Инструмент для нарезки внутренней резьбы. Виды по конструкции. Метчики, плашки и головки для резьбонарезания
Необходимость нарезания резьбы возникает в двух случаях: когда нужно получить ее там, где изначально ее не было, либо когда требуется обновить сорванную резьбу. Крайне важно правильно подобрать инструмент, подходящий для конкретной задачи, сферы использования и типа выполняемой резьбы.
Инструмент для внутренней резьбы
Для нарезания внутренней резьбы в сквозных или глухих отверстиях деталей служит метчик. Это металлический стержень, на режущей рабочей части которого имеются острые грани, выполненные с определенным шагом. При вкручивании в отверстие соответствующего диаметра грани нарезают резьбу на внутренней поверхности детали. Металлическая стружка отводится через специальные канавки.
Процесс может осуществляться вручную, когда метчик закрепляется в держателе и приводится в действие мышечной силой, либо на станке, когда обработка детали выполняется механически. Ручной способ применяется в быту, например, чтобы обновить сорванную резьбу или при оснащении автомобиля дополнительными элементами - защитой картера, платформой для лебедки и так далее.
Метчики бывают одинарные и комплектные. Одинарные метчики предназначены только для сквозных отверстий, они проходят по обрабатываемой поверхности один раз. Комплектные продаются набором из двух-трех инструментов: первый метчик выполняет черновую резьбу, а последующие углубляют витки и доводят работу до конца. Применяются как для глухих, так и для сквозных отверстий.
Инструмент для наружной резьбы
Для получения наружной резьбы на цилиндрических деталях, в том числе трубах, используют плашки. По форме плашка напоминает шайбу, в центре которой имеется сквозное отверстие с несколькими режущими сегментами и прорезями для отвода стружки. Чтобы получить резьбу внутрь помещают деталь и, проворачивая плашку, перемещают ее до тех пор, пока не будет готова резьба нужной длины. Это можно делать как ручным способом (режущий инструмент фиксируется в плашкодержателе), так и на станке.
Усовершенствованной разновидностью плашки является клупп, который также служит для выполнения наружной резьбы. Режущие части внутри приспособления съемные и могут заменяться, например, если требуется устанавливать сегменты для разных типоразмеров труб, при этом диапазон значений диаметра ограничен конструктивными особенностями клуппа. Также заменяются сильно изношенные режущие сегменты.
Клупп может приводиться в действие механическим способом или электродвигателем. В первом случае вращение осуществляется усилиями пользователя - обычно к такому способу прибегают при небольшом объеме работ с трубами сечением до 50 мм. Часто ручные клуппы применяются при самостоятельном монтаже трубопровода на даче или в частном доме. Работать с крупными заготовками гораздо сложнее, так как для поворачивания требуются большие усилия. В этом случае мастера используют электрические клуппы, что дает возможность справляться с большим объемом работ. В основном электрические клуппы задействуют в профессиональной сфере.
Оснастка для резьбонарезного станка
Резьбонарезные станки получили наибольшее распространение в машиностроении и производстве метизных изделий. Их оснастка (резьбонарезная головка) по своему строению напоминает клупп: в металлической оправке закреплены съемные режущие гребенки - ножи. Разводя ножи, их можно точно позиционировать на заготовке и зафиксировать под ее размер. На станке обеспечивается высокая скорость выполнения операций и упрощается нарезка резьбы больших диаметров.
Подбор инструмента под резьбу
В случае, когда нет точной информации о типе и диаметре резьбы, можно воспользоваться штангенциркулем и специальным шаблоном для определения резьбы. Следует различать три основных стандарта: метрическая, трубная (дюймовая) и дюймовая унифицированная. Они имеют принципиальные различия, между собой не совместимы и не взаимозаменяемы.
Метрическая резьба обозначается буквой М. В маркировке после нее идет значение диаметра, следующее число - шаг между витками (иногда его может не быть, если он стандартный для данного диаметра резьбы). Пример: М24х2 мм. Если в маркировке присутствует обозначение LH, значит, резьба левая. Правая резьба, как правило, специально не маркируется.
Дюймовая трубная резьба маркируется буквой G, либо по британскому стандарту BSP. В этом стандарте указывается значение проходного диаметра - просвета в трубе, а не наружного сечения заготовки. Также распространена коническая трубная резьба, обозначающаяся по британскому стандарту BSPT (иногда обозначается буквой R).
Дюймовая резьба обычно обозначается просто цифрами, например, 3/4, 1/4 или 1 дюйм. Вместо единиц измерения используют графическое обозначение дюймовой резьбы, например, 1" или 1/2". Дополнительно в маркировке могут присутствовать обозначения UNC (крупный шаг) или UNF (мелкий шаг). Это мировой унифицированный стандарт дюймовой цилиндрической резьбы, наиболее широко он распространен в США и Канаде.
В некоторых случаях, например, при проектировании сложных деталей, учитывают количество заходов резьбы. Для однозаходной применяют обычные резьбонарезные приспособления с одной винтовой линией. Для многозаходной резьбы необходим специальный инструмент, у которого на рабочей части проходит несколько параллельных винтовых нитей резьбы. Такая резьба маркируется буквой S и обычно применяется в механизмах с односторонним давлением, например, в прессах или агрегатах с червячной передачей.
Зная стандарт, тип и диаметр резьбы, легко подобрать подходящий резьбонарезной инструмент , не вникая в сложные технические параметры, такие как угол наклона и т.д. Если требуется выполнять резьбу на деталях различного диаметра, можно приобрести набор приспособлений с наиболее ходовыми типоразмерами либо собрать свой комплект, купив их поштучно.
Справочная статья, основанная на экспертизе автора.
К атегория:
Нарезание резьбы
Инструмент для нарезания наружной резьбы
Конструкция плашки - инструмента, применяемого для нарезания наружной резьбы, принципиально аналогична конструкции метчика. Если метчик представляет собой стальной закаленный винт с прорезанными вдоль стержня канавками, то плашка является такой же закаленной гайкой со стружечными канавками, образующими режущие грани (рис. 1).
Рабочая часть плашки состоит из заборной и калибрующей частей (рис. 1,а). Заборная часть имеет конус с углом ср = 40-н60°. При нарезании резьбы до упора в буртик винта ф = 90°. Заборная часть расположена по обе стороны плашки: ее длина П/г-2 витка. Калибрующая часть длиной I (рис. 1, г) содержит обычно 3-5 витков.
Задний угол у круглых плашек принимается равным 7-8°. Передний угол у при обработке стали колеблется в пределах 10-т-25°, для чугуна у=10-т-12°, для латуни у -20°.
Применяются плашки различных конструкций: круглые (иногда эти плашки называются также лерками), раздвижные (клупповые) и специальные для нарезания труб. В свою очередь круглые плашки делят на цельные и разрезные (пружинящие).
Цельные плашки применяют при нарезании резьбы диаметром до 52 мм за один проход (рис. 1,а).
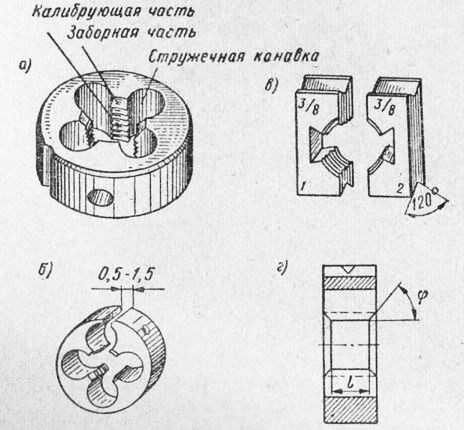
Рис. 1. Плашки: а - цельные; б - разрезные (пружинящие); в - раздвижные (призматические); г - геометрические параметры плашки
Они обладают большой жесткостью и обеспечивают получение чистой резьбы, но сравнительно быстро изнашиваются.
Разрезные (пружинящие) плашки имеют прорезь от 0,5 до 1,5 мм (рис. 1,6), что позволяет регулировать диаметр резьб в пределах 0,1-0,25 мм. Вследствие пониженной жесткости плашек нарезаемая ими резьба имеет недостаточно точный профиль.
Раздвижные (призматические) плашки в отличие от круглых состоят из двух половинок, называемых полуплашками (рис. 1,б). На каждой из них проставлены диаметр резьбы и номера 1 и 2, указывающие на их положение при закреплении. На наружной стороне полуплашек имеются угловые канавки (пазы) с углом 120°, которыми они устанавливаются в соответствующие выступы (направляющие) клуппа. Между полуплашками и винтом располагается сухарь, служащий для равномерного распределения давления винта на полуплашки.
Раздвижные полуплашки изготовляют комплектами по 4-5 пар в каждом, каждую пару по,мере необходимости вставляют в клупп.
Плашки. Этот инструмент представляет собой цельное или разрезное кольцо с винтовой нарезкой во внутренней полости, которым нарезают наружную резьбу, навертывая его на деталь. Плашки имеют заборную и калибрующую части.
Существует много видов плашек. В слесарном деле применяют плашки круглые, квадратные и шестигранные, а также раздвижные плашки к слесарным клуппам.
Круглая плашка, или лерка представляет собой круглое кольцо с резьбовым отверстием и несколькими канавками для образования режущих кромок и вывода стружки при нарезании резьбы. Круглые плашки бывают цельными и разрезными (пружинящими). Резьбу на стержнях нарезают круглыми плашками за один проход при помощи воротка вручную или на токарном станке. Разрезные плашки благодаря своему пружинящему свойству дают возможность изменять в небольших пределах размер резьбы, нарезаемой данной плашкой.
Квадратные и шестигранные плашки отличаются от круглых только внешней формой.

Рис. 2. Плашки: а -круглая (лерка) дельная, б - круглая разрезная, в - квадратная, г - шестигранная
На рис. 3 показана раздвижная призматическая плашка. Она состоит из двух половинок, укрепляемых в клуппе (специальной рамке с рукоятками). Угловые выступы клуппа входят соответственно в канавки плашки, удерживая ее половинки. Одну из половинок можно перемещать, чтобы установить плашку на требуемый диаметр резьбы. Закрепление плашки производится винтом.

Рис. 3. Клупп с плашками: 1 - клупп, 2 - раздвижные плашки
Резьбы на деталях получают нарезанием на сверлильных, резьбонарезных и токарных станках, а также и накатыванием, т. е. методом пластических деформаций. Инструментом для накатывания резьбы служат накатные плашки, накатные ролики и накатные головки.
Внутреннюю резьбу нарезают метчиками, наружную - плашками, прогонками и другими инструментами.
по назначению делятся на:
- ручные;
- машинно-ручные;
- машинные.
В зависимости от профиля нарезаемой резьбы - на три типа:
- для метрической;
- дюймовой;
- трубной резьб;
По типу конструкции на:
- цельные;
- сборные (регулируемые и самовыключающиеся);
- специальные.
(рис. 338, а) (ГОСТ 17039-71) состоит из двух основных частей: рабочей и хвостовой.
Рабочая часть представляет собой винт с несколькими продольными прямыми или винтовыми канавками. В метчиках для вязких металлов на заборной части имеется скос 6-10° в направлении, обратном направлению резьбы: при правой резьбе скос левый, при левой правый скос. Рабочая часть метчика служит для нарезания резьбы. Метчики с винтовыми канавками применяются для нарезания точных резьб.
Рабочая часть метчика состоит из заборной и калибрующей частей.
Заборная (или режущая) часть обычно делается в виде конуса, она производит основную работу при нарезании резьбы.
Калибрующая (направляющая) часть - резьбовая часть метчика, смежная с заборной частью. Она направляет метчик в отверстие и калибрует нарезаемое отверстие.
Хвостовик - стержень служит для закрепления метчика в патроне или удержания его в воротке (при наличии квадрата) во время работы.
Канавки представляют собой углубления между режущими зубьями (перьями), получающимися путем удаления части металла. Эти канавки служат для образования режущих кромок и помещения стружки при нарезании резьбы. Профиль канавки образуется передней поверхностью, по которой сходит стружка, и задней поверхностью, служащей для уменьшения трения перьев метчика о стенки нарезаемого отверстия.
Резьбовые части метчика, ограниченные канавками, называются режущими перьями (рис. 338, б).
Главными углами режущих перьев метчика (рис. 338, в) являются: передний γ, задний α, угол заострения β и угол резания δ. Эти углы у заборной и калибрующей частей разные.
Режущими кромками метчика называются кромки на режущих перьях метчика, образованные пересечением передних поверхностей канавки с затылочными поверхностями рабочей части.
Сердцевина - это внутренняя часть тела метчика, измеряемая по диаметру окружности, касательной ко дну канавок метчика.
Канавки у метчиков обычно делаются прямые, так как они проще в изготовлении. Однако для улучшения условий резания и получения точных резьб применяются метчики не с прямыми, а с винтовыми канавками (рис. 339, а). Угол наклона со винтовой канавки этих метчиков составляет 8-15°. Для нарезания глухих отверстий наклон этих канавок делают правый (рис. 339, б), чтобы стружка легко выходила вверх, для нарезания сквозных отверстий наклон делают левый (рис. 339, в), чтобы стружка выходила вниз.

Метчики диаметром до 22 мм обычно изготовляются с тремя, а диаметром от 22 до 52 мм - с четырьмя канавками. Специальные метчики на калибрующей части канавок не имеют.
Ручные метчики для метрической и дюймовой резьб стандартизованы и изготовляются комплектом из двух штук для резьбы с шагом до 3 мм включительно (для основной метрической резьбы диаметром от 1 до 52 мм и для дюймовой резьбы диаметром от ¼ до 1″) и комплектом из трех метчиков для резьбы с шагом свыше 3 мм (для метрической резьбы от 30 до 52 мм и для дюймовой резьбы диаметром от 1 ¹/ 8 до 2″).
В комплект, состоящий из трех метчиков, входит черновой, средний и чистовой метчики (рис. 340, а, б, в), или I , II , III . Все метчики комплекта имеют разный диаметр.
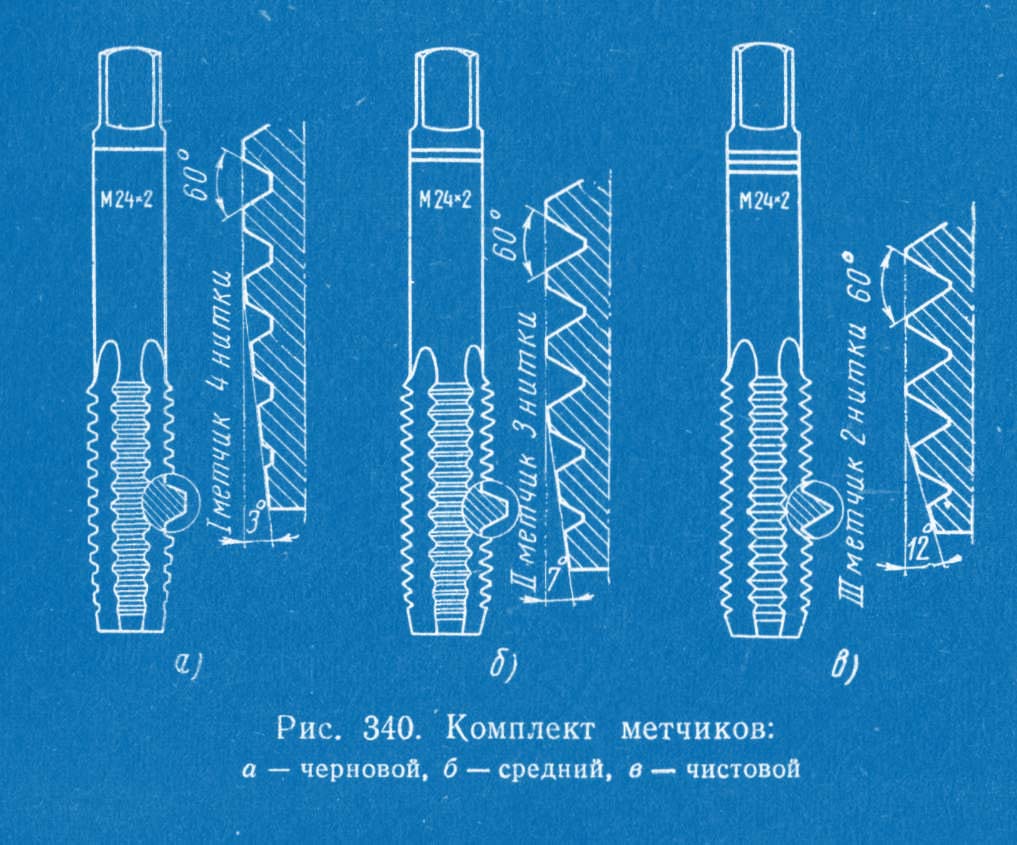
- Первый (черновой) метчик нарезает черновую резьбу, снимая при этом до 60% металла;
- Второй (средний) метчик дает уже более точную резьбу, снимая до 30% металла;
- Третий (чистовой) метчик снимает до 10% металла, имеет полный профиль резьбы и используется для окончательного, точного нарезания резьбы и ее калибровки.
Чтобы определить, какой метчик является черновым, какой средним, а какой чистовым, на хвостовой части делают соответственно одну, две или три круговые риски (кольца) или же ставят соответствующий номер. На хвостовой части проставляют размер резьбы, для нарезания которой предназначен этот метчик.
Комплект ручных метчиков из двух штук изготовляют путем удлинения заборного конуса и некоторого увеличения диаметра первого Метчика.
По конструкции режущей части метчики бывают цилиндрические и конические .
При цилиндрической конструкции метчиков все три инструмента комплекта имеют разные диаметры. У чистового метчика полный профиль резьбы, диаметр среднего метчика меньше нормального на 0,6 глубины нарезки, а диаметр чернового метчика меньше диаметра резьбы на полную глубину нарезки. У чернового метчика длина заборной части равна 4-7 ниткам, у среднего - 3-3,5 и у чистового - 1,5-2 ниткам.
При конической конструкции метчиков все три инструмента комплекта имеют одинаковый диаметр и полный профиль резьбы с различной длиной заборных частей. Резьба в пределах заборной части делается конической и дополнительно срезается по вершинам зубьев на конус.
В конических метчиках заборная часть равна: у чернового метчика - всей длине рабочей части, у среднего - половине этой длины, у чистового - двум ниткам.
Конические метчики применяются обычно для нарезания сквозных отверстий. Глухие отверстия нарезаются цилиндрическими метчиками.
Машинно-ручные метчики применяются для нарезания метрической дюймовой и трубной цилиндрической и конической резьб.
Машинно-ручные метчики служат для нарезания резьбы в сквозных и глухих отверстиях всех размеров машинным способом и вручную резьб с шагом до 3 мм включительно. Метчики этого типа изготавливаются двух видов: одинарные для сквозных и глухих отверстий и комплектные (2 шт.): черновой и чистовой.
Машинные метчики применяются для нарезания на станках сквозных и глухих отверстий. Они бывают цилиндрические (рис. 341, а) и конические (рис. 341, б).

Гаечные метчики (рис. 341, в) (ГОСТ 1604-71) служат для нарезания метрической резьбы в гайках за один проход вручную или на сверлильных и резьбонарезных станках. Они выполняются однокомплектными, имеют длинную режущую часть (12 витков). Хвостовик у них также длинный, что дает возможность нанизывать на него гайки при нарезании (ГОСТ 6951-71).
Изготовляются также гаечные метчики с изогнутым хвостовиком (рис. 341, г), закрепляемые в специальных патронах на гайконарезных автоматах. Они дают возможность гайкам автоматически сбрасываться по мере нарезания.
Плашечные метчики (рис. 341, д) отличаются от гаечных наличием большого заборного конуса и предназначаются для предварительного нарезания резьбы в плашках за один проход.
Маточные метчики (рис. 341, е) применяют для зачистки резьбы в плашках после нарезания плашечным метчиком, а также для зачистки резьбы в плашках, находящихся в работе. В маточных метчиках канавки делают с правой спиралью.
Составляют большую группу, в которую входят ненормализованные конструкции метчиков: бесканавочные, комбинированные, метчик-сверло, с винтовыми канавками, метчик-протяжка.
Метчики бесканавочные (рис. 342, а) применяются для нарезания сквозных резьб диаметром до 10-12 мм.
Длина заборной части метчика такая же, как и у обычных машинных. Длина канавки (с выходом) на 3-5 ниток больше длины заборной части. Бесканавочные метчики гораздо прочнее обычных: Благодаря длинной резьбовой части, метчик можно перетачивать несколько раз. Высокая производительность труда при нарезаний резьбы является главным достоинством бесканавочных метчиков. Для нарезания резьбы в глухих отверстиях эти метчики не пригодны.
Комбинированные метчики состоят из двух частей, разделенных шейкой (рис. 342, б).

Первая часть служит для предварительного нарезания резьбы, а вторая - для окончательного (чистового) нарезания резьбы. Комбинированный инструмент - метчик-сверло (рис. 342, в) позволяет совместить сверление и нарезание резьбы в одну операцию, что значительно повышает производительность. Применение сверла-метчика возможно при нарезании сквозных отверстий без принудительной, подачи при условии, что метчик вступает в работу после выхода вершины сверла из отверстия. В противном случае сверло вынуждено работать с подачей, равной шагу нарезаемой резьбы.
Применяют и другие комбинированные инструменты: метчик-развертку, зенкер-развертку-метчик и др.
Замена нескольких инструментов одним комбинированным позволяет значительно сократить вспомогательное время, затрачиваемое на смену инструмента.
(рис. 342, г) имеют угол наклона канавки 35°, что обеспечивает свободный выход стружки по спирали и исключает возможность срыва резьбы. Метчиком можно нарезать резьбу на высоких скоростях. Один метчик с винтовой канавкой равноценен комплекту обычных метчиков.
Применение этих метчиков для обработки деталей из чугуна, латуни, нержавеющей стали и других материалов позволило повысить производительность труда в три раза по сравнению с применением обыкновенных. Метчики изготовляются из инструментальной стали У8, У12 и Р18.
Метчики при нарезании резьбы вручную вращают при помощи воротков, устанавливаемых на квадраты хвостовиков. Нерегулируемые воротки могут иметь одно или три отверстия (рис. 343, а) и регулируемое отверстие (рис. 343,б). Кроме этих, применяются воротки торцовые (рис. 344, а) для вращения при нарезании резьбы в труднодоступных местах.

Тарированные воротки (рис. 344, б) применяются для нарезания резьбы в глубоких и глухих отверстиях. Они состоят из корпуса /, втулки 2 и пружины 3. Корпус и втулка имеют сцепляющиеся косые кулачки, которые при превышении усилия, передаваемого рукой работающего, выходят из зацепления, в результате чего втулка с метчиком не будет вращаться и тем самым предохранит его от поломки.

Часто владельцы частных загородных домов сталкиваются с необходимостью формирования коммуникаций для газо- и водопровода. Для этого используется труба.
В таких коммуникациях применяются соединения разъемного типа, которые необходимы для разбора при ремонте или замене необходимых элементов. Для обеспечения такого соединения применяется .
Cодержание статьи
Как и чем выполняется?
Перед тем как детально ознакомится с методиками и инструментами для нарезки, следует разобраться, что подразумевается под этим процессом.
Нарезание внутренней резьбы – это специальная механическая обработка заготовки с целью получения нарезки во внутренней ее части. Заготовкой может быть труба или цилиндр. Для создания внутренней резьбы применяется специальный резьбой инструмент – метчик.
В процессе нарезки трубка или цилиндр приобретают выступы-витки и специальные канавки, которые закручиваются в спираль и чередуются друг с другом.
Для того, чтобы цилиндр или трубка с нарезами была правильно закреплена, применяются:
- гайки;
- болты;
- , отличающиеся разъемным соединением;
- прочие детали механизмов и техники.
При создании резьбы используется специальный резьбовой инструмент. При начертании схематического изображения внутренней резьбы на чертежах обозначение точного количества витков затруднительно, и занимает много времени.

Поэтому в рамках чертежа цилиндр или трубка с внутренней нарезкой изображаются условно в независимости от особенностей профиля:
- расположенная на стержне – обозначение с помощью сплошных основных линий;
- расположенная во внутреннем диаметре – обозначение с помощью сплошных тонких линий с учетом всей длины с фаской;
- если цилиндр или трубка с внутренней резьбой проецируются в рамках чертежа на плоскость, то обозначение внутреннего диаметра выполняется тонкой линией или дугой равной ¾ окружности цилиндра;
- сплошная тонкая линия, пересекающая цилиндр или трубку на схематическом изображении наносится на расстоянии не менее 0,6 мм от основной линии. Правильно выполненное обозначение – это когда тонкая линия не превышает размер шага резьбы;
- сбег обозначается с помощью тонких линий, которые проводятся под углом в 30° по отношению к центру оси;
- если внутренняя резьба, которой обладает цилиндр или трубка должна быть обозначена на схематическом изображении как невидимая, она обозначается штриховыми линиями с ориентировкой на внутренний диаметр;
- длина внутренней резьбы включает в себя сбег и фаску, как правило, на чертеже указывается только один параметр длины с учетом всего профиля;
- при обозначении многоходной резьбы обозначению подвергается ход, при этом в скобках указывается размер шага и его значение.
Виды инструмента
Выполнять нарезку можно, используя инструменты различных типов. Это может быть:
- Внутренний резьбовой инструмент может правильно нарезать квадратную, треугольную, круглую или трапецеидальную нарезку. Инструмент отличается скошенными гранями, что при осуществлении нарезки помогает избежать трения боковых граней со стенками создаваемой резьбы.
- Токарный резец также может быть использован для нарезки трубного соединения внутреннего типа. Он включает в себя главную и вспомогательную режущую кромку. Резьбовой инструмент отличается простотой крепежа и может быть проходным, отрезным, фасонным и расточным.
- Резец фасочного типа предназначается для снятия внутренней фасочной нарезки со сложной формой.
- Мечник предназначается для внутренней нарезки в домашних условиях. Работа выполняется с помощью , изготовленной с применением твердого сплава и выполненной в виде гайки, оснащенной режущими канавками
Нюансы работы
В заготовке высверливается отверстие с определенным диаметром и производится удаление фаски. Это нужно для того, чтобы инструмент мог беспрепятственно войти. Заранее следует определиться с диаметром сверла.
Отверстие в трубе при этом может быть сквозным (через всю толщину) или глухим. Для того чтобы профиль был максимально чистым, рекомендуется использовать три метчика .
Первый создаст предварительный проход, он обозначается посредством верхней риски, в верхней части мечника.
Второй резьбовой инструмент завершает нарезку внутренней резьбы, на нем имеется обозначение в две риски. Третий резьбовой инструмент создает окончательный профили и оснащен тремя рисками.

Для того чтобы правильно сформировать соединение, нужно действовать постепенно и в результате появится четкий профиль. При этом первые два метчика следует использовать для тех отверстий, диаметр которых колеблется от 2 до 3 мм.
Для того чтобы правильно произвести нарезку, нужно осуществлять повторы оборотных движений – это поможет стальной стружке быстрее скалываться с мечника.
Если нарезание проводится в глухом отверстии, то инструмент периодически выворачивается в обратном направлении, с целью удаления с поверхности металлических опилок.
Процесс нарезки (видео)
Для качественного результата следует помнить:
- нежелательно выполнять нарезку в тех отверстиях, которые выполнены с помощью литья или штамповки. В таких случаях перед выполнением работ отверстия предварительно рассверливаются для получения нужного внутреннего диаметра трубы или цилиндра;
- процесс нарезки начинается только после закрепления изделия в сверлильном станке с помощью плавающих или реверсивных патронов;
- правильно нарезать резьбу поможет предварительное охлаждение инструмента смазкой;
- для обеспечения строгой перпендикулярности витков необходимо использовать сверлильный кондуктор, служащий для надежной фиксации изделия;
- если нарезка проводится в изделии из жаропрочного сплава, то нужно применять резьбовой набор мечников, зубья в котором располагаются в шахматном порядке;
- нарезка в или цинкового сплава, делается с помощью станков, которые обеспечивают принудительную подачу шпинделя, обеспечивающего легкий ход режущего инструмента;
- во избежание брака резьбы следует правильно устанавливать мечник и обеспечить его смазочно-охлаждающей жидкостью;
- тугая резьба формируется в результате подбора мечника с неправильными размерами, по этой же причине может возникнуть конусность. Во избежание таких последствий необходимо работать мечником требуемой конструкции;
- запрещается нарезка, при которой резьбовой мечник вставляется в патрон сверлильного станка или в патрон электродрели. В таком случае регулировка усилия и угла атаки будет невозможна. Это приведет к поломке инструмента и некорректным виткам.
Нарезание резьбы – это процесс обработки отверстия или стержня в детали, во время которого используется специализированный инструмент для на нарезания резьбы с целью получения наружной или внутренней винтовой нарезки, состоящей из витков-выступов и поочередных канавок спиральной формы.
Нарезка производится на болтах, гайках и трубах, используемых в разъемных трубопроводных системах и других деталях конструкции. Если трубопровод устанавливается вручную из труб, на которых не имеется резьбы, то вам будет важно понять, как можно нарезать резьбу на изделии своими руками.
Основными характеристиками любой резьбы являются её глубина, шаг, угол профиля, профиль, средний, наружный и внутренний диаметры.
Необходимая информация о резьбе
Профилем резьбы называется фигура поперечного сечения возле витка. В зависимости от этого показателя, выделяют треугольные и прямоугольные, трапецеидальные и так далее. Треугольная применяется исключительно при монтаже санитарно-технической системы и её элементов.
Кроме того, резьбу разделяют от вида направления витков на правые и левые.
В зависимости от предназначения резьбы выделяют крепежные и специальные. Специальными называют прямоугольные, а крепежными треугольные. Треугольная получила название крепежной, потому что она нарезается только на крепежных элементах конструкции: гайках, винтах, болтах. Шаг резьбы – это расстояние между вершинами и основаниями соседних витков.
Угол профиля – это угол, образующийся пересекаемыми боковыми сторонами (гранями) витков.
Расстояние от начала до конца резьбы называется её глубиной.
Наружным диаметром называют расстояние между точками двух сторон резьбы, которые лежат противоположно друг другу. Внутренним диаметром называют расстояние между основаниями противолежащих сторон. Расстояние между вершиной и основанием противоположной стороны называют средним диаметром.
По системе мер треугольный вид резьбы бывает метрическим и дюймовым. Метрическая резьба обладает формой равностороннего треугольниками при вершине с углом, размер которого составляет 60 градусов. Такой вид используется в приборостроении и машиностроении. Внутренний диаметр сечения и наружный размер винта с метрическим типов исчисляется в миллиметрах, в то время как шаг может исчислять в миллиметрах и его долях.
В профиле дюймовая разновидность выглядит точно так же, как и метрическая, но угол при вершине равен 55 градусам. Она исчисляется в дюймах и отличается от метрического вида иным шагом.
Дюймовая разновидность используется при сборке деталей санитарно-технического типа. Она разделяется на трубную и крепежную. Эти два типа отличаются друг от друга тем, что крепежная имеет укрупненный шаг, что гарантирует надежное соединение конструкции, и используется для нарезания гаек, болтов, стержней и отверстий. Трубная используется при соединениях труб. Она меньше, чем крепежная, потому что ее глубина ограничивается толщиной стенки трубы. Плотность трубной резьбы ощутимо больше крепежной из-за многочисленных витков на один дюйм длины изделия.
Нарезание резьбы на наружной стороне
Наружная резьба на стержнях, болтах и винтах вручную нарезается плашками.
Они разделяются в зависимости от устройства на круглые, призматические, цельные, раздвижные.
Призматическая резьба имеет пару идентичных половинок, крепящихся в клуппе в форме рамки с рукоятками. С пары внешних сторон данных плашек располагаются канавки призматической формы, которые предназначены для призматических выступов клуппа.
Раздвижные плашки располагаются в клуппе так, чтобы номера на его участках стояли напротив таких же номером на рамке. В противном случае изделие будет испорчено. Прикрепляются они упорным винтов. Между винтом упора и плашкой устанавливается стальная пластина-сухарь для того, чтобы прибор не лопнул при нажиме винтом.
Плашка круглой формы крепится в воротке-легкодержателе двумя и четырьмя упорными винтами.
При помощи раздвижной типа можно нарезать резьбы, если имеются неощутимые отклонения диаметра стержня, что недопустимо при нарезании цельными плашками круглой формы. При меньшем диаметр стержня нарезается неполная резьба, а при большем – ровная.
Нарезание резьбы с внутренней стороны
Самостоятельно внутренняя резьба нарезается с использованием метчиков, вставляющихся в вороток.
Метчик обладает заборной частью (его окончание), которая необходима для нарезания, калибрующей частью (средней), используемой для направления при нарезании отверстия и калибровке, и хвостовой, имеющей квадратную головку в сечении, — для удерживания метчика в вороте при нарезании.
При переходе от недостаточной к полной метрической или крепежной дюймовой разновидности используют комплект метчиков, включающий в себя три метчика различной глубины.
Основные расположения резьбы
Соединение труб для подачи газа или жидкостей производится так, что на их концах нарезают или накатывают трубную резьбу цилиндрической формы. Трубные концы крепятся между собой с использованием соединительных элементов.
При соединении труб для воды или газа используется короткая и длинная цилиндрическая резьба. Крайние два витка именуются сбегом. Он образуется из-за конструкции плашки, у которой первые витки раззенкованные. Благодаря сбегу можно заклинивать муфту на трубе, что гарантирует надежность герметичности соединения с уплотнительным материалом.
По длине короткий тип должен быть немного меньше половины от длины муфты. Тогда между окончаниями соединяемых конструкций должен остаться зазор в 2-3 миллиметра, что позволяется заклинить муфту на сбеге. Для соединений без возможности разъема с использованием фасонных частей используются короткую разновидность. Подобное соединение можно разъединить на установленном трубопроводе исключительно путем разрезания трубных изделий.
Для того, чтобы разъединить собранных труб, при этом не разрезая их, используется сгон. Он включает в себя муфту, контргайки и длинную резьбу, у которой должен быть такой размер, чтобы при соединении сгона на её поверхность можно было без труда навинчивать контргайки и муфту.
Размеры короткой и длинной резьбы изменяют в зависимости от размера труб.
Чтобы не использовать лишний металл, в отопительных системах и системах подачи газа нередко применяют трубы с тонкими стенами, так как у них диаметр внешнего сечения почти не отличается от внутреннего, в отличие от водопроводных, на трубу обычно накатывают трубу, при этом максимально допустимая толщина стенок подобных трубы должна быть не меньше, чем при нарезке трубной резьбы на газопроводных и водопроводных трубах.
Оборудование для нарезания резьбы своими руками
На трубах при небольших объемах работ наружную резьбу своими руками можно нарезать с использованием трубных клуппов, применяя нераздвижные или раздвижные плашки.

Изначальной трубу зажимают в прижим, очищается конец трубы от окалины при помощи напильника, после чего нарезаемую часть смазываются сульфофрезолом или олифой.
На трубу устанавливается особый инструмент – клупп, который обладает раздвижными плашками, и несильными ударами по рукоятке планшайбы молотком или киянкой доводят вплотную к трубе направляющие плашки, затем все закрепляется болтами. Кроме того, ориентируясь на риску планшайбы, устанавливаются режущие плашки. Затем инструмент начинают вращать по часовой стрелке, одновременно с этим нажимая на него.
В корпусе трубного клуппа с одной части располагаются четыре отверстия для разрежающей плашки, а с другой стороны три отверстия для направляющей плашки. Режущие направляющие плашки разводят, а планшайбы сближают, которые крепятся на корпусе прижимными кольцами. В плоскостях, прилегающих к корпусу, у планшайб имеются спиральные канавки, в которых входят штифты плашки. В случае, если повернуть планшайбу, штифты начинают скользить по спиралевидным канавкам, а плашки сближаются (если повернуть влево планшайбу) или постепенно расходиться (если повернуть вправо планшайбу). В то время, когда плашки уже смонтированы в необходимое положение, планшайба закрепляется при помощи прижимных болтов.
Трубные клуппы изготавливаются с парой комплектов разрезающих плашек: для нарезания резьбы на трубах размером 20 или 15 миллиметров и для нарезки труб диаметром 25, 38, 32 и 50 миллиметров.
Для трубных клуппов применяются радиальные двусторонние или радиальные односторонние плашки. Плашки выпускают по 4 экземпляра в упаковке. Каждая имеет обозначение с размером и порядковым номером от единицы до четырех. Соответствующие номера располагаются у каждой прорези на корпусе тела клуппа. На трубе имеются сменные втулки для различных диаметров трубы, расположенные в направляющем фланце и крепящиеся винтов. Последний крепит винтами к корпусу, где устанавливаются соответствующие номера плашки.
Трубные клуппы обладают преимуществом – высочайшее качество получаемой резьбы на изделиях и прочность конструкции. Недостатком данного оборудования является большая масса и необходимость в серьезном уходе.
При нарезке 50-миллиметровой резьбы необходимо переставить направляющие планки, развернув их на 180 градусов, то короткой стороной внутрь клуппа.
Клуппы технологии Маевского для нарезания резьбы на трубах
Нередко применяют такое оборудование, как клупп Маевского. В этом приборе имеются разрезные плашки, состоящие из двух частей. Отдельная часть плашек соответствует определенному размеру труб. Плашки в зависимости от номера, указанного в гнезде и на плашке, монтируются в гнездо корпуса при помощи винтов по рискам, нанесенным на плашках нужного размера и на корпусе. На плашки укладывает упорная крышка, скрепленная винтами.

Клупп Маевского — внешний вид
Данное оборудование производится в двух размерах: для нарезки резьбы диаметром 15 и 20 миллиметров и для резьбы шириной 25 и 32 миллиметра.
Подобный прибор обладает следующими преимуществами: небольшая масса, легкость конструкции и её обслуживания, возможность оперативной замены плашек.
Клуппы с трещоткой для нарезания резьбы
Это оборудование используется для нарезки резьбы размером 20, 25 и 15 миллиметров. В его корпусе закрепляется головка, обладающая различными плашками. На нижнем участке головки имеется храповое колесо, которое вращается головку плашки и клуппа.
В корпусе клуппа установлена пара храповиков, закрывающихся щеками. С использованием рукоятки головку клуппа можно вращать. Нарезка производится посредством качательных движений рукоятки при включенном храповике. После завершения нарезая храповик включается, который зацепляется за зубья храпового колеса во время качания рукоятки и сгоняет круглую плашку. При помощи трещоточного клуппа можно нарезать резьбу в таких участках конструкции, где невозможно использовать традиционные инструменты. Особенно часто это случает при проведении ремонтных работ.
Для того, чтобы нарезать трубную резьбу, изделие зажимают в прижиме таким образом, чтобы выступающий нарезаемый конец был коротким. Это связано с тем, что длинный конец трубы может деформироваться при нарезании. Торец нарезаемого окончания должен располагаться под углом, равным 90 градусов к оси трубы с резьбой. Прибор устанавливается на трубу направляющими плашками и направляющими кольцами по такой системе, чтобы режущие плашки на 1-2 витка заходили на трубу. На трубах резьба смазывается маслом с целью чистоты и охлаждения плашек. До начала нарезки клуппом необходимо проверить правилось монтажа режущей плашки, то есть номер гнезда в корпусе должен совпадать с номером плашки.
Для нарезания резьбы оборудование вращается и подается вперед. За один круг нарезка проходит на трубах до 25 миллиметров, за два – на трубах шириной более 25 мм. Плашки в клуппе приближаются планшайбой или винтами.
По завершении работ клуппы следует разобрать и очистить.


