлическими нельзя.
- Дальше все это надо поставить в теплое место или в таз с теплой водой. Контролируя процесс можно увидеть, когда не окрашенный медный налет сойдет, тогда можно доставать деталь.
- Высушиваем схему и снимаем наждачной бумагой маркер. Покрываем поверхность флюсом ЛТИ-120. Что бы ни дать окислятся дорожкам, их надо осторожно полудить до приятного блеска.
Итак, получаем две платы на силовую схему и блок управления.
Необходимые материалы, детали и инструменты
Для сборки самодельного инвертора потребуется :
- отвертка;
- плоскогубцы;
- кусачки;
- болгарка с отрезным и засечным кругами;
Список материала:
- металл толщиной 1мм, для изготовления корпуса и кожуха;
- саморезы;
- медные провода;
- готовые платы для деталей;
- олово, припой;
- ферритные кольца для трансформатора;
- теплопроводная паста КПТ-8;
- ферритовый сердечник;
- катушка провода ПЭТВ d=1,5 для обмотки трансформатора;
И список деталей:
- силовые VS-150 EBUO4;
- транзисторы IRG4PC50UDPBF IGBT 600В 55А 60кГц;
- высокоскоростной ШИП – контролер для импульсных источников питания UC3825N;
- реле мягкого пуска Finder, с шагом 3,5 16А 250В;
- резистор силовой SQP3BT 47Ом;
- фильтр подавления ЭМП B82731-N2102-A20;
- конденсаторы 470мКф 450В серия LS 35×45;
- радиаторы Hs 113-50 50x85x24;
- вентилятор DEEPCOOL WIND BLADE 80, 80мм;
- диодный мост КЦ405 90-92;
Сборка, пошаговая инструкция
Начинаем сборку с конструкции корпуса. Размечаем на металлическом листе две части оболочки. На рисунке изображены п-образные заводские половинки.
В домашних условиях сделать точно такие кожуха невозможно, но по примеру можно попытаться:
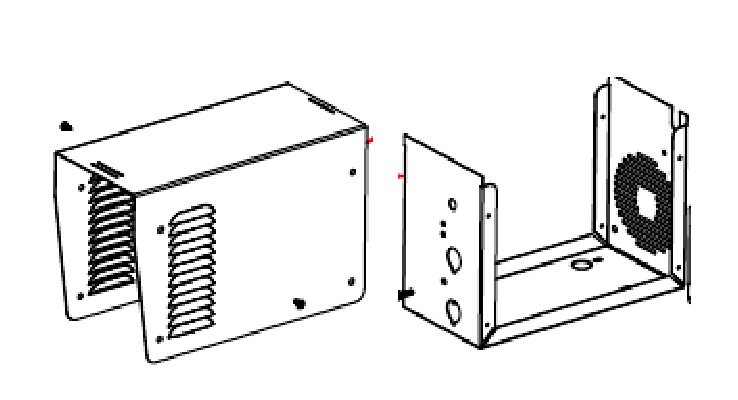
Разъяснение:
- Размеченный лист режим болгаркой, а затем гнем на гибочном самодельном станке.
- Внутрь основания устанавливаем перемычки, на которых будут платы.
- На Ш – образные пластины наматываем обмотки. Первичная обмотка – 100 витков, между слоями подкладываем прокладку, тонкую, плотную бумагу. Вторичная обмотка – 50 витков.
- Устанавливаем с помощью паяльника и припоя детали на приготовленные платы по схемам.
- Транзисторы и диоды устанавливаем на радиаторы. Между ними наносим теплопроводную пасту КПТ-8.
- Схемы соединяем изолированными проводниками. Не так важен диаметр, как длина, которая не должна превышать 140мм. Провода должны быть скручены между собой.
Похожий пример сборки указан на изображении:
Настройка инвертора
Настройку преобразователя будем проводить в диапазоне 20-85кГц:
- Даем нагрузку на обмотку понижающего трансформатора.
- Сравниваем вид сигнала с правильным рисунком
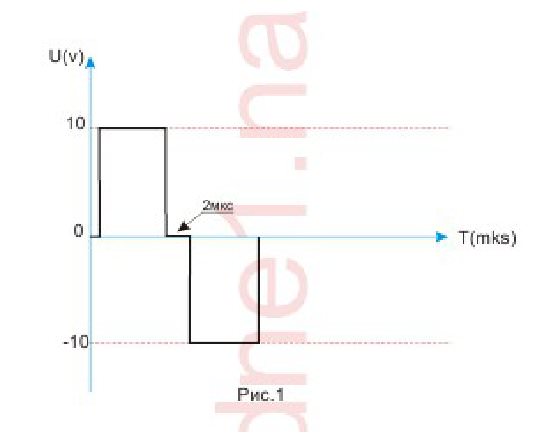
Разъяснения:
- Ступенька смены полярности должна быть не меньше 1,2мкс.
- Важно настраивать аппарат под нагрузкой для получения максимальных параметров собранного оборудования.
- К выходам подключаем примерное сопротивление в 0,14Ом.
- Дальше подключаем генератор, к диодному мосту рассчитывая фазы.
- Питание должно быть 12-25В во вторичную обмотку силового трансформатора подключаем лампочку.
- Регулируя частоту , добиваемся наиболее яркого горения дуги.
- В случае поломки транзистора или диода придется производить замену сгоревшей детали.
- Настройку провести заново.
Если выходные параметры не соответствуют требуемым, возможно причина в неправильной или некачественной обмотке трансформатора. Не соблюдены зазоры между обмоткой или плохая подкладка между слоями.
Напряжение на выходе стабилизаторов должно быть +15В и -15В.
На резисторе перед драйвером подключаем потенциометр регулятора тока на минимум.
Имитируем увеличение тока. На выходе, напряжение повышается до 5В. ШИМ-сигнал выдает частоту 30кГЦ.
При повышении тока, напряжение повышается, а сигнал частоты становится меньше. В конце. настройку проводить с инвертором. Настраиваем максимальный ток, затем с помощью потенциометра устанавливаем частоту ШИМ-сигнала равной 30кГц.
Правила использования

Сварочное оборудование требует к себе ответственное отношение:
- Перед работой подготовьте рабочие место. Нормально когда много свободного пространства.
- Инвертор плохо реагирует на перепады температур, погодные условия.
- Избегайте пыли. Она очень хорошо проводит ток. На промышленных предприятиях есть сжатый воздух, которым можно продувать оборудование.
- Не перегревайте аппарат. Интенсивные электрические процессы, протекающие в схемах, приводят к большому их нагреву. Перегоревшая деталь — частая проблема поломки. В среднем, непрерывная работа длится 5-6 минут.
- Выбор проводов для кабелей зависит от толщины электрода. Для бытовых потребностей используйте диаметр 3мм. Сварка таким диаметром позволит использовать тонкие и легкие кабеля. Их длина не должна быть больше 1,5м.
- Перед работой проводится проверка всех соединений проводов, чтобы избежать нарушений с подачей тока.
- Присоедините плюс к металлу, минус на держателе. Включите аппарат в розетку и нажмите кнопку пуск на задней панели. Настройте сварочный ток. Его сила должна быть достаточной, чтобы расплавлять, но не пережигать металл.
- Работать требуется в специальной, негорящей одежде, в рукавицах и щитке.
Затраты при самостоятельной сборке
В данном разделе приводится подсчет средств, вложенных в сборку сварочного инвертора. В списке приведены основные элементы оборудования. Все, что не вошло в список, имеет малое значение.
Цена, напротив, указана за одну единицу:
- теплопроводная паста — КПТ-8 200р;
- ферритовый сердечник — 170р;
- катушка провода — ПЭТВ d=1,5 для обмотки трансформатора 550р;
И список деталей:
- силовые диоды VS-150 EBUO4 390р-1шт;
- транзисторы IRG4PC50UDPBF IGBT 600В 55А 60кГц 230-1шт;
- высокоскоростной ШИП – контролер для импульсных источников питания UC3825N 300р-1шт;
- реле мягкого пуска Finder, с шагом 3,5 16А 250В 70р;
- резистор силовой SQP3BT 47Ом 9р;
- фильтр подавления ЭМП B82731-N2102-A20 57р;
- конденсаторы 470мКф 450В серия LS 35×45 770р-1шт;
- радиаторы Hs 113-50 50x85x24 180р-1шт;
- вентилятор DEEPCOOL WIND BLADE 80, 80мм 260р;
- диодный мост КЦ405 90-92 27р;
Принцип действия
Инвертор – источник питания электрической дуги. Обладая малыми габаритами, он обеспечивает стабильное горение электрода. Поддерживать эти процессы удается несколько раз выпрямленному и преобразованному напряжению.
Сравним обычный трансформатор с его конкурентом. Первый служит для понижения напряжения сети до 60В. Мощная медная обмотка позволяла после этого пропускать высокий ток. Простая конструкция имеет минусы — расход меди, большой вес.
Убрать эти 2 недостатка получилось с помощью повышения рабочего импульса с 0,05кГц до 65кГц.
Упрощенная схема изменения энергии показана на рисунке:
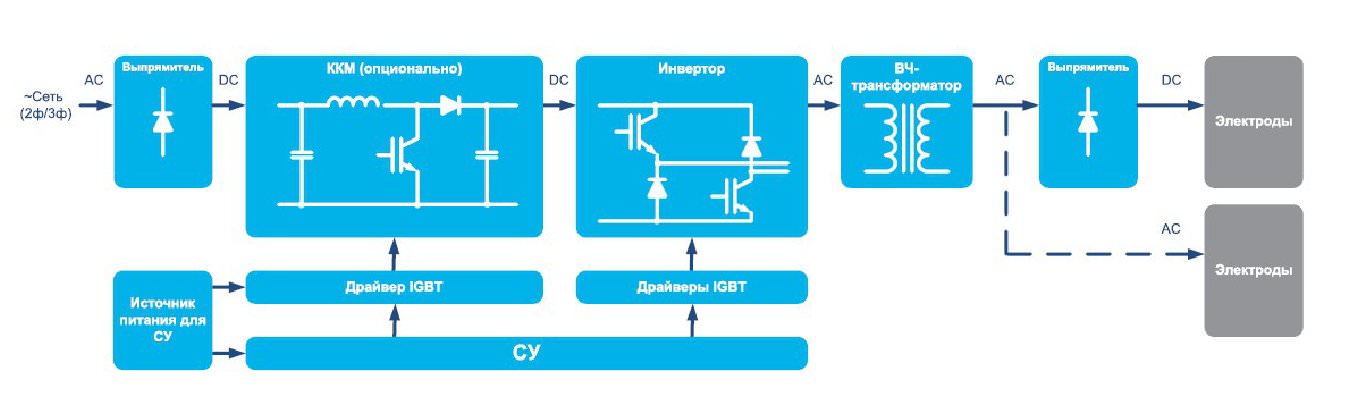
Разъяснения схемы:
- Напряжение сети 220В с колебанием 50Гц проходят через диодный выпрямитель. Это делается для питания транзисторов, на которых собрана инверторная схема.
- Под сглаженное напряжение они переключаются с огромной скоростью.
- Включение-выключение контролирует специальные драйвера и система управления.
- Полученная частот а в зависимости от качества транзисторов увеличивается во много раз.
- Схема инвертора подключена к трансформатору. Он принимает около 60-65кГц и по законам физики маленький, и легкий он может выдать ток такой же силы, как и его большой брат.
- К трансформатору подключен второй набор диодов. Поскольку частота увеличена на этот выпрямитель, устанавливаются более мощные двойные диоды.
- Пройдя эти все ступени , сварочный ток зажигает дугу и создает условия для качественного процесса сварки.
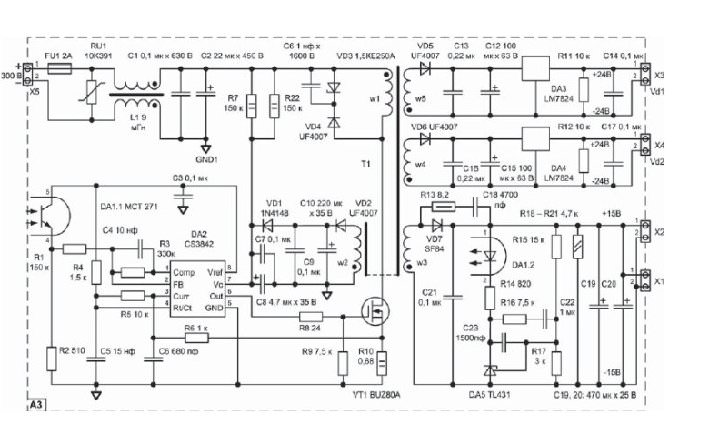
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток - 32 ампера, 220 вольт. Ток сварки - около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
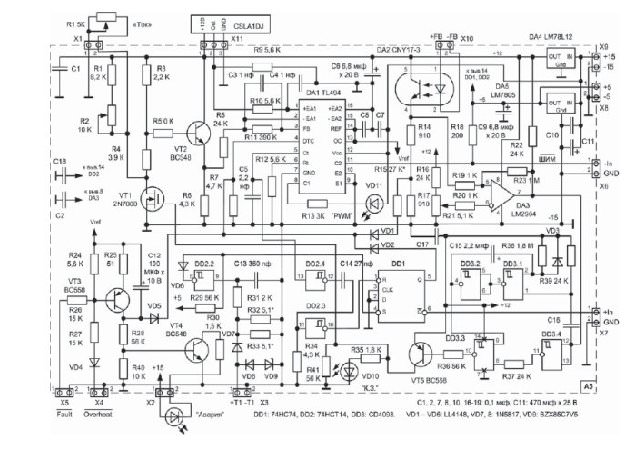
На рисунке 1 приведена схема блока питания для сварочного.
Рис.1 Принципиальная схема блока питания
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
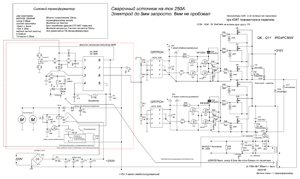
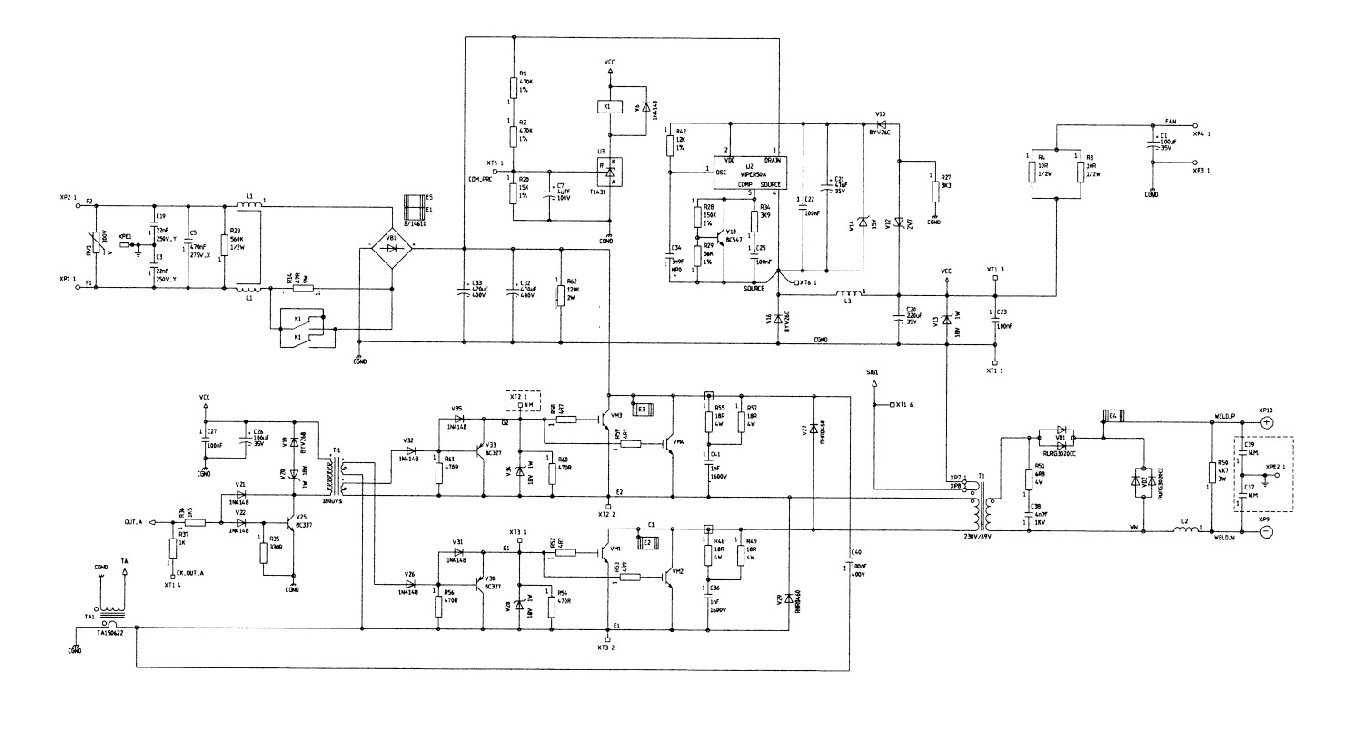
Рис.2 Принципиальная схема сварочного инвертора
На рисунке 2 - схема сварочника. Частота - 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц - два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 - 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
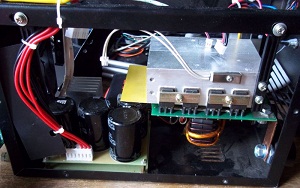
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Ещё на схеме показаны снабберы, в них есть конденсаторы С15 С16 они должны быть марки К78-2 или СВВ-81. Всякий мусор туда ставить нельзя, так как снабберы выполняют важную роль:
первая
- они глушат резонансные выбросы трансформатора
вторая
- они значительно уменьшают потери IGBT при выключении так как IGBT открываются быстро, а вот закрываются
гораздо медленнее и во время закрытия емкость С15 и С16 заряжается через диод VD32 VD31 дольше чем время закрытия IGBT, то есть этот снаббер перехватывает всю мощь на себя не давая выделяться теплу на ключе IGBT в три раза чем было бы без него.
Когда IGBT быстро открываются,
то через резисторы R24 R25 снабберы плавно разряжаются и основная мощь выделяется на этих резисторах.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
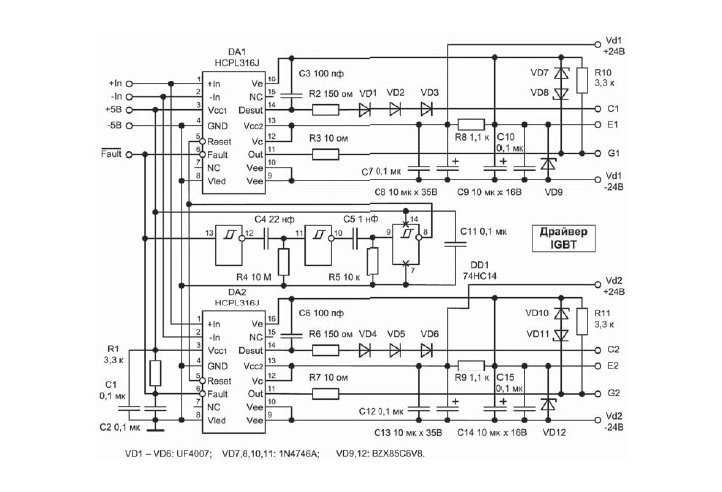
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа.
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть - убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше - ширина больше, ток меньше - ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT .
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Евгений Родиков (evgen100777 [собака] rambler.ru). По всем возникшим вопросам при сборке сварочника пишите на E-Mail.
Список радиоэлементов
| Обозначение | Тип | Номинал | Количество | Примечание | Магазин | Мой блокнот | |
|---|---|---|---|---|---|---|---|
| Блок питания | |||||||
| Линейный регулятор | LM78L15 | 2 | Поиск в Fivel | В блокнот | |||
| AC/DC преобразователь | TOP224Y | 1 | Поиск в Fivel | В блокнот | |||
| ИС источника опорного напряжения | TL431 | 1 | Поиск в Fivel | В блокнот | |||
| Выпрямительный диод | BYV26C | 1 | Поиск в Fivel | В блокнот | |||
| Выпрямительный диод | HER307 | 2 | Поиск в Fivel | В блокнот | |||
| Выпрямительный диод | 1N4148 | 1 | Поиск в Fivel | В блокнот | |||
| Диод Шоттки | MBR20100CT | 1 | Поиск в Fivel | В блокнот | |||
| Защитный диод | P6KE200A | 1 | Поиск в Fivel | В блокнот | |||
| Диодный мост | KBPC3510 | 1 | Поиск в Fivel | В блокнот | |||
| Оптопара | PC817 | 1 | Поиск в Fivel | В блокнот | |||
| C1, C2 | 10мкФ 450В | 2 | Поиск в Fivel | В блокнот | |||
| Электролитический конденсатор | 100мкФ 100В | 2 | Поиск в Fivel | В блокнот | |||
| Электролитический конденсатор | 470мкФ 400В | 6 | Поиск в Fivel | В блокнот | |||
| Электролитический конденсатор | 50мкФ 25В | 1 | Поиск в Fivel | В блокнот | |||
| C4, C6, C8 | Конденсатор | 0.1мкФ | 3 | Поиск в Fivel | В блокнот | ||
| C5 | Конденсатор | 1нФ 1000В | 1 | Поиск в Fivel | В блокнот | ||
| С7 | Электролитический конденсатор | 1000мкФ 25В | 1 | Поиск в Fivel | В блокнот | ||
| Конденсатор | 510 пФ | 2 | Поиск в Fivel | В блокнот | |||
| C13, C14 | Электролитический конденсатор | 10 мкФ | 2 | Поиск в Fivel | В блокнот | ||
| VDS1 | Диодный мост | 600В 2А | 1 | Поиск в Fivel | В блокнот | ||
| NTC1 | Терморезистор | 10 Ом | 1 | Поиск в Fivel | В блокнот | ||
| R1 | Резистор | 47 кОм | 1 | Поиск в Fivel | В блокнот | ||
| R2 | Резистор | 510 Ом | 1 | Поиск в Fivel | В блокнот | ||
| R3 | Резистор | 200 Ом | 1 | Поиск в Fivel | В блокнот | ||
| R4 | Резистор | 10 кОм | 1 | Поиск в Fivel | В блокнот | ||
| Резистор | 6.2 Ом | 1 | Поиск в Fivel | В блокнот | |||
| Резистор | 30Ом 5Вт | 2 | Поиск в Fivel | В блокнот | |||
| Сварочный инвертор | |||||||
| ШИМ контроллер | UC3845 | 1 | Поиск в Fivel | В блокнот | |||
| VT1 | MOSFET-транзистор | IRF120 | 1 | Поиск в Fivel | В блокнот | ||
| VD1 | Выпрямительный диод | 1N4148 | 1 | Поиск в Fivel | В блокнот | ||
| VD2, VD3 | Диод Шоттки | 1N5819 | 2 | Поиск в Fivel | В блокнот | ||
| VD4 | Стабилитрон | 1N4739A | 1 | 9В | Поиск в Fivel | В блокнот | |
| VD5-VD7 | Выпрямительный диод | 1N4007 | 3 | Для понижения напряжения | Поиск в Fivel | В блокнот | |
| VD8 | Диодный мост | KBPC3510 | 2 | ||||
Пока зима и на улицу вылазить не хочется. До -25 градусов однако. Зато солнечно каждый день. Прикольно. Дома тепло и солнце светит в окно. Начал не спеша собирать сварочный инвертор . Собрать сварочный инвертор своими руками я собирался уже давно, но все времени не было. Зимой свободного времени появляется больше и потому больше свободы для творчества.Цены на сварочные инверторы в магазинах города весьма приличные. Аппарат мне нужен простой для редких дачных работ. Есть вариант купить самый дешевый китайский аппарат, но он будет на много хуже самодельного инвертора за те же деньги. Да и люблю я собирать своими руками что-нибудь. Сначала хотел сделать трансформаторный сварочник, но сам халявный магнитопровод для изготовления трансформатора ни как не попадался, а покупать его совсем не хочется ибо он цены не малой, а за что собственно, чтобы собрать гавеный сварочник. Не, так не пойдет.
Присмотрелся к современным сварочным инверторам, а что собственно не так уж все и сложно. Вес конструкции легче в целом получиться. Да и нагрузка у инверторов на и без того «просевшую» дачную электросеть ниже. За основу взял схему сварочного инвертора типа резонансный мост господина Негуляева, который в народе окрестили негуляйником.
Две его книжки «Сварочный инвертор — это просто» и «Сварочный инвертор — это просто Часть 2» в PDF формате можно без проблем скачать в Интернет. Введите в поисковике запрос: «Сварочный инвертор — это просто Негуляев» или что-то типа того.
Кликните по схеме, чтобы посмотреть ее в полном размере.
Я не буду здесь писать тоже самое, что вы и так можете прочитать в книгах упомянутых выше. Потому за подробностями в книгу. В интернете многие спецы хаят Негуляева и его изобретение. В основном все сводиться к тому, что можно сделать круче. А мне не надо круче. Типа вот, например, лучше использовать специальные современные драйверы для IGBT. А я не хочу за них платить лишние деньги. То сам инвертор этот не резонансный, а квазирезонансный, а может все таки резонансный? Схема в любом случае рабочая. Достаточно надежная. Позволяет снимать 200 - 250 ампер.
Начал собирать. Составил список деталей и отправился по магазинам. Оказалось, что не все так просто и даже в магазинах радиокомпонентов Санкт-Петербурга нет большинства необходимых деталей. IGBT IRG4PC50UD транзисторов для моста не оказалось в Микронике. В Симитроне есть, но продажа только юридическим лицам. В Мегаэлектронике тоже плохо и в лучшем случае только под заказ. В Чип и Дип есть, но как всегда в лучших традициях магазина по тройной цене. Та же история и с выходными силовыми диодами 150EBU04 и особенно с ферритом .
Долго искал компоненты в магазинах. У китайцев (заказ через интернет с бесплатной доставкой) кроме наличия всего необходимого, там меня радует и цена. Даже при заказе у продавцов с платной доставкой все равно получается намного дешевле чем у нас в интернете или в реальном магазине. Подумал, зачем я буду добывать компоненты под заказ. Ждать по две недели этих заказов. Потом ехать забирать их в разные места. Переплачивать. В Китае я получу все гораздо дешевле (по крайней мере то что я хотел) и посылка придет почти мне в руки (почта в трех минутах ходьбы от моего дома).
Посылка пришла довольно быстро. Все было очень хорошо упаковано и пришло в целости и сохранности. Пока ждал эту посылку, спаял из своих старых запасов генератор. Вот эту часть схемы.
Оставалось только воткнуть в кроватку микросхему UC3825N. Вот что получилось.

Затем намотал дроссель Др.3. для умножителя напряжения 15 витков монтажного провода желательно 1 кв. мм. на ферритовом кольце 28x16x9 2000HM1. Мотал самодельный из двух ШВВП 0.5 кв. мм. снята заводская изоляция и они скручены вместе. Затем восстановлена изоляция пвх изолентой. После намотки обмотка покрыта лаком.
![]() Изготовление трансформатора Тр.3 заняла больше времени, так как обмотка отказывалась умещаться. Вроде и провод взял меньшего диаметра чем автор уже не раз упомянутой книги.
Изготовление трансформатора Тр.3 заняла больше времени, так как обмотка отказывалась умещаться. Вроде и провод взял меньшего диаметра чем автор уже не раз упомянутой книги.
Удалось намотать 26 витков на ферритовом кольце 28x16x9 2000HM1 , что в принципе достаточно (25-30 витков необходимо). Использовал то что было под рукой, а именно 6-ти жильный CQR, сняв общую изоляцию.
Удобно, каждая обмотка получается своего цвета. Рекомендую все же использовать МГТФ у него изоляция понадежнее.
Резонансный конденсатор собрал из шести отечественных конденсаторов К78-2 0,15 мкФ / 1000В. общей емкостью 0,225 мкФ / 2000 В.

Это ответственный узел и его нельзя ваять из чего попало. На фото составного конденсатора виден один резистор на 150 КилоОм, позже был добавлен еще один такой же. (Каждый параллельно своей линейки конденсаторов.)

Входной конденсатор на 5 мкФ 450В специально для переменного тока будет у меня не малого размера.
У него предусмотрено удобное крепление под болт.
 Ферритовые кольца (хоть в книге про то и не сказано) рекомендуется надеть на выводы, подключенные к выходным диодам Д3 и Д5 150EBU04, выходного трансформатора Тр.1, дабы исключить выбросы, которые могут прикончить дорогостоящие ебушки (Д3 и Д5 150EBU04).
Ферритовые кольца (хоть в книге про то и не сказано) рекомендуется надеть на выводы, подключенные к выходным диодам Д3 и Д5 150EBU04, выходного трансформатора Тр.1, дабы исключить выбросы, которые могут прикончить дорогостоящие ебушки (Д3 и Д5 150EBU04).
Так же параллельно им (Д3 и Д5 150EBU04) не помешает поставить трансилы (защитный диод) типа 1.5KE350CA.
Если вдруг случиться так, что погорят ваши ебушки, не спешите их выкидывать. Дело в том, что 150ebu04 это составной диод и состоит из двух запараллеленных кристаллов на 75 ампер каждый.
 Часто бывает, что сгорает только один из них. Необходимо пропилить по середине тот вывод на котором имеются зубцы для припайки. Пилить необходимо до тех пор пока не углубитесь в сам корпус компонента на миллиметр. В результате если повезет получите довольно мощный диод на 75 ампер.
Часто бывает, что сгорает только один из них. Необходимо пропилить по середине тот вывод на котором имеются зубцы для припайки. Пилить необходимо до тех пор пока не углубитесь в сам корпус компонента на миллиметр. В результате если повезет получите довольно мощный диод на 75 ампер.


