Вольфрамовые электроды для аргонодуговой сварки: характеристики, маркировка. Неплавящиеся электроды
С момента изобретения приемлемого способа сваривания металлов прошло чуть более ста лет и сегодня наименований приспособлений и материалов для варки насчитывают очень и очень много.
В этой статье мы рассмотрим такой класс расходников, как неплавящиеся электроды, их виды, назначения и основные характеристики.
Виды неплавящихся электродов
В сварочных работах используют три основных типа электродов:
- Угольные.
- Графитовые.
- Вольфрамовые.
Все они относятся к классу неплавящихся, однако назначение их различное.
Угольные типы расходников применяют в основном в , а также устранения различных дефектов на поверхности изделий. Сварочные работы с использованием угольных стержней проводят на токах силой максимум 580 Ампер. Существует три основных разновидности электродов:
- Круглые марки для воздушно-дуговой резки (ВДК).
- Плоские виды для (ВДП).
- Круглые типы для сварки (СК).
Воздушно-дуговая резка - это способ реза металла электрической дугой, когда расплавленный металл удаляется с помощью струи сжатого воздуха.
В сваривании угольные электроды используют при соединениях тонкостенных конструкций из стали и цветных металлов, а также заварки браков на поверхности литых деталей.
Сваривание угольными стержнями можно проводить как без присадки, так и с присадочным материалом, уложенным по линии варки или подающимся в сварочную ванну.
Электроды графитового типа используют для сварки цветных металлов и их сплавов (алюминия и меди). Такой тип расходников более доступен, в отличие от угольных аналогов.
Наиболее часто используют графитовые стержни при сварке медных проводов.
Такие стержни обладают массой преимуществ: они лучше переносят температурное воздействие и имеют меньший износ, а также лучше обрабатываются (режутся).
Это наиболее широко применяемые типы в производстве и домашних мастерских. С их помощью можно сваривать различные металлы, в том числе и с использованием защиты из газа. Вольфрамовые электроды для аргонодуговой сварки бывают различного состава и, в зависимости от этого, их делят на такие группы:
- Лантанированные.
- Иттрированные.
- Торированные.
- Обычные.
Изготавливаются они в виде прутка диаметром от 1 миллиметра до 4 мм. Вольфрамовый электрод очень тугоплавкий и имеет температуру плавления намного выше, чем температура самой электрической дуги, что позволяет использовать его для сварки различных типов металла (стали, но чаще алюминия, меди, нержавейки и прочих).
Стрежни с добавлением тория (торированные) радиоактивны и, хотя величина излучения невелика, крупные промышленные предприятия их уже не используют.
Использование вольфрамовых электродов
Сегодня мало кто использует в домашних условиях графитовые и угольные стержни для сварки и резки, это просто нецелесообразно. А вот вольфрамовые прутки очень часто используют в бытовом хозяйстве при сварке алюминия и других цветных металлов и нержавейки. Именно такими расходниками происходит соединение
Режимы сварки неплавящимся электродом в защитных газах определяются многими факторами: видом металла, его толщиной, защитной атмосферой и другими.
В таблице собраны основные виды вольфрамовых стержней, их использование и соответствующий режим.
Это западная классификация вольфрамовых стержней. Отечественные производители выпускают неплавящиеся электроды под обозначением ЭВЛ и ЭВИ (лантановые и иттриевые стержни). Также производятся прутки из чистого вольфрама ЭВЧ.
Торцы также отмечают цветом в зависимости от назначения расходника. Сила тока и режим зависит от металла и характеристик заготовки. Так, например, алюминий вариться обязательно на переменном токе, а стали - в том или другом режимах. Нержавейку сваривают на постоянном токе, как и медные изделия.
Важно также при использовании неплавящихся электродов установить полярность. Прямая полярность - кабель горелки ставят на минус, а массу на плюс, обратная - держатель на плюсе, а масса на минусе.
Режим полярности определяет форму проваренного металла. При прямой полярности и постоянном токе провар глубокий и узкий, при постоянном с обратной - широкий поверхностный провар, а с переменным - овальный.
Если используют стержни с маркировкой ЭВЧ (чистые), то сварку можно проводить только на переменном токе, все остальные (ЭВИ, ЭВЛ, ЭВТ) на том или ином режиме с требуемой полярностью.
В процессе сварочных работ вольфрам затупляется и его нужно заточить. Угол острия выдерживают в 30 градусов при длине 2-3-х диаметров электрода. Сам кончик притупляют на 0,5 миллиметра.
Несмотря на название, такие электроды все равно имеют свою степень расхода, хоть и незначительную. Например, при бесперебойной работе в течение 5 часов вольфрамовый стержень теряет около 10 мм своей длины. Чтобы сократить этот показатель, сварку нужно начинать с подачи газа, а потом поджигания дуги. Также нельзя стучать кончиком неплавящегося стержня непосредственно по заготовкам. Дугу зажигают на графите и переносят на место сварки.
А что Вы можете добавить к материалу этой статьи? Какие типы неплавящихся электродов чаще приходиться использовать в домашних условиях? Поделитесь своим опытом по подбору такого типа расходника и его использования в блоке комментариев к этой статье.
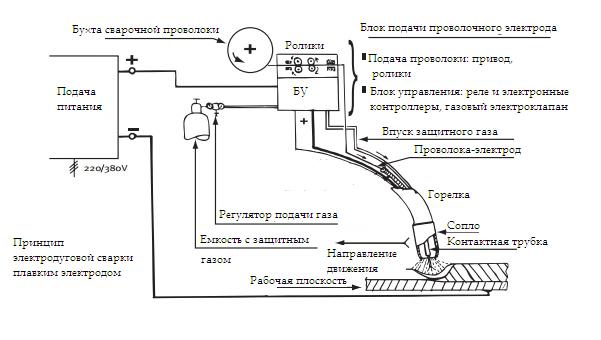
Электродуговая сварка - высокопроизводительный метод металлообработки, позволяющий эффективно работать с металлами повышенной толщины. Мы осуществляем сварку как плавким, так и тугоплавким электродом. Электродуговая сварка металлов в среде газов тугоплавким электродом (GTAW или TIG-процесс) характеризуется дугой, возникающей между вольфрамовым стержнем (вольфрам, легированным торием) и рабочей поверхностью, с последующим расплавлением металла и формированием сварного шва. Инертный газ (смесь газов) подбирается с учетом свойств базовой поверхности, выполняет защитную функцию, вытесняя воздух из зоны сварочных работ, и улучшает качество соединения.Особенности, сфера применения электродуговой сварки тугоплавким электродом
Электродуговую сварку металлов повышенной толщины тугоплавким электродом выполняют с применением присадочного материала: неизолированного прута, проволоки в бухте (для автоматического цикла). Обработка цветных металлов и легированных сталей незначительной толщины (0,5-4 мм) возможна без ввода присадочного прута (проволоки). Сварка вольфрамовым электродом в экранирующей среде аргона - основной вид обработки титана, алюминия, нержавеющей стали; заготовок в виде трубного проката. Для улучшения характеристик сварного шва используют защитную смесь аргона с кислородом (3-5%).Технология
Ручная подача горелки с вольфрамовым электродом и присадочного прута в рабочую зону. Автоматическая подача электрода и присадочной проволоки к месту формирования сварного соединения.Преимущества электродуговой сварки тугоплавким электродом
- Узкая зона плавления. Концентрированный источник нагрева.
- Стабильная электродуга. Надежная изоляция рабочей зоны защитным инертным газом.
- Мало пористый шов высокого качества. Спокойная сварочная ванна без брызг, контроль глубины плавления металла на всех стадиях сварочного цикла.
- Экономичность. Слабый износ электрода, отсутствие этапа финишной обработки швов.
- Соединение разнородных металлов без нарушения их внутренней структуры.
- Бесшумность.
- высокая скорость и производительность процесса,
- прочность сварного шва,
- возможность сварки в один проход металлов толщиной до 250 мм,
- сварка в узкий зазор («в лодочку»),
- этап подготовки свариваемых кромок отсутствует.
Особенности
Непрерывное расплавление проволочного электрода препятствует образованию окислов и принципиально улучшает качество шва при сварке металлов электродуговым способом. Принцип образования электродуги позволяет регулировать ее длину и влиять на интенсивность процесса сварки. В качестве экранирующей смеси применяются: аргон с кислородом (2%), аргон с углекислым газом (3%). Скорость электродуговой сварки плавким электродом возможно увеличить введением в защитную газовую среду водорода и гелия. Принципиальные отличия электродуговой сварки легко плавящимся электродом от прочих видов сварочных работ:- электротоки повышенной плотности (порядка 90-200 А/мм2),
- высокая температура сварочной дуги,
- ярко выраженная плавкость проволочного электрода (около 8 мм/мин.),
- автоматизированная подача проволоки-электрода (полуавтоматический или автоматический цикл),
- использование защитных газов в зоне сварки,
- процессы окисления в сварочной ванне незначительны.
Нормативная документация
ГОСТ 14771-76. Сварка электродуговая в защитных газах. ГОСТ 5264-80. Ручная дуговая сварка. Конструктивные элементы, типы сварных соединений. ОСТ 26-291-79. Электродуговая сварка. Электроды. ГОСТ 11534-75. Электродуговая сварка (ручная). Конструкция соединений. ГОСТ 11533075. Электродуговая сварка (автоматическая, полуавтоматическая). Конструкция соединений. ГОСТ 9467-75, ГОСТ 9466-75. Электроды, присадочные материалы для электродуговой сварки. ГОСТ 14806-80. Электродуговая сварка алюминия.11.2. Неплавящиеся электроды
Неплавящиеся электроды применяют главным образом для сварки в защитном газе и плазменной сварки и резки. Неплавящнмися электродами служат вольфрамовая проволока - прутки. Вольфрам - тугоплавкий металл, температура его плавления достигает 4500 °С, поэтому при сварке его расход незначителен. Применение вольфрамовых электродов позволяет осуществлять аргонодуговую сварку раз* личных высоколегированных сталей и цветных ме« таллов без присадочного или с присадочным материалом, обеспечивая при этом хорошую защиту зоны сварки инертным газом. ГОСТ 23949-80 преду-, сматривает несколько марок вольфрамовых электродов:
ЭВЧ, которые изготовляют из вольфрама без легирующих примесей и поставляют в виде прутков длиной 77, 150, 200 и 300 мм при диаметре 1-10 мм и в мотках при диаметре проволоки 0,5 мм;
лантанированные ЭВЛ с присадкой 1-1,4 % оксида лантана - выпускают только в прутках. Они улучшают стабильность горения дуги и уменьшают расход электродов при сварке;
иттрированные ЭВИ-1 с присадкой 1,5-2,3% оксида иттрия обеспечивают более легкое зажигание дуги и малый расход электродного металла. Вольфрамовые электроды применяют также для плазменной резки, когда плазмообразующий газ не содержит кислорода. В качестве материала для электродов, работающих в кислородсодержащих средах, используют гафний и цирконий. Хотя теплофизические свойства этих материалов значительно ниже чем у вольфрама (теплопроводность и температура плавления), они менее подвержены окислению в кислородсодержащих средах.
Для улучшения теплоотвода и повышения термической стойкости при высокой температуре электроды из гафния или циркония заключают в специальные медные державки, укрепленные в плазмотронах. Кроме вольфрама, гафния и циркония неплавящимися электродами служат угольные и графитизированные стержни, применяемые для воздушно-дуговой резки стали и сварки меди. Угольные электроды изготовляют путем прессования и последующей термической обработки угольного порошка. Их изготовляют в виде стержней круглого и прямоугольного сечения. Для воздушно-дуговой резки изготовляют стержни круглого сечения марки ВДК, диаметром б, 8, 10, 12 мм и длиной 300 мм, а также плоские стержни марки ВДП, сечением 5x12 и 5X18 мм и длиной 350 мм. Для сварки изготовляют круглые стержни диаметром 4-18 мм и длиной 250 мм. Для улучшения теплофизических свойств и большей стойкости угольные стержни подвергают графитизации путем термической обработки при температуре 2600 °С. Графитизация уменьшает омическое сопротивление электродов в 4 раза, поэтому они меньше нагреваются, меньше окисляются (сгорают) и применяются при токе большей величины. Для этой же цели применяют омеднение поверхности электродов. При эксплуатации неплавящихся электродов следует придерживаться технологических правил, обеспечивающих качественное выполнение сварки или резки, а также меньший износ электрода в процессе работы, В частности, при сварке алюминия и его сплавов вольфрамовым электродом необходимо применять переменный ток и электроды ЭВЛ или ЭВИ. Сварка и резка угольным электродом, а также плазменная резка возможны только постоянным током прямой полярности. Сварка цветных металлов (кроме алюминия) вольфрамовым электродом должна выполняться постоянным током прямой полярности. Необходимо ткаже выполнять технологические рекомендации по заточке конца электрода и его закреплению.
Различие физических свойств электрода и изделия, особенно сильное, например, при сварке вольфрамовым электродом алюминиевых сплавов, приводит к тому, что напряжение на дуге в одном полупериоде резко отличается от напряжения в другом полупериоде. Температура конца вольфрамового электрода в несколько раз выше температуры ванны с расплавленным алюминием, поэтому условия возбуждения дуги в соседних полупериодах оказываются также различными.
Дуга возбуждается при низком напряжении, когда катодом является вольфрам. Для возбуждения дуги в следующем полупериоде требуется очень большое напряжение, так как термоэлектронная эмиссия с алюминия мала. Поэтому формирование катода на алюминии оказывается возможным лишь при больших пиках напряжения зажигания. Для обеспечения надежного зажигания дуги в этих полупериодах приходится использовать импульсные генераторы, чтобы не увеличивать чрезмерно напряжение холостого хода трансформатора.
Рассмотрим электрические процессы в идеальном источнике питания, который может быть представлен в схеме замещения одной индуктивностью (ссылка на рис.), при работе его на дугу, обладающую заметной разницей падения напряжения в соседних полупериодах. Диаграмма напряжений и токов в цепи дуги при сварке неплавящимся электродом приведена на рис.5.11.
Рис.5.11. Диаграмма напряжений и токов.
Допустим, что в положительном полупериоде ![]() , а в отрицательном
, а в отрицательном ![]() .
.
Основное уравнение дуги
![]() (5.1)
(5.1)
решение этого уравнения для положительного полупериода
![]() , (5.2)
, (5.2)
для отрицательного ![]() . (5.3)
. (5.3)
Т.к. рассматриваемая цепь не содержит активного сопротивления, то среднее значение напряжения дуги за период должно быть равно 0.
откуда ![]() , (5.5)
, (5.5)
Постоянные интегрирования С 1 и С 2 и фаза могут быть найдены из следующих условий:
i d =0; при =0, = 1 , и =2,
– включение в сварочную цепь ёмкости, препятствующей протеканию постоянного тока;
– включение в сварочную цепь встречного источника постоянного тока;
– включение в сварочную цепь нелинейного активного сопротивления, ограничивающего постоянную составляющую тока (рис 5.12).
Первый – наиболее распространенный способ, однако он требует включения дополнительной индуктивности.
Второй – более сложный и громоздкий, применяется в лабораторных условиях.
Третий - способ требует подбора сопротивлений и диодов для различных режимов сварки.
Существуют и другие эффективные способы, в частности, преобразователь может быть рассчитан на несимметричную кривую напряжения холостого хода, что позволяет устранит постоянную составляющую тока без каких – либо специальных мер.
Рис.5.12. Ограничение постоянной составляющей тока дуги
нелинейным сопротивлением.
Аналогичный эффект может дать использование нелинейных индуктивных сопротивлений, обладающих несимметричными зависимостями числа потокосцеплений от сварочного тока.
Неплавящиеся электроды
К атегория:
Электроды для дуговой сварки
Неплавящиеся электроды
Неплавящийся электрод или совсем не плавится в процессе дуговой сварки, или, если и плавится, то незначительно, и его материал не принимает существенного участия в образовании наплавленного металла и сварного шва.
Сварка ненлавящимся угольным электродом является старейшим способом дуговой сварки, первым изобретением Н. Н. Бенардоса. Известно несколько видов неплавящихся электродов, пригодных для использования в дуговой сварке. Угольные электроды представляют собой стержни из электротехнического угля, изготовляемого прессованием порошкообразной смеси из кокса и сажи, замешанных на каменноугольной смоле. После прессования стержни длительно обжигают в специальных печах без доступа воздуха. Они матово-черного цвета, твердые.
Длительным обжигом при очень высоких температурах уголь может быть превращен в кристаллическую разновидность - графит. Электроды из графита значительно лучше угольных, у графита выше электро- и теплопроводность, и он окисляется на воздухе медленнее, чем уголь, поэтому во всех случаях графитные электроды, производимые нашей промышленностью, следует предпочитать угольным. Графит темно-серого цвета с металлическим отблеском, мягок, оставляет следы на бумаге, как мягкий карандаш.
Уголь или графит - это единственный настоящий неплавящийся электрод. Уголь может быть расплавлен только при очень высоком давлении; под атмосферным давлением при нагревании До температуры 4800° С уголь не плавится, и испаряясь, переходит из твердого состояния непосредственно в газообразное. Проводились многократные опыты создания неплавящихся электродов из тугоплавких соединений, например карбидов; пока такие опыты не дали существенных результатов. Широко применяются электроды из вольфрама, самого тугоплавкого металла; темпе-Ратура его плавления 3370 °С, кипения - около 6000 °С.
Неплавящийся электрод может быть создан из такого легкоплавкого металла, как медь (температура плавления 1080 °С). В данном случае используется высокая теплопроводность меди. Медный стержень диаметром 15-20 мм с концом, заточенным на конус, может служить неплавящимся катодом дуги на токах до 15-20 а. Незначительное местное оплавление электрода далее не распространяется; охлаждаемый проточной водой он стоек на токах до 50-60 а. Совершенно исключительную стойкость в дуге, горящей на воздухе, имеет водоохлаждаемый медный электрод, снабженный на рабочем конце вставкой из металла циркония; здесь возможны токи до 300-600 а, дающие совершенно незначительный износ электрода. Цирконий не является особенно тугоплавким металлом (температура плавления 1930 °С, кипения 2900 °С); возможно, что его исключительная стойкость в качестве водоохлаждаемого катода дуги объясняется образованием поверхностной пленки окислов и нитридов циркония, защищающей электрод от воздействия воздуха и достаточно электропроводной для прохождения тока дуги.
Неплавящийся электрод применяется для сварки в основном металлов малых толщин, менее 1 мм, на воздухе без особой защиты и в различных защитных газах, а также для резки металлов, пайки, термообработки. Неплавящийся электрод широко используется в плазмотронах и горелках для получения плазмы для сварки и других целей.
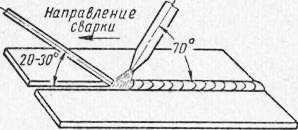
Рис. 1. Сварка угольной дугой
Неплавящиеся электродные стержни изготовляются дз чистого вольфрама, из вольфрама с присадками окислов тория, лантана или иттрия, электротехнического угля и прессованного графита.
Вольфрам - тугоплавкий металл (температура плавления 3410 °С), имеет достаточно высокую электропроводность и теплопроводность. При сварке вольфрамовым электродом на постоянном токе применяется прямая полярность.
Для электродов применяют стержни следующих марок: ЭВЧ - электродный вольфрам чистый; ЭВЛ -10 и ЭВД -20 - электродный вольфрам с присадкой 1-2% окиси лантана; ЭВТ -15 -- электродный вольфрам с окисыо тория; ЭВИ -30 - электродный вольфрам с 1,5-2% окиси иттрия. Присадки к вольфраму понижают потенциал ионизации и способствуют устойчивому гор нию дуги, а также позволяют увеличивать плотность тока на электроде. Для избежания окисления вольфрамового электрода сварка производится в инертном газе. Диаметр вольфрамовых электродов составляет 2-10 мм в зависимости от силы сварочного тока.


