Как устроен вертикально сверлильный станок схема. Большая энциклопедия нефти и газа
Сверлильный станок – идеальное оборудование для высокоточного сверления отверстий. Именно таковым было его первоначальное назначение. На современном сверлильном оборудовании не только выполняют отверстия идеально круглого сечения диаметром до 100 мм, но и, используя соответствующие приспособления и инструмент, производят множество других операций.
1 Назначение, устройство и принцип работы сверлильных станков
Основное назначение сверлильного станка – выполнение отверстий (сквозных и глухих) в заготовках и изделиях из различных материалов путем снятия стружки с использованием сверл в качестве режущего инструмента. Львиную долю всего парка этого вида оборудования составляют разнообразные станки промышленного назначения, и лишь незначительное количество типов относятся к бытовым, используемым только по своему прямому назначению, в личных или учебных целях. Промышленное оборудование помимо сверления может выполнять и другие операции, которые будут описаны далее.
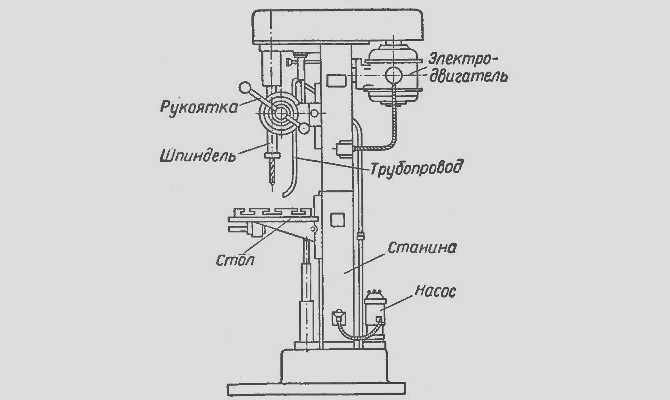
Общее устройство сверлильного станка и принцип его работы проще всего разобрать на примере бытовых типов этого оборудования. Все они достаточно компактны и для применения в домашней мастерской – идеальный вариант. предназначен для установки на столе или любом другом возвышении, обеспечивающем удобство его эксплуатации, и относится к вертикально-сверлильному. Это самый распространенный тип оборудования по конструктивному исполнению.
Конструкция бытового сверлильного станка включает следующие основные элементы:
- шпиндельную бабку с закрепленным в ней патроном под сверла;
- сверлильную головку, в которой установлены шпиндельная бабка и электродвигатель с ременным приводом;
- вертикальную стойку-колонну, на которой закреплена сверлильная головка;
- массивную станину – плоскую опору, выполненную из литого металла (стали или чугуна) и обеспечивающую устойчивость станка, к которой жестко закреплена стойка.
Сверлильный станок может быть просто установлен станиной на стол либо дополнительно закреплен болтами через отверстия в опоре к верстаку.
Сверление на станке, а при использовании промышленного оборудования и другие операции, производятся за счет основного и вспомогательного движений шпинделя – вращения и поступательного перемещения подачи соответственно.
У вертикальная подача – шпиндель перемещается сверху вниз. Поэтому он и относится к вертикально-сверлильному оборудованию. Перемещение шпинделя производится вручную с помощью специальной ручки подачи.
2 Работа и взаимодействие узлов станка для домашней мастерской
Шпиндель приводится во вращение электродвигателем. На бытовых станках он может быть мощностью 250–1000 Вт. Вращение вала электродвигателя передается на шпиндель через привод последнего посредством ременного механизма, включающего шкивы под V-образный ремень. На многих станках можно регулировать скорость вращения сверла. В их ременном приводе стоят шкивы с несколькими канавками (дорожками) разного диаметра под ремень. Чтобы поменять скорость вращения шпинделя сначала надо выключить сверлильный станок. Затем перекидываем ремень из одного положения на шкиве в другое и включаем электродвигатель. Так можно изменять скорость в пределах 450–3000 об/мин. Какую-либо меньшую скорость устанавливают, когда надо сверлить большие отверстия в древесине твердых пород и металлах.
Патрон под сверла у бытового оборудования идентичен установленному на электродрелях и обычно рассчитан на сверла, диаметр которых до 12 мм. Он имеет 3 самоцентрирующихся кулачка, охватывающих и зажимающих хвостовик инструмента. Специальным ключом патрон запирают или ослабляют, чтобы, соответственно, зафиксировать или извлечь сверло.

Максимальная высота заготовок, в которых может быть просверлено отверстие на бытовом станке, – 20–90 см. На различных типах оборудования она разная. Зависит от высоты самого верхнего положения сверлильной головки, которую можно поднимать и опускать по стойке-колонне. На самых маленьких легких станках это обычно делают, перемещая руками непосредственно сам сверлильный модуль, а на моделях побольше и потяжелее – с помощью специального привода, снабженного рукоятью или штурвалом. В нужном положении головку фиксируют предназначенной для этого ручкой. Этим же способом регулируется глубина просверливаемых отверстий и минимальная высота заготовок, так как максимальный вылет вниз патрона, установленного на шпинделе, при его подаче невелик – в зависимости от типа станка 5–40 см.
Другая важная характеристика сверлильного станка – вылет сверла. Это расстояние между центральной вертикальной осью сверла либо иного инструмента, закрепленного в патроне, и стойкой. Чем оно больше, тем лучше – от этого зависит насколько далеко от края заготовки можно просверлить отверстие. Величина вылета у бытового станка 10–20 см.
Станина оборудования должна быть достаточно тяжелой и большой – соразмерной его весу и габаритам. Иначе она не сможет обеспечивать приемлемую устойчивость станка и стабильность его работы. Верхняя сторона станины, обращенная к патрону, выполняет функции рабочего стола. Она частично или полностью имеет идеально ровную плоскую поверхность с несколькими прорезями: центральная обеспечивает просверливание сквозных отверстий без взаимного повреждения стола и сверла, а боковые могут использоваться для установки тисков, шаблонов и упоров.

Сверло, закрепленное в патроне, опускают на заготовку, нажимая на ручку подачи рычажного типа, установленную на сверлильной головке справа. Она подпружинена и при прекращении воздействия на нее в исходное положение возвращается сама, автоматически. Возвратный механизм на некоторых станках можно заблокировать затяжным рычагом, чтобы ручка, а, значит, и сверло остались в определенном положении.
Управление работой электродвигателя осуществляется кнопками его пуска и остановки. Может также быть переключатель обратного вращения – реверса. Напряжение питания электродвигателя обычно 220 В.
3 Дополнительное оснащение бытового оборудования
Сверлильный станок может быть оснащен специальным рабочим столом, закрепленным консольно на стойке. На одних моделях оборудования его можно опускать и поднимать вручную, а затем фиксировать в необходимом положении стяжным болтом. На других для этого установлен реечный механизм подачи, приводимый в действие рычажной рукоятью. Таким образом, с помощью подвесного стола можно регулировать высоту установки заготовки и глубину просверливаемых отверстий. В нем тоже есть прорези. Они предназначены для тех же целей, что и у рабочего стола станины.

Сверлильный станок с таким оснащением бывает 2-х типов. У первого станина конструктивно предназначена только для выполнения основной своей функции – быть опорой, а у второго – быть еще и дополнительным рабочим столом, как это было описано выше. Оборудование может быть оснащено наклонным подвесным столом – его можно повернуть относительно вертикальной оси. Выбирать следует сверлильный станок, стол которого можно наклонить под углом в 45°.
Сверлильный станок может быть оснащен механизмом для регулировки глубины сверления. Чтобы им воспользоваться, необходимо сбоку заготовки отметить требуемую глубину отверстия. Затем опустить патрон до уровня, на котором кончик сверла встанет вровень с меткой, и закрутить затяжной рычаг регулятора глубины, ограничивая тем самым ход инструмента.
Многие модели оборудования оснащаются ограждением – защитным экраном. Его назначение – предотвращать попадание и затягивание на вращающийся патрон элементов свободной одежды и длинных волос. Обычно защита выполнена из прозрачного пластика, и ее можно поднимать, а перед сверлением опускать и поворачивать так, чтобы надежно закрыть патрон станка.
4 Виды промышленных станков – весь спектр работ по сверлению отверстий
За исключением некоторых специализированных практически все промышленные станки универсальны – на них можно не только сверлить, но и выполнять ряд других операций. Используемые в металлообработке станки делятся на:
- Настольные – применяются для сверления и обработки отверстий небольших диаметров. Их выпускают под максимальный диаметр инструмента 3, 6, 12 и 16 мм.
- Вертикально-сверлильные или их еще классифицируют как колонные. Они служат для выполнения работ с отверстиями, диаметр которых может достигать 18, 25, 35, 50 и 75 мм. Колонные станки используют при выполнении обработки деталей и заготовок сравнительно небольших размеров в ремонтных цехах, условиях мелкосерийного и индивидуального производства.
- Радиально-сверлильные – на них обрабатывают крупногабаритные и тяжелые заготовки, а также детали, у которых отверстия расположены по дуге окружности. Это обеспечивается за счет большого вылета шпинделя – 1300–2000 мм. Причем на этом оборудовании совмещение осей инструмента и отверстий производят перемещением шпинделя, а деталь остается неподвижной.
- Координатно-сверлильные – применяют при работах с деталями, к которым по точности взаимного размещения отверстий будут предъявлены особо высокие требования.
- Горизонтально-сверлильные (глубокого сверления) – на них обычно обрабатывают глубокие отверстия, например, в валах, осях, штоках, стволах артиллерийских и стрелковых систем.
- Центровальные – используются для изготовления центровых отверстий, которые просверливают в торцах заготовок.
- Многошпиндельные – на этом оборудовании одновременно обрабатывают (главным образом сверлят) до нескольких десятков отверстий, причем это может производиться с разных сторон и в различных плоскостях: как горизонтальной и вертикальной, так и под наклоном.
- Различные комбинированные – помимо всех работ с отверстиями на них выполняют любые операции, обеспечиваемые дополнительным оснащением. На сверлильно-фрезерных – все фрезерные, на сверлильно-токарных – токарные и так далее: сверлильно-долбежные, нарезные, расточные.

На всех этих станках можно обрабатывать не только различные металлы, но и другие материалы. Наиболее широкое распространение получило вертикально- и горизонтально-сверлильное оборудование. Станки, оснащенные ЧПУ, обеспечивают частичную либо полную автоматизацию процесса обработки отверстий и значительно повышают ее точность. Многошпиндельное оборудование в ином исполнении не производится – только с встроенным компьютером.
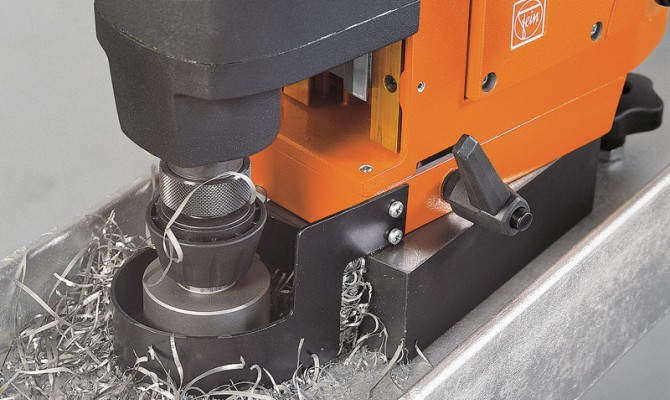
Следует упомянуть несколько видов специализированного сверлильного оборудования. Магнитные станки – их используют, когда невозможно или затруднительно выполнить работы на стационарном оборудовании. За счет небольшого веса их вручную переносят до нужного места металлоконструкции, где устанавливают на последнюю в любом пространственном положении. Удерживает сверлильный станок мощное магнитное основание. Этим оборудованием выполняют работы на судах, мостах, пролетных строениях, балках, трубопроводах.
Для деревообработки производят специализированные станки: одно- и многошпиндельные горизонтальные и вертикальные, а также с поворотным шпинделем. На этом оборудовании помимо сверления отверстий удаляют сучки, делают гнезда, пазы и так далее.
На мебельных фабриках используют различные типы сверлильно-присадочного оборудования. Эти станки обеспечивают высокое качество и точность получаемых отверстий, гибкость производственного процесса.
5 Устройство промышленного оборудования и виды производимых работ
Устройство сверлильного станка промышленного исполнения гораздо сложнее, чем у используемого в домашней мастерской, даже если у него всего один шпиндель. Подача осуществляется автоматически электродвигателем, но может переключаться и на ручное управление. Скорость подачи и вращения шпинделя регулируются. Для этого установлены коробка и механизм переключения скоростей подачи и такие же узлы управления вращением.
Все приводы и механизмы имеют более сложное и надежное исполнение. Есть автоматическое реверсирование подачи и вращения инструмента при достижении необходимой глубины обработки отверстия. Сверлильный станок оснащен автоматической системой подачи охлаждающей жидкости в зону обработки. Может быть установлен механизм подвода шпинделя к месту сверления неподвижно закрепленной заготовки и многое другое.

Все операции могут быть автоматизированы и управляться ЧПУ. В этом случае при работе на сверлильном станке достаточно только задать вид выполняемой операции и установить в патрон нужный инструмент, а оборудование само выберет необходимые режимы ее проведения.
В зависимости от типа и назначения сверлильного станка по металлу на нем помимо сверления и рассверливания отверстий можно выполнить несколько видов работ. Самые распространенные операции, с которыми справится практически любое современное промышленное оборудование, это:
- зенкерование – позволяет получить у готового отверстия меньшую шероховатость и более высокую точность (квалитет) поверхности, чем после сверления;
- развертывание отверстий – чистовая обработка, по своей сути схожая с зенкерованием, но обеспечивающая меньшую шероховатость и более высокий квалитет поверхности;
- зенкование – получение в верхней части отверстий фасок, конических и цилиндрических углублений.

При работе на сверлильных станках в первую очередь следует соблюдать все необходимые требования техники безопасности, так как в процессе использования этого оборудования оператор может быть подвергнут воздействию вредных и опасных факторов:
- движущихся механизмов и элементов станка;
- возможности поражения электротоком;
- падающих материалов, предметов, заготовок или выбрасываемых из рабочей зоны плохо закрепленных деталей.
При работе на сверлильных станках следует пользоваться только исправными приспособлениями, инструментами и исключительно в соответствии с их прямым назначением.
Сверление на станках и с помощью дрелей выполняют по следующим общим правилам. В процессе разметки заготовки у будущих отверстий кернером надо обязательно отметить центры. Это обеспечит в начале сверления установку инструмента в сделанное углубление, что будет способствовать большей точности.

Пользоваться следует только хорошо заточенным инструментом. Затупленный не только формирует некачественные отверстия, но еще и сам быстрее приходит в негодность. , зенкеров и других режущих инструментов следует производить своевременно на специальном станке и с соблюдением предусмотренных углов и правил.
Во время сверления металлов и их сплавов из-за трения используемый инструмент сильно нагревается, что вызывает его быстрый износ. Чтобы снизить температуру сверла и повысить его стойкость, при работе на сверлильных станках используют различные охлаждающие жидкости, в том числе воду.
Выполняя глубокое сверление заготовок большой толщины, если глубина отверстия превышает 5 диаметров инструмента, его надо периодически извлекать из отверстия и освобождать от стружки, которую можно просто выдувать. Иначе сверло может заклинить.

Ступенчатые отверстия получают 2-мя способами:
- Сначала сверлят с наименьшим диаметром, потом (до нужной глубины) – большего и последним – наибольшее отверстие.
- Противоположен первому: сначала сверлят с наибольшим диаметром, а последним – отверстие с наименьшим.
Чтобы композиционные материалы во время сверления не растрескивались, перед началом работ их надо, залив водой, заморозить. Высокопрочные материалы – чугун, сталь и ее сплавы – обычные сверла плохо или вообще не берут. Чтобы их просверлить, лучше пользоваться алмазным инструментом или с победитовыми наконечниками.
Лабораторная работа
Производство и промышленные технологии
Станок 2Н135 рис. Стол 2 имеет Тобразные пазы для крепления тисков приспособлений или детали. Рис. Краткая техническая характеристика станка 2Н135 Размеры рабочей поверхности стола мм ширина х на длину 450x500 Наибольший диаметр сверления в стали мм 35 Конус Морзе шпинделя №4 Наибольшее вертикальное перемещение стола мм 300 Число ступеней частоты вращения шпинделя 12 Частота вращения шпинделя мин1 315; 45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400 Число ступеней подач шпинделя 9 Подачи шпинделя мм об 01; 014; 02;...
Устройство вертикально-сверлильного станка и его настройка на обработку отверстий
Цель работы: ознакомиться с назначением, устройством и кинематической схемой вертикально- сверлильного станка, обработкой отверстий и применяемыми режущими инструментами, настройкой и наладкой станка.
Оборудование и материалы. Вертикально-сверлильный станок, тиски машинные, заготовка из стали СтЗ размерами 100 x 150 x 50 мм; сверла 015; 28 мм; зенкер 029, 75; развертки 029, 95 и 30 Н7; зенковка 030 мм; переходные втулки с конусом Морзе КМ4-3; 4-2; штангенциркуль; эталоны шероховатости.
Вертикально-сверлильные станки предназначены для получения отверстий в сплошном металле заготовок с помощью сверл и их последующей обработки с помощью зенкеров, разверток, зенковок, цековок, метчиков, резцов, комбинированных инструментов в условиях индивидуального и мелкосерийного производства.
Станок 2Н135 (рис.1) имеет следующие основные узлы: плиту 1, колонну 3, стол 2, шпиндельную бабку 6. Режущий инструмент закрепляется во внутреннем конусе (Морзе №4) шпинделя 4. Плита 1 является основанием станка, а внутренняя ее полость резервуаром для охлаждающей жидкости. Вертикальные направляющие колонны 3 позволяют перемещать шпиндельную бабку 6 и стол 2 в положение, удобное для работы. Для уравновешивания шпиндельной бабки внутри колонны, подвешен груз. Стол 2 имеет Т-образные пазы для крепления тисков, приспособлений или детали. На шпиндельной бабке б размещены электродвигатель и механизмы привода главного движения и подач, механизмы включения вращения шпинделя, шпиндель и органы управления станком.
Рис.1. Вертикально-сверлильный станок 2Н135
Для сверления отверстия, вращая штурвал 5 "на себя", опускают шпиндель. Подача шпинделя включается автоматически, когда сверло упирается в обрабатываемую поверхность. Глубина сверления настраивается кулачком 12, нарезание резьбы кулачком 14. Кулачки устанавливают по лимбу 13. Подъем шпинделя осуществляют вращением штурвала 5 "на себя". При этом отключается подача шпинделя.
Рукоятка 7 включает требуемую частоту вращения шпинделя. Рукояткой 11 включают нужную подачу. Включение станка в сеть осуществляют выключателем 9, а подачу охлаждающей жидкости выключателем 10. Кнопки управления 8 позволяют включать или отключать шпиндель.
Краткая техническая характеристика станка
2Н135
- Размеры рабочей поверхности стола,
мм (ширина х на длину) 450 x 500
- Наибольший диаметр сверления
в стали, мм 35
- Конус Морзе шпинделя №4
- Наибольшее вертикальное перемещение
стола, мм 300
- Число ступеней частоты вращения шпинделя 12
- Частота вращения шпинделя, мин -1 31,5; 45; 63; 90;
125; 180; 250; 355; 500; 710; 1000; 1400
- Число ступеней подач шпинделя 9
- Подачи шпинделя, мм/об 0,1; 0,14; 0,2;
0,28; 0,4; 0,56; 0,8; 1,12; 1,6
- Мощность электродвигателя привода главного движения, кВт 4 Кинематическая схема станка приведена на рис.2. Цепь
главного движения соединяет электродвигатель Ml со шпинделем У1 через коробку скоростей с блоками 25-30-35, 35-42, 50-15. Уравнение баланса кинематической цепи привода главного движения:
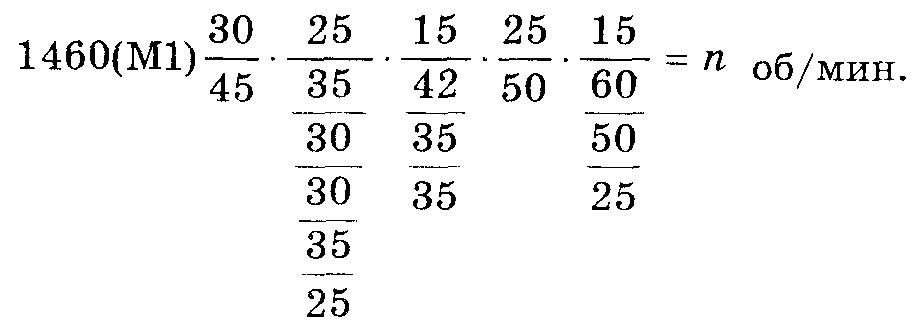
На станке можно настроить 12 различных частот вращения шпинделя в диапазоне п шп = 31,5-1400 об/мин,
Вертикальные подачи осуществляются за каждый оборот шпинделя и втулки от колеса z = 34. Эта цепь состоит из постоянных зубчатых передач 34/60 и 10/54, передач коробки подач с блоками 16-31-45 и 26-31-36, соединительной муфты М2, предохранительной муфты МЗ, червячной передачи 1/60 и реечной шестерни 2 = 13, которая перемещает рейку т = 3 мм и гильзу 4 шпинделя.
Уравнение баланса этой кинематической цепи:
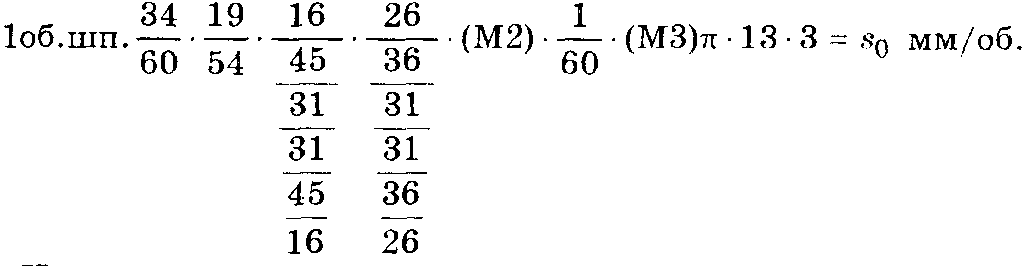
На станке можно настроить девять различных подач в диапазоне s п = 0,1-1,6 мм/об.
Перемещение шпинделя вручную производится вращением штурвала с подачей
S в = 122,46 мм/об.
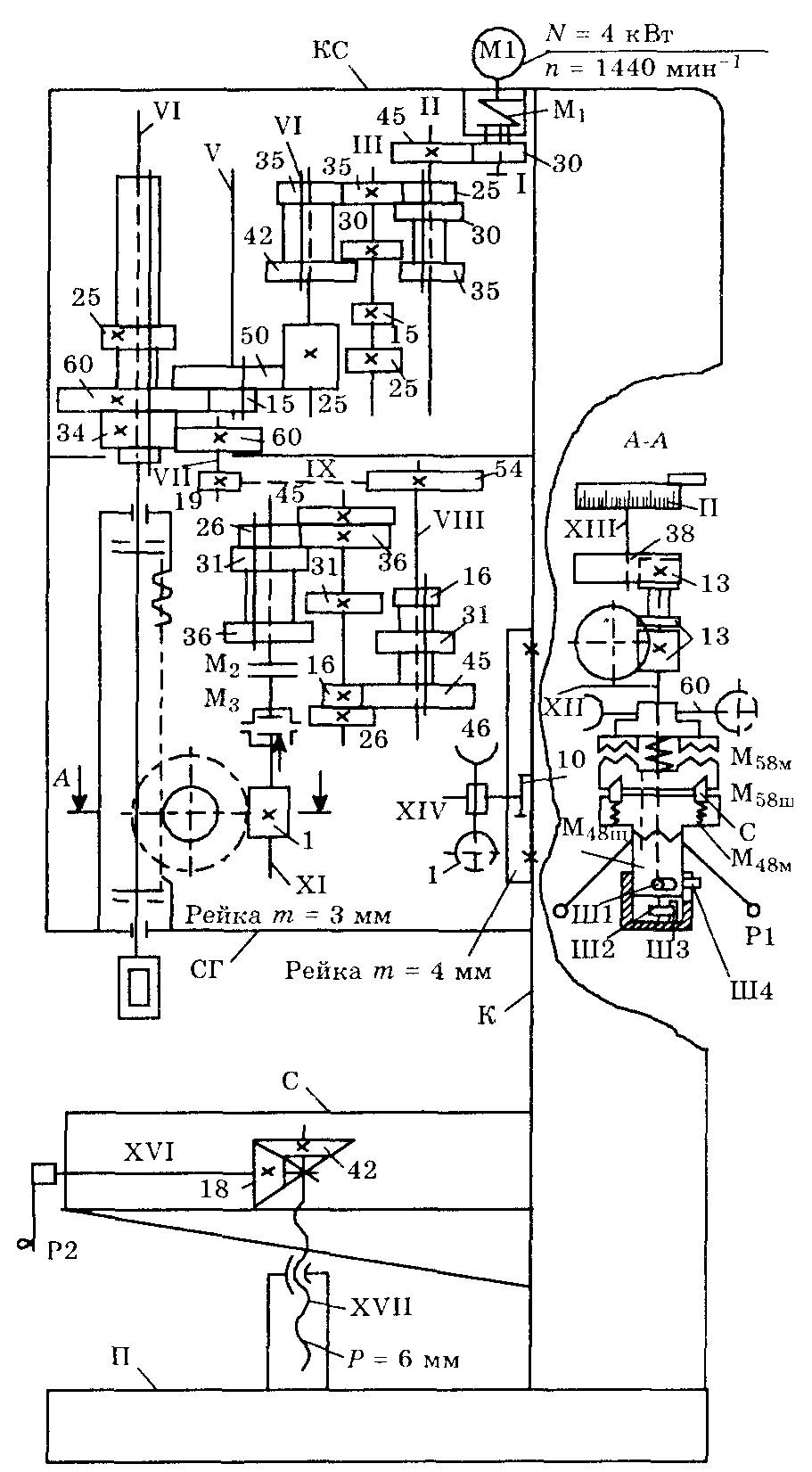
Рис.2. Кинематическая схема вертикально-сверлильного станка 2Н135
Формообразование отверстий на вертикально-сверлильных
станках
На вертикально-сверлильных станках для формообразования отверстий используются следующие методы.
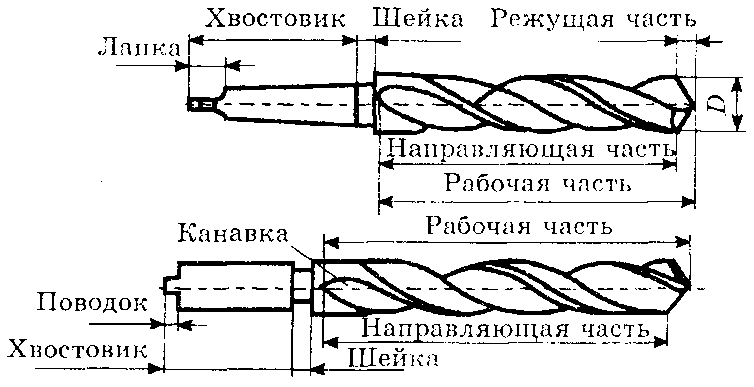
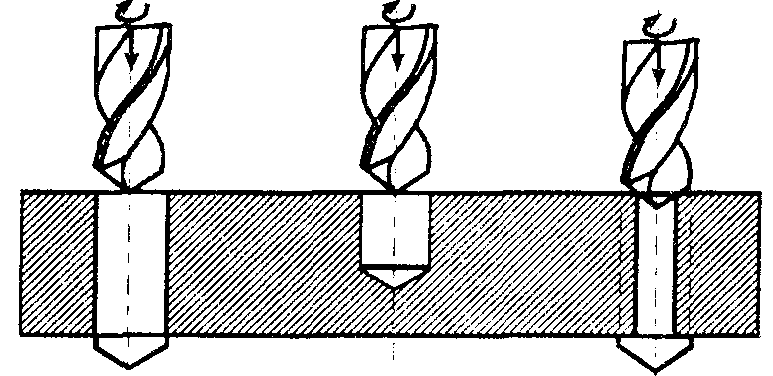
1. Сверление в сплошном металле и рассверливание спиральными, перовыми и шнековыми сверлами (рис.3, а, б, в) Спиральные сверла используются для получения отверстий диаметром d = 0,3-85 мм и глубиной до 10 d , перовые диаметром d = 6...40, шнековые диаметром d = 5...20 для отверстий глубиной до 30 d . Сверлением обеспечивается 14-12 квалитет точности и шероховатость поверхности 12-25 мкм. Спиральное сверло (рис.4) является двухзубым инструментом и состоит из рабочей части, шейки, цилиндрического или конического хвостовика, лапки. Рабочая часть состоит из режущей с двумя главными режущими кромками, поперечной режущие (перемычкой) и направляющей части с двумя
вспомогательными кромками (ленточками) на винтовой поверхности зубьев и канавками для выхода стружки. Перовое сверло представляет одно или двухступенчатую лопатку и применяется при тяжелых условиях работы. Шнековое сверло имеет треугольный шлифованный профиль стружечных канавок и плоскую заточку передних и задних поверхностей.
2.Зенкерование отверстий, полученных в отливках, поковках или штамповках или ранее просверленных с помощью цельных и насадных зенкеров. Зенкер является 3-х или 4-х-зубым инструментом, что обеспечивает лучшее его центрирование отверстии и большую жесткость. Припуск на зенкерование составляет 0,5-3 мм. При зенкеровании обеспечивается 11 квалитет точности и шероховатость поверхности R a = 3,2-6,3 мкм.
3.Развертывание (рис.5) точных отверстий с помощью разверток: ручных или машинных, цилиндрических, конических и ступенчатых; с прямыми и винтовыми канавками, право- и леворежущих. Развертка имеет 6-12 зубьев,
высокую жесткость. Припуск на развертывание составляет: при черновом 0,15- 0,5 мм; чистовом 0,05- 0,15 мм. Обеспечивается 9-7 квалитет точности и шероховатость поверхностей, R a = 0,8-1,6 мкм и менее.
4.Зенкование и цекование обработка конических (рис.6, а, б) и торцовых (рис.6, в) поверхностей отверстий и "горцев бобышек (рис.6, г).
5.Растачивание с помощью расточных резцов, закрепленных в концевых оправках.
6.Нарезание резьб с помощью машинных метчиков, типы метчиков приведены на рис.8.
 7. Метод пластического деформирования с помощью раскатных роликов и калибрующих устройств
7. Метод пластического деформирования с помощью раскатных роликов и калибрующих устройств
Рис.3. Сверление и рассверливание отверстий Рис. 4. Спиральное сверло
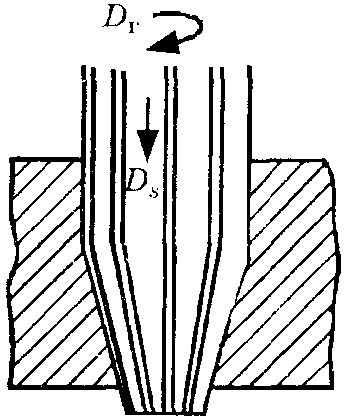
Рис.5. Рассверливание отверстий развертками
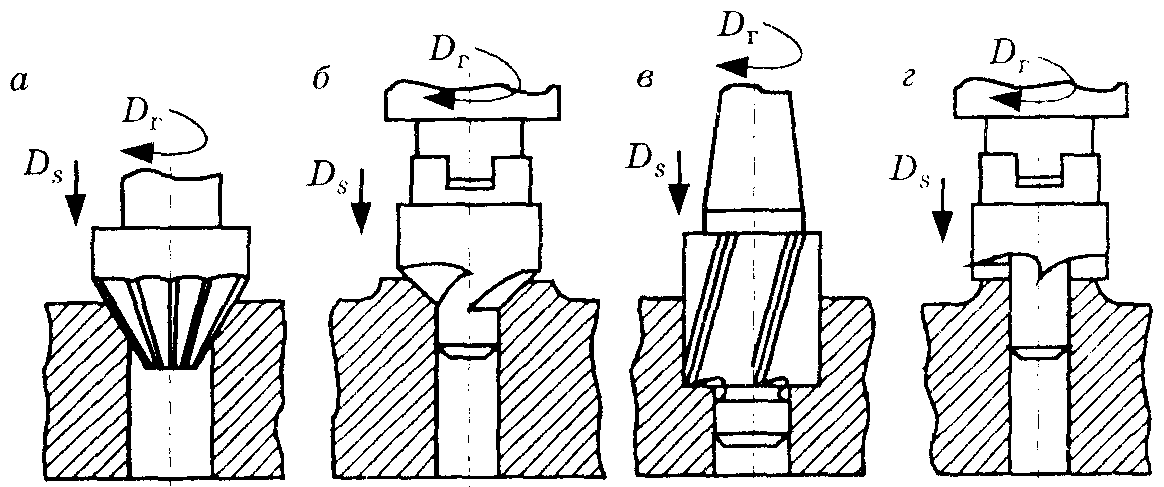
Рис.6. Схемы обработки отверстий
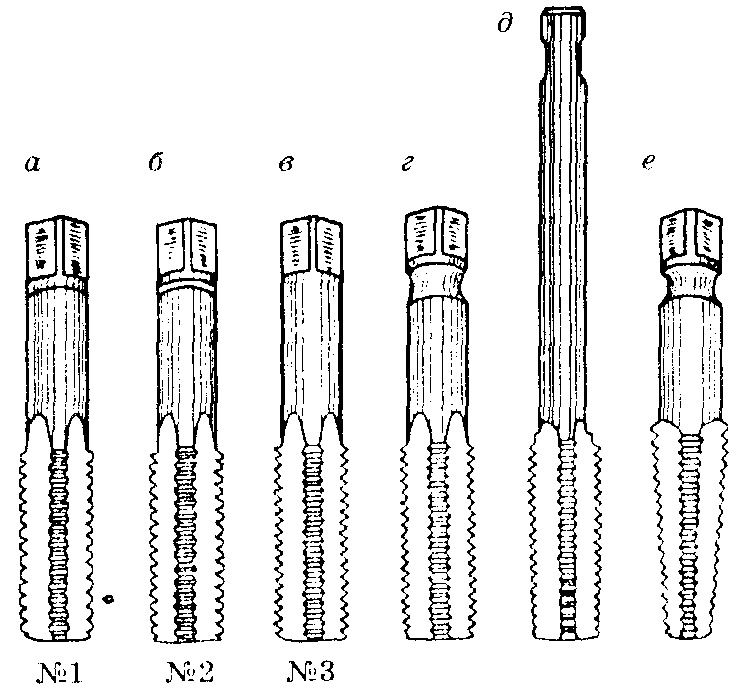
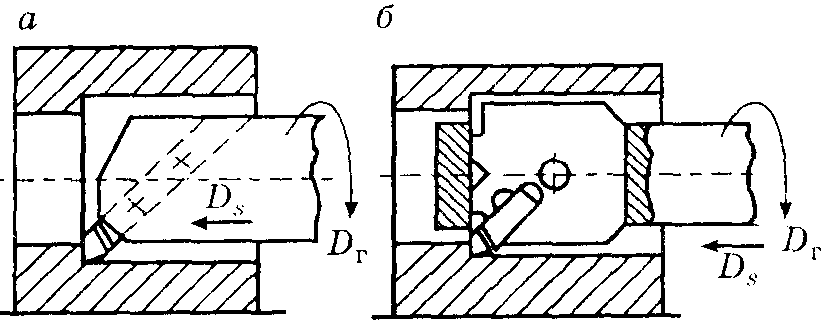
Рис.7. Схема растачивания отверстий резцом (а) и плавающим блоком (б)
Рис.8. Типы метчиков: а ручные (№1 черновой, №2 средний, №3 чистовой), б машинно-ручные, в машинные, г конические
8. Обработка комбинированными инструментами: сверло- зенкер, сверло-зенковка, сверло-метчик, сверло-развертка и др.
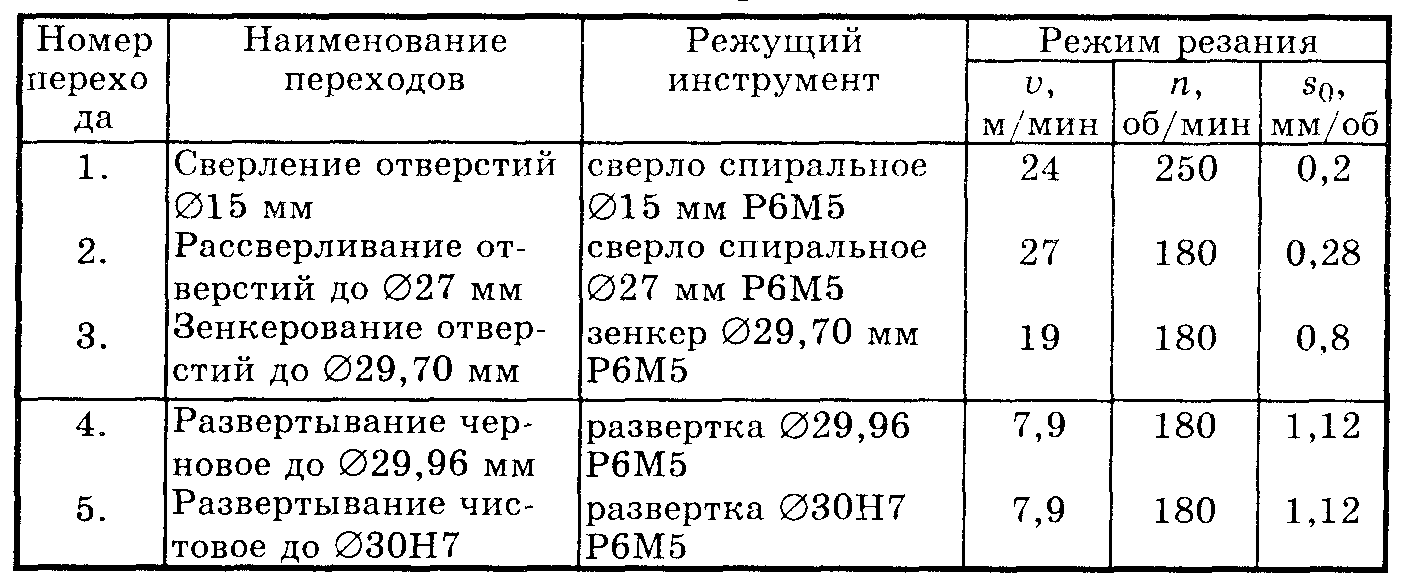
Настройка станка на обработку отверстия 03ОН7
Формообразование отверстия, 03ОН7 (7 квалитета точности) с шероховатостью поверхностей R a = 1,6 мкм в сплошном металле рекомендуется вести в последовательности:
- сверление отверстия спиральным сверлом 015 мм;
- рассверливание отверстия сверлом 028 мм;
- зенкерование отверстия зенкером 029,75 мм;
- развертывание черновое разверткой 029,95 мм;
- развертывание чистовое разверткой 03ОН7.
Условия обработки отверстия 03ОН7 приведены в табл.1.
Таблица 1
Условия обработки
А также другие работы, которые могут Вас заинтересовать |
|||
| 79178. | Техника и технознание в контексте современной глобалистики. Техника как коммуникативная стратегия современности | 28 KB | |
| Техника и технознание в контексте современной глобалистики. Техника как коммуникативная стратегия современности. Широкий смысл понятия техники: искусственный или организованный прием усиливающий улучшающий или облегчающий действие техника письма техника плавания техника вопросов и т. Созидательный характер техники: техника есть основание на котором стоит техногенная цивилизация: в аспекте творчества: средство реализации сущностных сил человека форма материализации потенций человека и природы во всем их многообразии; в аспекте... | |||
| 79180. | Этический аспект развития техники и технознания. Нравственное измерение научной деятельности и технического проектирования, проблема свободы и ответственности | 15.99 KB | |
| Этический аспект развития техники и технознания. Вместе с тем прогресс науки и техники дает людям не только блага а многие открытия несут угрозу существованию человечества и всей жизни на Земле. 2 уровня восприятия техники: Позитивный. | |||
| 79181. | Теологические концепции техники. Техника как часть религиозного опыта, соотношение технознания с феноменальным и ноуменальным | 12.83 KB | |
| Теологические концепции техники. Концепция техники как встречи с Богом Фридриха Дессауэра 1881-1963. Работы Техническая культура 1908 Философия техники. Проблема реализации 1927 Душа в сфере техники 1945 и Споры вокруг техники 1956. | |||
| 79182. | Философские аспекты технических инноваций. Техническое изобретение и научное открытие в их соотношении | 33 KB | |
| Очень часто говоря о новациях имеют в виду обнаружение новых явлений как сенсационных так и достаточно рядовых. К числу новаций следует причислить также введение новых понятий и новых терминов. Можно говорить например об изменении исследовательских программ включая сюда создание новых методов и средств исследования и об изменении программ коллекторских т. о постановке новых вопросов об открытии или выделении новых явлений о появлении новых способов систематизации знания. | |||
| 79183. | Экологический дискурс технознания | 29.5 KB | |
| Проблемы негативных социальных и других последствий техники проблемы этического самоопределения инженера возникли с самого момента появления инженерной профессии. Сегодня человечество находится в принципиально новой ситуации когда невнимание к проблемам последствий внедрения новой техники и технологии может привести к необратимым негативным результатам для всей цивилизации и земной биосферы. Кроме того мы находимся на той стадии научнотехнического развития когда такие последствия возможно и необходимо хотя бы частично предусмотреть и... | |||
| 79184. | Техника и технознание в рамках синергетической парадигмы. Техника как самоорганизующаяся система | 22.5 KB | |
| Шеррингтон называл синергетическим или интегративным согласованное воздействие нервной системы спинного мозга при управлении мышечными движениями. Забуский в 1967 году пришёл к выводу о необходимости единого синергетического подхода понимая под этим совместное использование обычного анализа и численной машинной математики для получения решений разумно поставленных вопросов математического и физического содержания системы уравнений. Синергетический подход в естествознании Основные принципы Природа иерархически структурирована в... | |||
| 79185. | Техника и технознание в футурологических теориях. Особенности развития техники в постиндустриальном обществе | 15.58 KB | |
| Концепция информационного общества является разновидностью теории постиндустриального общества. Капитал и труд как основа индустриального общества уступают место информации и знанию в информационном обществе. Теория технотронного общества по З.Бжезинскому социологическая концепция исходящая из того что новые технологии и электроника являются решающим фактором социально-экономических изменений и социального прогресса конвергенции различных систем и предопределяют вступление общества в технотронную эру. | |||
| 79186. | Философский дискурс техники и технознания, его сущность, предмет и специфика в общей системе философского знания. Философия науки и философия техники в их соотношении | 38 KB | |
| Здесь переплетается несколько критических путей развития естествознания и технознания: развитие теории подобия освоение новых форм подобия физических процессов в том числе на основе принципов симметрии спиральноколиброванных фиббоначиевыми рядами процессов развития в природе освоение технологий гибридного моделирования в том числе на основе теории гибридных интеллектуальных систем В. Венда; развитие термодинамического и вышедшего из него синергетического моделирования; развитие теории планирования эксперимента на базе... | |||
Станок мод. SB 501/1 (рис. 7.1) предназначен для сверления, рассверливания, зенкерования и развёртывания отверстий в различных деталях, а также для торцевания и нарезания резьбы машинными метчиками.
Рис. 7.1. Настольный вертикально-сверлильный станок мод. SB 501/1:
1 - опорная плита, 2 – сверлильный стол, 3 - защитный кожух, 4 - сверлильный патрон, 5 - шпиндель, 6 - корпус, 7 - крышка, 8 - коробка передач, 9 - двигатель, 10 - рукоятка, 11 - стойка, 12 - винт зажима стола.
На станке мод. SB 501/1обрабатывают детали сравнительно небольших размеров и веса. Станок представляет собой опорную плиту 1 со стойкой 11 , по которой передвигается и устанавливается на нужной высоте поворотный сверлильный стол 2 . Станок имеет ременную коробку передач 8 , которая расположена в верхней части корпуса и закрывается крышкой 7 . К корпусу шпиндельной бабки прикреплён двигатель 9 . Режущий инструмент закрепляется в патроне 4 , который крепится на шпинделе 5 . При помощи рукоятки 10 осуществляется вертикальное перемещение шпинделя. Для включения станка предназначен выключатель зелёного цвета, для выключения – красного цвета. Вращательный момент с вала двигателя передаётся через коробку передач шпинделю.
Шпиндель 5 вращается (главное движение В 1 ) с частотой 277-2440 об/мин холостого хода. Обрабатываемая заготовка устанавливается на сверлильном столе 2, имеющем установочные вертикальное П 1 и вращательные В 2 перемещения вокруг стойки станка и В 3 вокруг оси перпендикулярной оси стойки 11 . Фиксация стола осуществляется винтом зажима 12 . Движение подачи П 2 осуществляется рычажным устройством при нажиме пальца на рукоятку 10.
Технические характеристики станка представлены в табл.7.1.
Таблица 7.1 - Технические характеристики станка:
Назначение, устройство и принцип работы устройства сверлильного
Устройство сверлильное с приводом предназначено для сверления отверстий в заготовках из древесины и других материалов в бытовых условиях. Электропривод по своим характеристикам относится к бытовым электрическим приборам с классом защиты II по ГОСТ 27570.0.-87.
Основные технические характеристики устройства приведены в таблице 7.2
Таблица 7.2 – Технические характеристики сверлильного устройства
|
Диаметр сверла, мм | |
|
Ряд номинальных частот вращения шпинделя, мин -1 | |
|
Напряжение переменного однофазного тока частотой 50 Гц номинальное, В | |
|
Мощность потребляемая номинальная, Вт | |
|
Режим работы повторно-кратковременный работа, мин пауза, мин | |
|
Шпиндель с резьбой | |
|
Диапазон расстояний от оси посадочного места род электропривод до оси стойки, мм Без переустановки С переустановкой | |
|
Диапазон расстояний от верхней плоскости посадочного места род электропривод до основания, мм Без штанги Со штангой | |
|
Рабочая глубина сверления, мм, не более | |
|
Габаритные размеры, мм, не более | |
|
Масса, кг, не более |
Сверлильное устройство (рис.7.2) состоит из основания, электропривода и механизмов вертикального и горизонтального перемещений. К основанию 1, на котором могут быть установлены тиски или закреплена обрабатываемая деталь, при помощи винтов крепится вертикальная рейка 2, которая несет на себе кронштейн 9 с траверсой 3. На траверсе установлен электропривод 4 с редуктором, который заканчивается шпинделем 5. На шпиндель наворачивается сверлильный патрон 6.
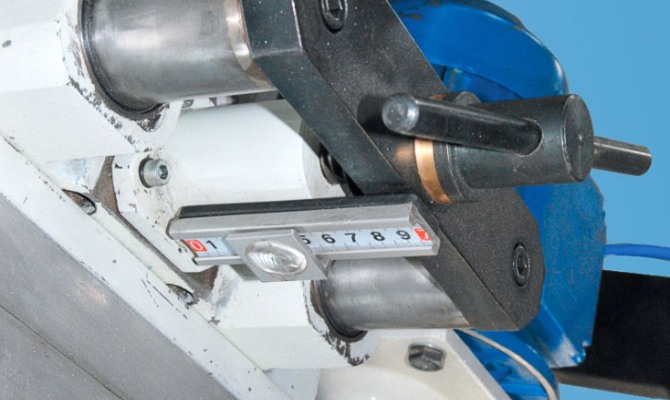
Электропривод имеет возможность перемещаться по траверсе в горизонтальном направлении за счет реечной передачи с помощью рукоятки 7, величина перемещения отсчитывается по лимбу отсчетного устройства 8. После позиционирования оси шпинделя в нужном положении, его необходимо зафиксировать на траверсе вращением ручки 9.
Механизм вертикального перемещения представляет собой прямозубую реечную передачу, зубчатое колесо которого вместе с кронштейном 9 перемещается по рейке 2, при повороте рукоятки 10. Величина перемещения отсчитывается по лимбу отсчетного устройства 11.
В отверстие кронштейна 9 проходит регулировочный стержень в сборе 12, связанный с хомутом 13, который служит для фиксации глубины сверления и вместе с пружиной 14 для возврата траверсы в верхнее положение. Фиксация кронштейна 9 и хомута 13 на рейке 2 производится рукояткой 15 и гайкой 16. От поворота кронштейна 9 вокруг рейки 2 предотвращают шпонки.
Сверлильный станок является универсальным оборудованием, с помощью которого можно выполнять операции по формированию отверстий с различной конфигурацией. Для ознакомления с устройством рекомендуется изучить компоновку самой популярной модели с вертикально расположенным шпинделем.
Общие сведения о конструкции
Независимо от того, как выполнено устройство сверлильного станка, принцип его работы остается одинаков для всех типов. С помощью вращающегося сверла происходит обработка деревянных, металлических или полимерных изделий.
Для выполнения этой операции конструкция станка должна состоять из плиты-основания, на которую монтируются другие компоненты оборудования. В вертикально ориентированных моделях сверлильный блок устанавливается на опорную стойку. Она может выполнять две функции – фиксация обрабатывающей части и ее смещение в вертикальной плоскости.
Кроме этого к особенностям конструкции можно отнести следующие факторы:
- тип рабочего стола. В одних моделях он стационарный и его функцию выполняет опорная плита. Такая конструкция актуальна для обработки массивных изделий. Сверлильное оборудование с перемещаемым рабочим столом по опорной стойке применяется для выполнения точных операций;
- сопряжение сверлильного блока с электродвигателем. Это выполняется с помощью ременной передачи. На валах компонентов установлены шкивы различных диаметров. Изменяя положение приводного ремня корректируется число оборотов шпиндельной головки;
- возможность сверления деталей под углом. Это можно выполнить с помощью поворотного рабочего стола. Альтернативным вариантом является наличие механизма смещения в сверлильном блоке.
Это основные сведения об устройстве классического сверлильного станка. Они могут отличаться в зависимости от специфики конструкции, назначения и технологических требований.
Для уменьшения габаритов конструкции ременная передача может быть заменена на шестеренчатую. Однако это делается крайне редко и только для специализированных моделей.
Принцип работы сверлильного оборудования

Чтобы изучить специфику устройства сверлильного станка вертикального типа необходимо детально рассмотреть процессы, протекающие в оборудовании во время выполнения работ. Эти сведения помогут разобраться с эксплуатационными техническими качествами каждой модели станка.
Главное вращательное движение передается от электродвигателя к шпинделю сверлильной головки с помощью механизма скоростей. В классических моделях оборудования он располагается в верхней части установки. Для выполнения операции сверления необходимо опустить режущий инструмент к поверхности детали. Для первичного позиционирования можно менять положение рабочего стола либо сверлильного блока, изменяя их положение на вертикальной опорной штанге. Более точная обработка происходит с помощью механизмов вылета шпиндельной головки.
- размеры рабочего стола, возможность поворота его под определенным углом, а также наличие компонентов для фиксации готовки;
- максимальный минимальный размер устанавливаемого сверла;
- пределы частот вращения шпиндельной головки;
- число скоростей;
- типы и конструкция сверлильного патрона;
- номинальная мощность электродвигателя.
В большинстве бытовых и полупрофессиональных моделей не предусмотрена система подачи охлаждающей жидкости. Однако при обработке изделий из высокопрочных сортов стали эта процедура является обязательной. В качестве альтернативы можно использовать специальный навесной блок. Резервуар с СОЖ устанавливается в любом удобном месте недалеко от станка. С помощью маломощного насоса жидкость поступает по подводящему патрубку, конец которого установлен на вертикально расположенной сверлильной головке.
Возможная модернизация заводских станков

Нередко стандартная комплектация заводского вертикально направленного сверлильного станка или его конструкция не устраивает пользователя. В таком случае предпринимаются попытки модернизации оборудования. Они заключаются в установке новых узлов и компонентов или улучшении уже существующих.
Основной проблемой бюджетных моделей является появление люфта во время выполнения операции сверления. Это происходит за счет низкой устойчивости конструкции. Решить этот вопрос можно с помощью увеличения массы опорной плиты или установки дополнительной вертикальной опорной стойки. Таким образом можно формировать отверстия небольшого диаметра с высокой точностью.
Кроме этого примера модернизации стандартные заводские модели подвергаются следующим изменениям и дополнениям:
- применение ограничителей глубины сверления. Если таковая функция не предусмотрена в конструкции оборудования — на сверло можно установить специальный ограничитель;
- подключение устройства для плавного запуска электродвигателя. Благодаря ему во время первичного запуска оборудования не будут появляться рывки;
- модернизация рабочего стола. Для фиксации заготовки можно использовать модели с электромагнитной подушкой. Если предполагается обработка сложных по конфигурации изделий — монтируется поворотный механизм;
- установка автономной точки освещения. Она положительным образом повлияет на качество выполняемых работ.
Для безопасности эксплуатации оборудования во время подключения рекомендуется использовать УЗО. Для настольных моделей важно правильно подобрать станину. Она должна быть максимально устойчивой и иметь функцию регулирования уровня.
С подробным устройством вертикально ориентированного сверлильного станка можно ознакомиться в видеоматериале:
МИНИСТЕРСТВО ТРАНСПОРТА РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ АГЕНСТВО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ОМСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕСИТЕТ ПУТЕЙ СООБЩЕНИЯ
(ОмГУПС(ОмИИТ))
Кафедра ТТМ и РПС
ТЕМАТИЧЕСКИЙ ОТЧЁТ
ПО УЧЕБНОЙ ПРАКТИКЕ
9.1. Основные части и узлы вертикально-сверлильного станка.
9.2. Классификация слесарных молотков и их назначение, требования к эксплуатации.
Выполнил: Кузьмин Владислав Викторович,
студент ЭМФ, группа 42-Г
Проверил: Доцент кафедры ТТМ и РПС
Белан Д.Ю.
УДК 621.94; 683.3
Р Е Ф Е Р А Т
Отчёт: 14 с., 9 рис.
зенкование
ценкование
шестерня
объектом исследования являются основные части и узлы вертикально-сверлильного станка, а также слесарные молотки, их квалификация и назначение.
Цель работы: детально изучить устройство вертикально-сверлильного станка, его основные части и узлы, порядок пользования и правило подготовки к использованию;
детально изучить классификацию слесарных молотков и их назначение, порядок пользования и правило подготовки к использованию;
уяснить и соблюдать правила техники безопасности при выполнении слесарных работ.
Результаты работы: получить первичные навыки использования вертикально-сверлильных станков и слесарных молотков;
закрепить на практике знания, полученные на теоретических занятиях;
строго соблюдать правила техники безопасности при работе со слесарным инструментом и оборудованием.
Введение................................................................................................................. 4
1. Основные части и узлы вертикально-сверлильного станка……………...... 5
1.1. Стационарное оборудование для сверления……………………………… 5
1.2. Сверлильный настольный станок…………………………………………. 6
1.3. Вертикально-сверлильный станок………………….................................... 7
2. Классификация слесарных молотков и их назначение, требования к эксплуатации………………………………………….......................................... 8
2.1. Виды молотков……………………………………………………………... 8
2.2. Разделение по функциональному назначению………………………….. 11
Заключение............................................................................................................ 13
Список использованной литературы.................................................................. 14
ВВЕДЕНИЕ
Прежде чем приступить к изучению вопросов темы реферата, предлагаю ознакомиться с такими понятиями как слесарь и его профессиональные функции, и слесарные работы, чтобы понять на сколько важна данная профессия, для осознания всей её сущности, ну и, разумеется, чтобы ответить на вопросы темы реферата.
Слесарь - специалист по обслуживанию механического оборудования и/или его наладки, с применением слесарного инструмента на производстве или в быту.
Профессиональные функции – выполняет такие основные виды слесарных работ как: сборка, разметка, замена или реставрация механизмов, рубка металла, опиловка металла, гибка металла, нарезание резьбы метчиком или плашкой (вручную), притирка, шабрение, сборочные работы, и др.
Слесарные работы – это обработка металлов, обычно дополняющая станочную механическую обработку или завершающая изготовление металлических изделий соединением деталей, сборкой машин и механизмов, а также их регулированием. Слесарные работы выполняются с помощью ручного или механизированного слесарного инструмента либо на станках. Особое развитие слесарное ремесло получило после Великой Октябрьской социалистической революции. Наши учёные, инженеры, техники и рабочие много сделали, чтобы заменить тяжелый, малопроизводительный ручной труд работой механизмом машин. С появлением металлорежущих станков и их совершенствованием постепенно сокращалась роль и доля ручного труда, который стал заменяться трудом строгальщиков, токарей, фрезеровщиков, шлифовщиков и др. Но одной из ведущих остаётся профессия слесаря. По-прежнему ценится труд слесаря-мастера, от которого требуется умение выполнять все виды ручной обработки металлов.
Таким образом, мы видим, что профессия слесаря очень важна и по сей день, но и в тоже время очень опасная, т.к. некоторые виды слесарных работ выполняются вручную, поэтому необходимо соблюдать правила техники безопасности.
1. Основные части и узлы вертикально-сверлильного станка
1.1. Стационарное оборудование для сверления
Стационарным называется оборудование, находящееся на постоянном месте, при этом обрабатываемая заготовка доставляется к нему. К стационарному оборудованию относятся настольные, вертикальные и радиальные станки.
Настольный сверлильный станок (рис. 1) отличается большим разнообразием конструкций, однако принцип их действия и область применения примерно одинаковы.
а) общий вид; б) узел привода
1 – стол; 2,8,10 – рукоятки; 3 – трехкулачковый патрон; 4 – шпиндель;
5 – хомутик; 6 – лимб; 7 – кожух; 9 – электрический двигатель; 11 – головка;
12 – колонна; 13,15,24 – шарикоподшипники; 14 – стакан; 16,22 – шкивы;
17 – переходная втулка; 18 – муфта; 19 – фланец; 20 – винт; 21 – упорная шайба; 23 – шестерня; 25 – нониус
Рисунок 1 – Настольный сверлильный станок
1.2. Сверлильный настольный станок
В качестве примера рассмотрим быстроходный сверлильный настольный станок высокой точности с микрометрической подачей инструмента, предназначенный для сверления отверстий диаметром от 0,3 до 4,0 мм.
Основными несущими узлами сверлильного настольного станка являются стол 1 и колонна 12, которая крепится к столу болтами. По колонне перемещается в вертикальном направлении головка 11. Перемещение головки осуществляется при помощи винта 20, приводимого в движение рукояткой 8. На хоботе головки установлен электродвигатель 9, на валу которого закреплен четырехступенчатый шкив 22. К корпусу головки при помощи винтов прикреплен фланец 19 с отверстием для винта 20. На фланце установлена упорная шайба 21, ограничивающая подъем и опускание головки по колонне. В передней части головки выполнено отверстие, в котором перемещается стакан 14. Внутри стакана, в шарикоподшипниках 13 и 24 установлен шпиндель 4, а на нем – трехкулачковый сверлильный патрон 3. Шпиндель соединен со шлицевой переходной втулкой 17, на которой установлен и закреплен при помощи винтов шкив 16. Переходная втулка вращается в подшипниках 15, запрессованных в муфту 18, соединенную с головкой при помощи винтов. Шкивы 16 и 22 соединены между собой клиновыми ремнями. Частота вращения шпинделя изменяется в зависимости от установки ремней на шкивах. Клиноременная передача закрыта кожухом 7. На конический хвостовик шпинделя устанавливается трехкулачковый патрон 3. Подача стакана 14 со шпинделем, патроном и сверлом осуществляется поворотом рукоятки 2, соединенной с валиком шестерни 23. При повороте рукоятки шестерня, входящая в зацепление с зубчатой рейкой стакана, опускает его со шпинделем и сверлом на заданную глубину. Хомутик 5 на валике рукоятки 2 ограничивает глубину сверления. Более точная подача сверла при сверлении отверстий в деталях осуществляется по шкале лимба 6 и нониусу 25. Закрепление головки станка при ее подъеме и опускании осуществляют при помощи рукоятки 10.
Вертикально-сверлильные станки являются основным и наиболее распространенным типом сверлильных станков, применяемым для обработки отверстий в деталях сравнительно небольшого размера. Эти станки позволяют выполнять следующие виды работ: сверление, рассверливание, зенкерование, зенкование, цекование и развертывание. Круг этих операций можно существенно расширить, применяя специальный инструмент.


