Сверлильные станки - сверление металла. Сверлильный станок – о незаменимом оборудовании во всех ракурсах
ГЛАВА 14
СВЕРЛИЛЬНЫЕ СТАНКИ И ИХ ЭКСПЛУАТАЦИЯ
Эти станки предназначены для сверления (глухих и сквозных цилиндрических и конических отверстий), рассверливания, зенкерования, снятия фасок, развертывания, растачивания, нарезания резьбы. Станки позволяют обтачивать наружные цилиндрические и конические поверхности, накатывать резьбу, обкатывать и раскатывать поверхности. Выполнение нескольких переходов за один рабочий ход комбинированным инструментом, а также быстросменное закрепление инструмента сокращает машинное и вспомогательное время. По степени специализации станки подразделяются на универсальные и специальные; по степени автоматизации - на автоматические, полуавтоматические автоматизированные, с программным управлением, с механической и ручной подачей.
Станки бывают вертикально-сверлильные настольные и колонные, радиально-сверлильные, горизонтально-сверлильные, для глубокого сверления, центровальные, многошпиндельные. Станки выпускают классов точности Н и П. Наиболее распространены вертикально-сверлильные и радиально-сверлильные станки. Основными формообразующими движениями при сверлильных операциях являются вращение (v) и подача (S) шпинделя станка. Кинематические цепи, осуществляющие эти движения, имеют самостоятельные органы настройки, с помощью которых устанавливаются необходимые частота вращения и подача инструмента. Вертикально-сверлильные и радиально-сверлильные станки предназначены для сверления отверстий диаметром 18, 25, 35, 50 и 75 мм. Вылет рукава радиально-сверлильных станков 1300- 2000 мм.
14.2. УСТРОЙСТВО ОСНОВНЫХ УЗЛОВ И МЕХАНИЗМОВ
СВЕРЛИЛЬНЫХ СТАНКОВ
На рис. 14.1 показан общий вид вертикально-сверлильного станка мод 2Н135, предназначенного для использования в единичном, мелко- и среднесерийном производстве.
Техническая характеристика
Наибольший диаметр сверления, мм 35
Частота вращения шпинделя (число ступеней 12), об/мин 31,5-1400
Подача (число ступеней 9), мм/об 0,1 -1,6
Колонна 6 (рис. 14.1) станка - чугунная отливка, имеющая направляющие типа «ласточкин хвост», по которым вручную перемещаются сверлильная головка 16 (со шпинделем 9) и стол 13. Стол станка имеет три Т-образных паза. Колонна крепится к фундаментной плите 14, на которой установлен электронасос 15. Внутри плиты расположен резервуар с отстойником для СОЖ. Коробка 2 скоростей посредством блоков зубчатых колес сообщает шпинделю 9 вращение от электродвигателя / через муфту и зубчатую передачу. Последний вал коробки - гильза - имеет шлицевое отверстие, через которое вращение передается шпинделю. Через зубчатую пару вращение передается на коробку подач. Смазывание коробки осуществляется от плунжерного насоса 3. Блоки зубчатых колес коробки скоростей переключаются рукояткой 7, имеющей четыре положения по окружности и три вдоль оси. При движении рукоятки по окружности переключаются двойные блоки, при движении вдоль оси - тройной блок.
Коробка 5 подач смонтирована в отдельном корпусе и установлена в сверлильной головке. Переключение подач производится рукояткой, расположенной на лицевой стороне сверлильной головки, через рычажную систему, которая перемещает вилки, связанные с блоками Колес.
Механизм 12 управления подачами, состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, рукоятки, кулачковых и храповых обгонных муфт, является 
составной частью сверлильной головки (рис. 14.2), в чугунном корпусе которой смонтированы коробка скоростей, коробка г дач, шпиндель и другие механизмы. Коробка скоростей содержит двух- и трехвенцовые блоки / зубчатых колес. Блоки переключаются рукояткой 14, в результате чего шпиндель 9 получает различную частоту вращения от электродвигателя 16. Переключение выполняется кулачково-зубчатым механизмом, передающим движение штангам, на которых закреплены вилки, связанные с блоками 12 ступеней вращения.
Коробка 2 обеспечивает девять подач шпинделя посредством механизма переключения 3. Переключение выполняется одной рукояткой. Коробка подач получает вращение от одного из валов коробки скоростей, связанного со шпинделем, постоянными передачами. Механизм подачи обеспечивает ручное или механическое переключение шпинделя. Механизм 5 или 6 подачи универсальных станков обеспечивает передачу от маховика ручного управления через реечную передачу 7 непосредственно на гильзу 8 шпинделя. Для удаления инструмента из конуса шпинделя используется специальный механизм, состоящий из выбивного кулачка 18. обоймы 17 и кожуха 19. При подъеме шпинделя обойма задерживается нижней стенкой корпуса сверлильной головки, а шпиндель, перемещаясь вверх, увлекает за собой кулачок, который закреплен в нем шарнирно. Другой конец кулачка упирается в остановившуюся обойму. Кулачок поворачивается и выдавливает инструмент из конуса шпинделя.
Глубина обработки устанавливается с помощью механизма 12, приводимого во вращение зубчатой парой и имеющего диск с кулачками для установки глубины сверления и автоматического выключения реверсом, а также лимб для визуального отсчета. Ускоренное перемещение шпинделя осуществляется механизмом 13 с электроприводом 15. Управление станком осуществляется кнопочной станцией 11 (для универсального станка) : : 10 (для автоматизированного станка). 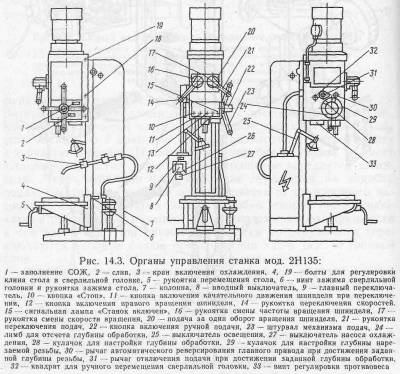
Шпиндель смонтирован на двух шарикоподшипниках в гильзе. Осевое усилие подачи воспринимается нижним упорным подшипником, вес шпинделя - верхним. Подшипники регулируют гайкой.
Органы управления станком показаны на рис. 14.3, а кинематическая схема - на рис. 14.4.
Цепь главного движения: шпиндель VI получает вращение от электродвигателя Ml через коробку скоростей. Минимальная частота вращения nmin = 1450*(30/45)*(25/25)*(15/42)*(25/50) X X (15/60) = 31,5 об/мин.
Цепь подачи связывает прямолинейное движение шпинделя вдоль оси с его вращением. Она состоит из постоянных зубчатых передач (34/60) и (19/54); коробки подач, соединительной муфты М2; предохранительной муфты М3, червячной передачи (1/60); реечной передачи (рейка с т - 3 мм). Зубья рейки нарезаны на гильзе, несущей опоры шпинделя. Максимальная подача Smax = 1 *(34/60) *(19/54) *(45/16) *(36/26) (1 /60) *п*3 X X 13 =1,6 мм/об.
Штурвальное устройство сверлильной головки (разрез А-А) обеспечивает ручной подвод инструмента к заготовке и его отвод, включение и выключение рабочей подачи, подачу для нарезания резьбы.
Из центровых полумуфт М4 и М5 с валом XII шлицами связана ведомая часть М4вм Она вращается от штурвала Р\ через ведущую часть М4вш при подводе. По окончании подвода для врезания требуется значительный крутящий момент, который не может быть передан зубьями муфты М4, сжатыми пружиной на валу XII. Полумуфта М4вш отжимается, преодолевая сопротивление пружины: муфта М5 включается и передает вращение валу XII от червячного колеса 60 через собачки (С) и полумуфту М4вш. Если нужно включить вручную рабочую подачу, вал XII поворачивают штурвалом непосредственно через штифт Ш1; при этом собачки С проскальзывают по зубьям торцового храповика на полумуфте М5ВШ (этот храповой механизм является механизмом обгона). Ручная подача для нарезания резьбы включается нажимом колпачка со штифтом Ш3; тогда вращение от штурвала передается через штифты Ш4, ШЗ, Ш2: Лимб, связанный с валом XII передачей (13/38) с внутренним зацеплением, позволяет вести отсчет глубины обработки, а также настраивать положение кулачка, реверсирующего шпиндель, и положение кулачка, отключающего подачу на заданной глубине (отключающего муфту Ms).
Механизм ручного перемещения сверлильной головки состоит из червячной передачи (1/46), реечного колеса 10 на валу XIV и рейки (т = 4 мм), привернутой к колонне. Колесо 10, перекатываясь по рейке, перемещает головку.
Механизм перемещения стола состоит из рукоятки Р2, конической передачи (16/42), передачи винт - гайка (с шагом Р = = 6 мм).
Наладка станка на обычную работу с механической подачей шпинделя состоит в установке стола и сверлильной головки в положения, необходимые для работы, и их зажиме на направляющих колонны, а также в установке необходимой частоты вращения и подачи шпинделя. При наладке на работу с выключением подачи шпинделя на заданной глубине нужно: установить инструмент в шпинделе; закрепить заготовку; опустить шпиндель до упора инструмента в заготовку; установить лимб сверлильной головки так, чтобы против указателя находилась цифра, соответствующая глубине обработки с учетом угла заточки инструмента. Кулачок с буквой Я закрепляют так, чтобы его риска совпадала с соответствующей риской на лимбе. При обработке, когда достигается заданная глубина, подача шпинделя прекращается, но он будет вращаться до момента нажатия на кнопку «Стоп».
Наладка станка на нарезание резьбы с реверсом шпинделя на определенной глубине: устанавливают патрон с метчиком в 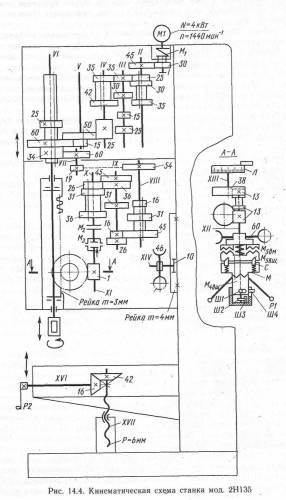
Шпиндель, а заготовку на столе; опускают шпиндель до упора инструмента в заготовку; устанавливают лимб на сверлильной головке для соответствующей глубины обработки; совмещают риски кулачка Р с соответствующей риской на лимбе и закрепляют кулачок; включают шпиндель и вручную вводят метчик в отверстие; через 2-3 оборота метчика включают механическую подачу. При достижении заданной глубины шпиндель автоматически реверсируется и метчик выходит из отверстия. Для правого вращения шпинделя включают нужную кнопку. 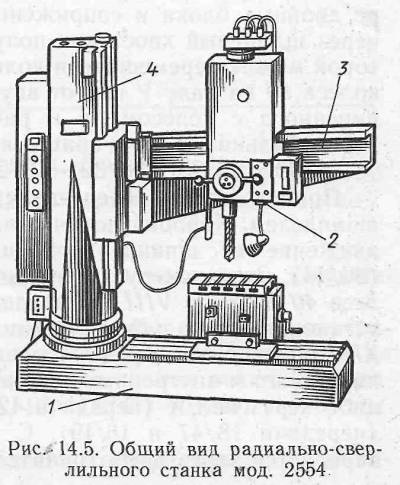
Несмотря на то, что сегодня на рынке представлено немало разновидностей оборудования, обеспечивающего высокоточное сверление отверстий, лучшим выбором является сверлильный станок. Как раз с этой целью он изначально и создавался. Предлагаемое сегодня на рынке сверлильное оборудование способно не только решать задачи по созданию отверстий, имеющих идеально круглое сечение диаметром до 100 мм.
Также при наличии в комплектации специальных приспособлений можно при помощи этого инструмента выполнять и большое количество иных операций.
Назначение, устройство и принцип работы сверлильных станков
Изначально сверлильные станки были созданы для выполнения отверстий в заготовках и изделиях из различных материалов, что реализуется при помощи удаления стружки сверлами
, которые выполняют роль режущего инструмента. Подавляющее количество устройств в сегменте этого оборудования занимают различные станки промышленного типа.
При этом довольно небольшое количество разновидностей приходится на бытовые модели, при помощи которых выполняют лишь те операции, для которых они и предназначены. В ряде случаев их используют в личных или учебных целях.
Особенностью промышленного оборудования является то, что наряду со сверлением они в состоянии решать и другие задачи, на которых мы остановимся далее.
Чтобы лучше разобраться с устройством сверлильного станка и особенностями его работы, желательно рассмотреть все это на примере бытовых моделей подобных устройств. За счет своих небольших габаритов они идеально подходят для использования в домашней мастерской.
Бытовой сверлильный станок привлекателен тем, что его можно разместить на столе или ином возвышении. Такой вариант создает наиболее комфортные условия для работы за ним. Эти модификации сверлильных станков представляют категорию вертикально-сверлильных агрегатов. Именно они в наибольшем количестве представлены на рынке среди прочих моделей, отличающихся своим конструктивным исполнением.
Если рассматривать устройство бытового сверлильного станка, то в нём можно выделить следующие обязательные элементы:

Выбирая место для сверлильного станка, можно разместить его станиной на столе или же зафиксировать при помощи болтов через отверстия, которые имеются в упоре к верстаку. Особенностью настольного станка является наличие вертикальной подачи, благодаря которой шпиндель двигается сверху вниз. По этой причине его и принято включать в категорию вертикально-сверлильного оборудования. Чтобы заставить шпиндель двигаться, необходимо выполнять ручные манипуляции, используя специальную ручку подачи.
Работа и взаимодействие узлов станка для домашней мастерской
 Функции устройства, которое обеспечивает вращение шпинделя, выполняет электродвигатель. Бытовые модели оснащаются двигателем мощностью 250-1000 Ватт
. Крутящийся вал электродвигателя заставляет вращаться шпиндель за счет передачи крутящего момента при помощи привода, оснащенного ременным механизмом.
Функции устройства, которое обеспечивает вращение шпинделя, выполняет электродвигатель. Бытовые модели оснащаются двигателем мощностью 250-1000 Ватт
. Крутящийся вал электродвигателя заставляет вращаться шпиндель за счет передачи крутящего момента при помощи привода, оснащенного ременным механизмом.
Последний состоит из шкивов под V-образный ремень. Большинство станков предусматривает возможность выбора скорости вращения сверла. Используемый в них ременной привод имеет шкивы, предусматривающие несколько канавок разного диаметра под ремень.
Для выбора необходимой скорости вращения шпинделя сперва следует обесточить сверлильный станок. После этого нужно поменять положение ремня на шкиве, а затем вновь включают электродвигатель. Следуя подобной схеме, можно выбирать скорость в диапазоне 450-3000 об/мин . Необходимость установки меньшей скорости может возникнуть в ситуации, когда приходится создавать большие отверстия в древесине твердых пород и металлах.
Бытовые модели сверлильного оборудования оснащены патроном под сверло, конструкция которого аналогична тому, которую имеют электродрели. Для них подходят сверла, диаметр которых не превышает 12 мм. В устройстве присутствует 3 самоцентрирующихся кулачка, которые охватывает и фиксируют хвостовик инструмента. Благодаря наличию специального ключа обеспечивается жесткая фиксация или, наоборот, ослабление патрона, когда необходимо закрепить либо вытащить сверло.
 Бытовые модели станков могут использоваться для создания отверстий на заготовках, высота которых не превышает 20–90 мм
. Причем диапазон высоты для каждого оборудования может быть различен. Это определяется устройством конкретного станка.
Бытовые модели станков могут использоваться для создания отверстий на заготовках, высота которых не превышает 20–90 мм
. Причем диапазон высоты для каждого оборудования может быть различен. Это определяется устройством конкретного станка.
Основным фактором, который влияет на рассматриваемый параметр, является высота верхнего положения сверлильной головки, которая может подниматься и опускаться по стойке-колонне. На компактных моделях подобного оборудования эта операция выполняется путем перемещения руками сверлильного модуля.
У более крупных моделей для этого предусмотрен специальный привод, имеющий в оснащении рукоять или штурвал. Для выбора необходимого положения головки используется специальная ручка . Аналогичный прием использует тогда, когда необходимо настроить глубину создаваемых отверстий и минимальную высоту заготовок, Это связано с тем, что патрон, которым оснащен шпиндель, имеет небольшой предельный вылет вниз при его подаче. Он может иметь значение 5–40 см, что определяется типом станка.
Вылет сверла
Также на работу сверлильного оборудования может влиять такой параметр, как вылет сверла. Под этой характеристикой понимается расстояние между центральной вертикальной осью сверла или другого инструмента, который зафиксирован в патроне , и стойкой. Желательно, чтобы это расстояние было максимально большим, так как это влияет на то, на каком расстоянии от края заготовки можно создать отверстие. Для бытовых станков стандартный показатель вылета составляет 10 – 20 см.
Станина станка
 Очень важно уделить внимание станине оборудования, которая должна иметь значительный вес и небольшие габариты. Последние должны соотноситься с размерами самого станка
. В случае серьезных отклонений нельзя будет добиться необходимой устойчивости станка и стабильности его работы. На верхнюю часть станины, которая направлена к патрону, возложена роль рабочего стола.
Очень важно уделить внимание станине оборудования, которая должна иметь значительный вес и небольшие габариты. Последние должны соотноситься с размерами самого станка
. В случае серьезных отклонений нельзя будет добиться необходимой устойчивости станка и стабильности его работы. На верхнюю часть станины, которая направлена к патрону, возложена роль рабочего стола.
В плане исполнения она может иметь полностью или частично ровную плоскую поверхность, где могут быть предусмотрены несколько прорезей: благодаря центральной можно создавать сквозные отверстия, не нанося повреждений столу и сверлу. Что же касается боковых прорезей, то их назначение заключается в креплении тисков, шаблонов и упоров.
Дополнительное оснащение бытового оборудования
 Комплектация современного сверлильного оборудования может включать специальный рабочий стол, для установки которого может применяться особая стойка. Некоторые модели предусматривают возможность выбора оптимальной высоты
его размещения: эта операция выполняется вручную, а благодаря стяжному болту можно зафиксировать стол в необходимом положении.
Комплектация современного сверлильного оборудования может включать специальный рабочий стол, для установки которого может применяться особая стойка. Некоторые модели предусматривают возможность выбора оптимальной высоты
его размещения: эта операция выполняется вручную, а благодаря стяжному болту можно зафиксировать стол в необходимом положении.
Встречаются и такие модификации, где подобную функцию выполняет реечный механизм подачи, для настройки которого используется рычажная рукоять. В общем же, задача подвесного стола заключается в выборе оптимальной высоты установки заготовки и глубины создаваемых отверстий. Они отличаются тем, что также предусматривают прорези. С их помощью можно решать те же задачи, для которых предназначен и рабочий стол станины.
Сверлильное оборудование подобной комплектации предлагается в двух вариантах исполнения.

Также в комплектации станка для сверления может присутствовать механизм, обеспечивающий выбор оптимальной глубины сверления. Задействуется этот механизм путем выполнения следующей операции: для этого достаточно с торца заготовки отметить необходимую глубину отверстия. Далее, патрон фиксирует на том уровне, где кончик сверла совместится точно с нанесенной меткой. Далее, затяжной рычаг регулятора глубины необходимо затянуть, что поможет создать необходимый диапазон для хода инструмента.
Виды промышленных станков - весь спектр работ по сверлению отверстий
В подавляющем большинстве все предлагаемые на рынке промышленные станки способны решать любые задачи, правда, это не относится к определенным специализированным модификациям. Помимо сверления их можно использовать для выполнения некоторых иных операций. Если рассматривать оборудование, предназначенное для металлообработки, то оно может быть классифицировано на следующие виды:

Заключение
![]()
Сверлильные станки на сегодняшний день являются наиболее предпочтительным оборудованием для выполнения отверстий в различных деталях и заготовках. Причем, чтобы работа, осуществляемая этим оборудованием, была наиболее эффективной, следует правильно подобрать его. Для этого нелишне будет ознакомиться с его устройством и принципом работы. Учитывая, что эти станки представлены в широком многообразии, очень важно подобрать такую модификацию, которая будет в полной мере отвечать предъявляемым требованиям, для чего необходимо учитывать особенности работы, которые планируется выполнять при помощи сверлильного оборудования.
Сверлильные станки
К атегория:
Сверление металла
Сверлильные станки
На сверлильных станках могут быть выполнены следующие работы:
- сверление сквозных и глухих отверстий;
- рассверливание отверстий: зенкерование, позволяющее получить более высокие квалитеты и класс шероховатости отверстий по сравнению со сверлением,
- растачивание отверстий, осуществляемое резцом на сверлильном станке;
- зенкование, выполняемое для получения у отверстий цилиндрических и конических углублений и фасок;
- развертывание отверстий, применяемое для получения необходимой точности и шероховатости;
- выглаживание, производимое специальными роликовыми оправками, или развальцовы-вание, имеющее назначение уплотнения (сглаживание гребешков на поверхности отверстия после развертывания деталей из дюралюминия, электрона и др.);
- нарезание внутренней резьбы метчиком;
- цекование - подрезание торцов наружных и внутренних приливов и бобышек.
Этими видами работ не исчерпываются возможности сверлильных станков, на которых выполняют и другие операции.
Сверлильные станки делятся на три группы: универсальные (общего назначения), специализированные и специальные. К универсальным относятся вертикально-сверлильные и ради-ально-сверлильные станки. У вертикально-сверлильных станков шпиндель расположен вертикально. Одной из разновидностей вертикально-сверлильных станков являются настольные вертикально-сверлильные станки.
Настольный вертикально-сверлильный станок 2М112 предназначен для сверления отверстий диаметром не более 12 мм в небольших деталях. Ручная подача шпинделя осуществляется вращением рукоятки. На переключателе имеются надписи «влево», «О», «вправо».
Для осуществления правого или левого вращения рычажок барабанного переключателя поворачивают в соответствующее положение.

Рис. 1. Работы, выполняемые на сверлильных станках: а - сверление сквозных и глухих отверстий, 6 - рассверливание небольших отверстий на большие, в - зен-керование, г - растачивание, д - зенкование, е - развертывание, ж - выглаживание, з - нарезание внутренней резьбы, и - цекование
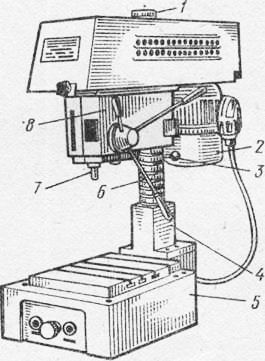
Рис. 2. Настольный вертикально-сверлильный станок 2М112:
Универсальный вертикально-сверлильный станок 2Н125Л. Этот станок рассчитан для работы во вспомогательных и основных цехах машиностроительных заводов. Станок предназначен для сверления, рассверливания, а также нарезания резьб с ручным управлением реверсирования шпинделя. Основными частями этого станка являются фундаментная плита и установленная на ней колонна. На колонне смонтирован стол, шпиндельная бабка, внутри которой размещены коробка подач и коробка скоростей. Вращение шпинделя осуществляется от электродвигателя, расположенного в верхней части станка.
Ручное перемещение шпинделя производится рукояткой 8, переключение скоростей шпинделя и изменение величины подачи - двумя рукоятками. Стол поднимается и опускается с помощью рукоятки. Наибольший диаметр сверления 25 мм.
Радиально-сверлильный станок 2Н55. Этот станок предназначен для обработки отверстий главным образом в средних корпусных деталях. На станке можно выполнять сверление в сплошном материале, рассверливание, зенке-рование, развертывание, растачивание отверстий, нарезание резьбы метчиками и другие операции. На фундаментной плите установлена тумба с неподвижной колонной, на которой надета гильза, которая может поворачиваться вокруг колонны на 360° , что позволяет обработать отверстие в любом месте детали без ее перемещения. На гильзе смонтирована траверса 6, имеющая горизонтальные направляющие, в которых может перемещаться шпиндельная головка. Внутри шпиндельной головки размещены коробка скоростей, коробка передач и узел шпинделя. На передней крышке расположены органы управления. Обрабатываемые заготовки устанавливаются на приставном столе или непосредственно на верхней плоскости фундаментной плиты.
Шпиндель со сверлильной головкой может перемещаться в горизонтальном направлении, а вместе с траверсой и гильзой поворачивается вокруг оси неподвижной колонны. Эти два движения позволяют устанавливать инструмент по любым координатам. Реверсирование шпинделя осуществляется фрикционной муфтой. Вертикальное перемещение гильзы по колонне механическое с автоматическим отжимом в начале и зажимом в конце хода.
Сверлильная головка имеет механизм автоматического выключения подачи, срабатывающей при достижении необходимой глубины сверления. Станок снабжен системой предохранительных устройств, исключающих возможность поломки станка вследствие перегрузок.
Уход за сверлильными станками. Сверлильные станки будут работать с требуемой точностью, производительно и безотказно длительное время лишь в том случае, если за ними будет соответствующий уход. Перед работой смазывают все трущиеся части станка и заливают масло в масленки.
Во время работы проверяют рукой степень нагрева подшипников. Во избежание несчастного случая перед проверкой степени нагрева подшипников электродвигатель выключают и проверяют при неработающей ременной или зубчатой передаче.
По окончании работы стол станка и его пазы тщательно очищают от грязи и стружки, протирают и смазывают тонким слоем масла.
Согласно единой классификации, принятой в СССР , сверлильные станки по технологическому признаку подразделяются на шесть основных типов: вертикально-сверлильные; одношпиндельные полуавтоматы; многошпиндельные полуавтоматы; радиально-сверлильные; горизонтально-сверлиЛьные (расточные) и разные сверлильные.
Наибольшее распространение в слесарных и сборочных цехах имеют одношпиндельные вертикально-сверлильные станки. Они бывают настольными, настенными и на колонне. Настольные станки весьма быстроходны, они применяются для сверления отверстий диаметром до 12 мм. Например, у настольных сверлильных станков модели 2А106 шпиндель имеет от 1545 до 15 000 об/мин.
Вертикально-сверлильный станок современной конструкции состоит из основания (рис. 3), колонны, коробки скоростей, направляющего кронштейна, в котором смонтированы механизм подачи и шпиндельный узел, и стола. Коробка скоростей с приводным электродвигателем монтируется на верхней части колонны. Основание выполняется пустотелым и одновременно служит баком для сбора охлаждающей жидкости. Направляющий кронштейн со шпиндельным узлом и стол могут перемещаться по направляющим колонны и закрепляться в нужном положении в соответствии с размерами обрабатываемой детали.
Многошпиндельные сверлильные станки применяют главным образом в серийном производстве. Станки этого типа выполняют с неподвижными (постоянными) и с переставными шпинделями.
Многошпиндельные сверлильные станки с постоянными шпинделями имеют обычно от двух до шести шпинделей, расположенных в один ряд с постоянными расстояниями между их осями. Последовательно перемещая деталь, на этом станке можно выполнять целый ряд различных операций (сверление, зенкерование, развертывание и т. д.) или одновременно обработать несколько отверстий в одной детали.
Следует указать, что любой одношпинделыгый станок можно приспособить для одновременного сверления нескольких отверстий. Для этого на шпинделе укрепляют многошпиндельную головку, имеющую специальное устройство для передачи вращательного движения от шпинделя сверлильного станка всем шпинделям головки.
Радиально-сверлильные станки применяют для обработки нескольких отверстий, расположенных на значительном расстоянии друг от друга, в крупных по весу и габаритам деталях. Эти станки в отличие от обычных сверлильных дают возможность, не меняя положения обрабатываемой детали, перемещать лишь сверлильную головку.

Рис. 3. Вертикально-свер-лильный станок модели 2135
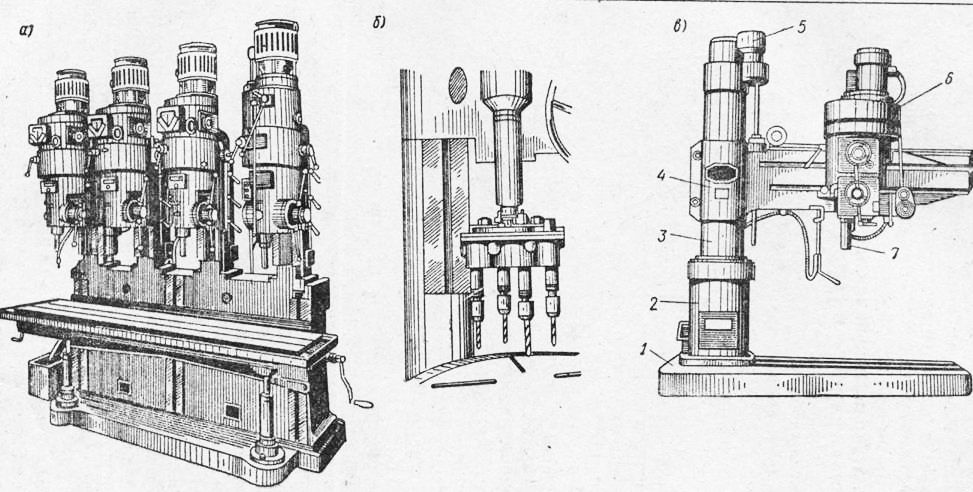
Рис. 4. Четырехшпиндельный станок (а); многошпиндельная сверлильная головка (б) и радиально-сверлильный станок (в):
В школьной слесарной мастерской вы будете работать сначала на настольном вертикально-сверлильном станке модели НС-12 (рис. 5). На этом станке можно высверливать отверстия диаметром до 12 мм.
Сверлильный станок состоит из станины, шпинделя, стола, электродвигателя с приводным ремнем, рукоятки, пусковых кнопок.
Все основные узлы размещены на станине. Станок включают с помощью пусковых кнопок. Вращение от электродвигателя передается шпинделю через ременную передачу, закрытую ограждением. В нижней части шпинделя закреплен патрон, куда вставляется режущий инструмент-сверло. На столе размещаются приспособления для зажатия в них заготовок.
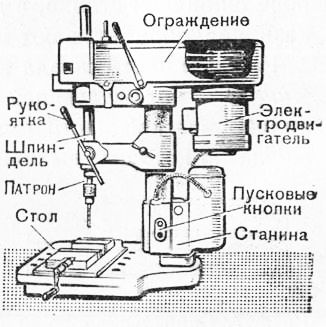
Рис. 5. Настольный вертикально-сверлильный станок
С помощью рукоятки шпиндель вместе с патроном можно опускать и поднимать.
Сверлильные станки, служащие для получения отверстий в изделиях, подразделяются на вертикально-сверлильные, радиально-сверлильные и горизонтально-сверлильные.
Вертикально – сверлильный станок состоит из вертикально расположенной станины, стола, перемещающегося по направляющим станины, и шпинделя, в который вставляется сверло. Для изменения скорости вращения шпинделя служат ступенчатые шкивы или коробка скоростей.
Подача, т. е. вертикально-поступательное перемещение вращающегося шпинделя вместе со сверлом, производится с помощью зубчатого колеса и зубчатой рейки вручную или автоматически, посредством механизма подачи. Просверливаемые заготовки закрепляются прямо на столе станка или в приспособлениях (тисках).
Для одновременного сверления нескольких отверстий применяются многошпиндельные сверлильные станки, в которых одновременно работают несколько режущих инструментов.
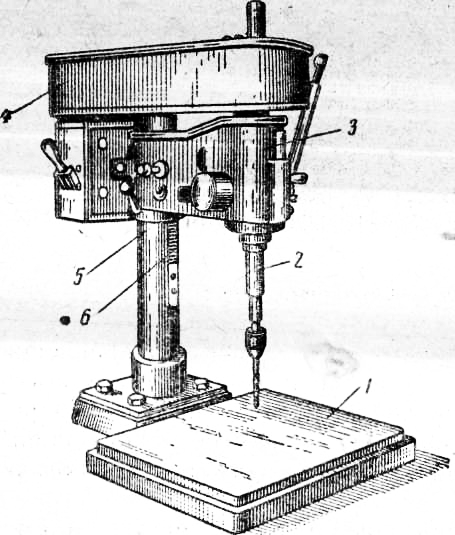
Рис. 1. Настольно-сверлильный станок:
1 - стол; 2 - шпиндель; 3 - кронштейн; 4 - привод; 5 - станина; 6 - зубчатая рейка.
Радиально-сверлильный станок предназначен для обработки крупных заготовок, которые трудно перестанавливать для сверления различных отверстий.
Радиально-сверлильный станок имеет массивную цилиндрическую колонну, по которой может перемещаться вверх и вниз, а также поворачиваться вокруг нее траверса с продольными направляющими. Вдоль этих направляющих передвигается шпиндельная головка с закрепленным в ней сверлом. Благодаря такому устройству сверло перемещается в любом направлении без изменения положения обрабатываемого изделия. Станок имеет коробки скоростей и подач, приводимые в движение от электродвигателя. Поворачивание траверсы, ее поднятие и опускание производится отдельным электродвигателем. Для ручной подачи сверла служит маховик.
Для специальных работ в производстве применяются горизонтально-сверлильные станки с горизонтальным расположением шпинделя.
Идеальным приспособлением для сверления отверстий, а также их дальнейшей обработки является сверлильный станок. Сделаем небольшое отступление и обратимся к истории: как появился сверлильный станок?
В отличие от своих более сложных собратьев-станков – токарного и фрезерного, сверлильный станок был изобретен задолго до того, как люди вообще узнали о существовании железа, не говоря уже о том, чтобы научиться его обрабатывать. Первым сверлильным станком было, по сути, приспособление, с помощью которого люди в глубокой древности добывали огонь и проделывали отверстия в орудиях охоты и труда.
Оно представляло собой обычный охотничий лук, тетива которого в середине была один раз обернута вокруг того предмета, которому и требовалось придать вращение. Как правило, это была заостренная палка из дерева твердой породы, которая упиралась своим острым концом в углубление, сделанное в лежащей под ней плошке из той же породы дерева.
Придерживая рукой верхний конец вертикальной палки, человек двигал лук в плоскости, перпендикулярной к этой палке, и приводил ее с помощью тетивы в быстрое вращение, которого нельзя было бы добиться, вращая ее руками. Точно таким же образом проделывались отверстия сначала в не слишком плотных кусках камня, а потом, когда человек научился закреплять на конце вращающейся палки твердые каменные наконечники, и в прочных породах.
Со временем приспособление усовершенствовалось, появлялись новые способы зажима нижней плашки и вращающегося «сверла», устройства для усиления прижима их друг к другу (для увеличения силы трения), новые способы приводить «сверло» во вращение. Так в течение веков сверлильный станок постепенно менялся, пока не приобрел современного вида.
Ныне сверлильный станок состоит из подвижного стола и штатива, на котором крепится шпиндель с патроном. Он может быть одношпиндельным вертикально-сверлильным (рис. 44), настольно-сверлильным (рис. 45), радиально-сверлильным.
Рис. 44. Вертикально-сверлильный станок: 1 – плита; 2 – подъемный стол; 3 – шпиндель; 4 – коробка подач; 5 – шпиндельная головка; 6 – электродвигатель; 7 – штурвал; 8 – станина.
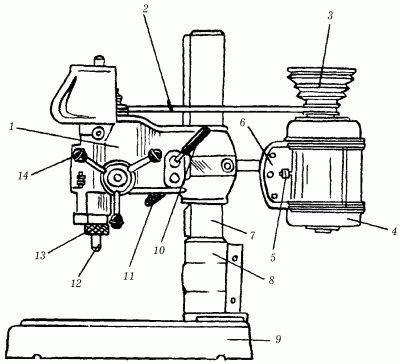
Рис. 45. Настольно-сверлильный станок: 1 – шпиндельная бабка; 2 – клиновый ремень; 3 – ступенчатый шкив; 4 – асинхронный электродвигатель; 5 – переключатель; 6 – подмоторная плита; 7 – колонна; 8 – кронштейн; 9 – плита; 10, 11 – рукоятки; 12 – шпиндель; 13 – гайка; 14 – штурвал.
Вертикально-сверлильные станки применяются для сверления отверстий диаметром до 75 мм. Они могут обеспечивать операции рассверливания, зенкерования, развертывания и нарезания резьбы. Станина, на которой монтируются узлы станка, через фундаментную плиту крепится к фундаменту. Подъемный стол, служащий для крепления обрабатываемых деталей, может перемещаться по вертикали. Механизм станка приводится в движение индивидуальным электродвигателем. Шпиндель получает осевое перемещение от коробки подач и может также перемещаться вручную штурвалом.
Настольно-сверлильные станки используются для сверления в мелких деталях отверстий диаметром до 12 мм (рис. 45).
Удобство применения этих станков состоит в том, что они могут быть установлены с помощью болтов на слесарных верстаках, в непосредственной близости от рабочего места.
Работает станок следующим образом: на плите укреплена в кронштейне колонна, по которой может перемещаться вверх и вниз шпиндельная бабка, в корпусе которой смонтирован шпиндельный узел со шпинделем. Перемещение шпиндельной бабки по колонне осуществляется рукояткой. Асинхронный электродвигатель крепится к шпиндельной бабке с помощью подмоторной плиты. Переключатель позволяет включать двигатель на прямой или обратный ход и останавливать станок. Вращение шпинделю передается от ступенчатого шкива клиновидным ремнем. Ручная подача шпинделя осуществляется вращением штурвала. Гайка закрепляет сверлильный патрон на конусе шпинделя.
Радиально-сверлильные станки применяются для сверления отверстий в крупных деталях, перемещение которых к шпинделю станка затруднено.
Существуют общие правила сверления (как на сверлильных станках, так и с помощью дрелей):
– в процессе разметочных работ центр будущего отверстия обязательно следует отметить кернером, тогда при работе сверло устанавливается в керн, что способствует большей точности;
– при выборе диаметра сверла следует учитывать его вибрацию в патроне, в результате чего отверстие получается несколько большего диаметра, чем сверло. Отклонение это достаточно мало – от 0,05 до 0,3 мм – и имеет значение в том случае, когда требуется особая точность;
– при сверлении металлов и сплавов в результате трения температура режущего инструмента (сверла, зенкера) значительно повышается, что приводит к быстрому его износу. Для того чтобы повысить стойкость инструментов, при сверлении используют охлаждающие жидкости, в частности воду;
– затупленные режущие инструменты не только образуют некачественные отверстия, но и сами быстрее выходят из строя, поэтому их следует своевременно затачивать: сверла под углом (в вершине) 116–118°, конические зенкеры 60, 90, 120°. Заточку производят вручную на заточном станке: сверло приставляют к кругу заточного станка одной из режущих кромок под углом 58–60° и плавно поворачивают его вокруг своей оси, затем таким же образом затачивают вторую режущую кромку. При этом необходимо следить, чтобы обе режущие кромки были заточены под одним углом и имели одинаковую длину;
– для сверления глухих отверстий на многих сверлильных станках имеются механизмы автоматической подачи с лимбами, которые и определяют ход сверла на нужную глубину. Если же станок не оснащен таким механизмом или применяется ручная дрель, то можно использовать сверло со втулочным упором;
– когда необходимо просверлить отверстие в полой детали (например, в трубе), отверстие предварительно забивают деревянной пробкой. Если труба большого диаметра, а отверстие требуется сквозное, то приходится сверлить с двух сторон.
В этом случае, чтобы облегчить разметку и сделать ее наиболее точной, можно воспользоваться специальным приспособлением. Оно состоит из двух совершенно одинаковых призм, между которыми зажимается труба. Каждая призма имеет точно выверенные друг против друга, зажатые в их противоположных вершинах встречные винты-кернеры. Призмы тоже точно выставлены с помощью боковых щек. Когда труба зажимается между призмами, на ней остаются небольшие, расположенные друг напротив друга лунки от винтов-кернеров. После сверления по такой разметке отверстия в трубе будут соответствовать друг другу с гораздо большей точностью;
– получить ступенчатые отверстия можно двумя способами. Первый: сначала сверлится отверстие наименьшего диаметра, затем (на нужную глубину) – отверстие большего диаметра и последним просверливается отверстие наибольшего диаметра. Второй способ: сначала на нужную глубину сверлят отверстие наибольшего диаметра, затем – меньшего и в конце – наименьшего диаметра;
– если нужно просверлить отверстие на криволинейной плоскости или плоскости, расположенной под углом, то сначала следует сделать (выпилить, вырубить) площадку, перпендикулярную к оси будущего отверстия, накернить центр, а затем сверлить отверстие;
– отверстия диаметром свыше 25 мм сверлят в два приема: сначала просверливают отверстие сверлом меньшего диаметра (10–20 мм), а затем рассверливают сверлом нужного диаметра;
– при сверлении деталей, имеющих большую толщину (при глубоком сверлении), когда глубина отверстия более пяти диаметров сверла, его нужно периодически вынимать из отверстия и выдувать стружку, иначе инструмент может заклинить;
– композиционные (состоящие из нескольких разнородных слоев) материалы трудно сверлить прежде всего потому, что при обработке на них возникают трещины. Избежать этого можно очень простым способом: перед сверлением такой материал нужно залить водой и заморозить – трещины в этом случае не появятся;
– высокопрочные материалы – сталь, чугун – обычные сверла не берут. Для их сверления у домашних слесарей большой популярностью пользуются сверла с наконечниками из так называемого победита. Он был получен в России в 1929 году и состоит из 90 % карбида вольфрама и 10 % кобальта. Для этой же цели можно приобрести и алмазное сверло, наконечник которого изготовлен с применением синтетических алмазов, это заметно увеличит скорость сверления металла.
Сверление – это только начальный этап обработки отверстий, за которым последовательно производят: зенкерование, зенкование, развертывание отверстий.
Из книги: Коршевер Н. Г. Работы по металлу
Цель:
познакомиться с назначением и устройством сверлильного станка, его конструктивными особенностями, правилами подготовки к работе, правилами безопасной работы на сверлильном станке; научиться читать и выполнять его кинематическую схему; воспитывать внимательность при выполнении технологических операций.
Основные понятия:
настольный сверлильный станок, станина, стол, хобот, шпиндель, трикулачковий патрон, маховик, штурвал, колонна, кнопочная станция.
Ожидаемые результаты:
умение объяснять назначение, устройство сверлильного станка
, процесс передачи вращательного движения от электродвигателя к шпинделю и работу механизма преобразования движения; распознавать механизмы движения резания и движения подачи, ведущие и ведомые детали; умение подготовить сверлильный станок к работе; читать и выполнять его кинематическую схему; закреплять сверло требуемого диаметра в трёхкулачковом патроне и крепить заготовку в тисках; выполнять подготовительные технологические операции перед сверлением.
Оборудование:
коловорот, ручная дрель, набор сверл, сверлильный станок, кронциркуль, линейка.
Структура урока
I Организационный момент
II Актуализация знаний и мотивация учебной деятельности учащихся
III Изучение нового материала
1. Строение и назначение настольного сверлильного станка.
2. Назначение основных частей станка.
3. Приемы управления сверлильным станком.
IV. Практическая работа «Управление сверлильным станком»
V. Итоги урока
VI. Домашнее задание
Ход урока
I Организационный момент
II Актуализация знаний и мотивации учебной деятельности учащихся
Беседа.
1) Есть ли отверстия в деталях, вашего будущего изделия?
2) С помощью каких устройств можно изготовить отверстия в деталях?
3) Какой инструмент для этого используют?
4) Какой процесс заложен в основу принципа действия сверла?
Обобщая ответы учеников, учитель сообщает об особенностях изготовления цилиндрических отверстий механическим-образ.
Изучение нового материала
При изучении данной темы необходимо учесть, что для учеников шестого класса сверлильный станок является сложной технической машиной.
Поэтому при изучении строения, назначения и практического применения станка не нужно перегружать учеников лишней информацией, которая не способствует развитию их познавательных интересов, логического мышления и конструкторских способностей. Необходимо обратить внимание только на основные узлы и типовые механизмы сверлильного станка.
1. Устройство сверлильного станка, его назначение и принцип работы.
 Рассказ учителя.
Рассказ учителя.
- С помощью каких механизмов сверлильного станка сверло вращается, с помощью которого - движется поступательно?
Рассматривая ступенчатую ременную передачу сверлильного станка, целесообразно активизировать знания учащихся о передаточное число этого механизма. Учитель показывает зубчатую передачу на станке или на модели и объясняет принцип передачи в ней вращательного движения от ведущих колес до ведомых. Объясняя устройство реечного механизма, учитель сравнивает его с зубчатой??передачей. При этом он указывает на одинаковые детали (зубчатые-колеса), которые есть в обоих механизмах, и на отличную деталь (зубчатую рейку), которой только рельсовый механизм.
В результате обсуждения учащиеся должны прийти к выводу, что зубчатая передача - это механизм вращательного движения, так как ее зубчатые колеса (ведущие, ведомые) осуществляют только вращательное движение, а рельсовая передача - это механизм преобразования вращательного движения зубчатого колеса на поступательное движение зубчатой??рейки.
Чтобы ученикам было легче понять взаимодействие всех элементов того или иного механизма, учитель, пользуясь кинематической схемой сверлильного станка, объясняет ее назначение и особенности графических изображений механизмов. Следует акцентировать внимание учащихся на том, что понять принцип действия любого механизма или машины значительно проще, пользуясь кинематической схеме, чем чертежам. Последнее, как правило, перегружено второстепенными деталями, и на нем трудно проследить цепь передачи движения от одних частей (деталей) в другие.
2. Назначение основных частей станка.
Рассказ учителя.
На конический хвостовик шпинделя надевают сверлильный патрон со сверлом. Высота и опускания шпинделя осуществляется с помощью рукоятки. Станок включается нажатием кнопки, расположенной на щите тумбочки.
Учитель показывает ту часть станка, предназначенные для закрепления режущего инструмента и его перемещение, демонстрирует, как крепится сверло в сверлильном патроне, а патрон - на шпинделе станка. При наличии учебного времени учитель объясняет ученикам, каким образом можно получить максимальную и минимальную частоту вращения сверла, и приемы переключения паса на ступенчатых шкивах.
3. Приемы управления сверлильным станком.
Рассказ учителя.
Производительность сверления определяется двумя параметрами: скоростью резания и скоростью подачи сверла. Сверло, вращающийся перемещают в направлении детали, в которой выполняют отверстие. Такое перемещение называют подачей сверла. При сверлении необходимо контролировать, чтобы подача не была слишком большой, это может привести к поломке сверла, особенно когда его диаметр невелик.
Перед сверлением необходимо надежно закрепить сверло в патроне.
(Учитель демонстрирует учащимся сверла с коническими и цилиндрическими хвостовиками и объясняет приемы правильного и надежного крепления каждого из них в патроне.) Для успешного выполнения сверлильных работ важно также умение правильно закреплять на сверлильном станке обрабатываемые детали. Крупные детали зачастую закрепляются на столе с помощью призм и прихватов.
Для успешного выполнения сверлильных работ важно также умение правильно закреплять на сверлильном станке обрабатываемые детали. Крупные детали зачастую закрепляются на столе с помощью призм и прихватов.
(Учитель демонстрирует учащимся, каким образом следует закреплять на сверлильном станке крупные и мелкие детали. По возможности учитель показывает ученикам универсальные уголки и машинные тиски и рассказывает об их преимуществах перед другими устройствами для закрепления на сверлильном станке обрабатываемых деталей.)
При сверлении необходимо обеспечить равномерную подачу сверла. В конце сверления сквозного отверстия сверло подается легче, и, чтобы достичь равномерной подачи, уменьшают нажатие на ручку подачи. При сквозном сверлении, при выходе сверла из заготовки, на ее краю образуются заусенцы, за которые может зацепиться режущая кромка сверла. Это приводит к его ломки. Для предотвращения поломки необходимо в конце сверления под заготовку подложить деревянный брусок и уменьшить подачу сверла.
(Учитель демонстрирует запуск станка, подведение сверла к накерненого места детали и порядок сверления. Необходимо предупредить учеников об опасности от увеличения скорости подачи при выходе сверла из сквозного отверстия.)
IV. ПРАКТИЧЕСКАЯ РАБОТА «Управление сверлильным станком»
Инструктаж к выполнению практической работы.
Ученики по очереди зачитывают в учебнике правила безопасной работы на сверлильном станке. Учитель их комментирует, обращая внимание учащихся на то, что может произойти, когда они не усвоят эти правила и не будут строго их придерживаться.
Учитель рассказывает, как должно быть организовано рабочее место, как разместить на верстаке механизмы, детали, инструмент, необходимый для выполнения работы; каким требованиям должен отвечать этот инструмент, и правила ухода за ним.
Выполнение практической работы
Приступая к практическим упражнениям, ученики прежде готовят заготовки для сверления. Затем они делают кернером углубление на месте будущего отверстия, тренируются в закреплении сверл в патроне шпинделя сверлильного станка, в его пуска и выключения, а также в управлении им в процессе работы.
Учитель следит за тем, чтобы ученики соблюдали правила безопасной работы на станке, объясняет, что, прежде чем начать работу, необходимо занять правильную рабочую позу. Объяснение сопровождается демонстрацией таблицы или рисунка из учебника, акцентируется внимание на положении туловища и ступней ног.
Учитель должен так спланировать работу, чтобы ученики работали на сверлильных станках по очереди. Опыт показывает, что ученики охотно работают на сверлильном станке, однако некоторые из них боятся включать станок, а тем более работать на нем.
Учителю следует внимательно изучать реакцию каждого ученика при обучении работе на сверлильном станке, чтобы вовремя помочь тем, кому нужно. Во время первого подхода ученика к станку необходимо обратить внимание на его реакцию. Если у него прищуренные или широко открытые глаза, дрожат руки, сморщенный лоб или высунутый язык, значит, с этим учеником необходимо работать индивидуально, чтобы помочь преодолеть его психологический барьер. Только убедившись в том, что учащиеся могут работать самостоятельно, можно разрешить им приступать к выполнению работы.
V. ИТОГИ УРОКА
Учитель анализирует выполнение практической работы, указывает на ошибки и пути их устранения.


