Присадочная проволока для сварки алюминия аргоном. Перечисленным требованиям отвечают выпускаемые нашей промышленностью стандартная присадочная проволока и стержни
Как правило, в быту проведение различных видов сварочных работ не происходит с такой частотой, как в производственных сферах, где сварка является важной частью всего процесса.
Однако, при потребности проведения сварочных работ, часто встает вопрос о выборе метода сварки и типа сварочного аппарата. Кроме того особое внимание уделяется процессу выбора расходных материалов.
1 Присадочная сварочная проволока и ее особенности
Сварочная, а именно, алюминиевая проволока, характеризующаяся сплошным сечением, напрямую влияет на весь процесс работы.
Читайте также: описание и преимущества технологии ванной сварки .
Как правило, такая присадочная сварочная проволока предназначена для проведения работ связанных с механизированной дуговой сваркой.
Это изделие также способствует формированию наплавок алюминия и сплавов с его достаточным содержанием в среде, заполненной защитными газами.
Представленная присадочная проволока, выполненная с применением алюминия, обеспечивает поддержку всех ведущих сварочно-технологических характеристик на высоком уровне.

Кроме того, данная продукция проявляет стабильные механические свойства, характерные для такой разновидности металла, а шов отличается высокой надежностью всех сварных соединений.
1.1 О видах продукции
Присадочная проволока, с помощью которой производится сварка алюминия, в зависимости от особенностей ее назначения, изготавливается с ориентировкой на два основных стандарта:
- ГОСТ 14838-78 — эта присадочная сварочная проволока предназначается для проведения холодной высадки из алюминия и сплавов с его повышенным содержанием.
- ГОСТ 7871-75 – присадочная, а именно, проволока для сварки алюминия и его сплавов.
Для того чтобы произвести сварку одного конкретно взятого сплава, в большинстве случаев применяются (с ориентировкой на требования), несколько марок проволоки.
Но, как показывает практика, наиболее рационально применение проволоки, которая имеет универсальное предназначение.
Такая присадочная проволока без ориентировки на высокую степень своей универсальности и способна обеспечить соединяемые фрагменты швами с высокими качественными показателями ведущих характеристик и значений. Среди них особенно стоит обратить внимание на такие важные параметры, как:

Проволока для сварки алюминия TELWIN
- высокая степень устойчивости к горячим трещинам;
- прочность;
- показатели пластичности;
- сопротивляемость вредоносным коррозийным процессам.
В настоящее время ассортимент сплавов, изготовленных с применением алюминия достаточно обширен.
Известно, что существует ряд обобщенных требований, которые связаны с процессом подготовки к сварке.
2 Об особенностях материала
При использовании проволоки для сварки алюминия, кромки и участок расположенный вокруг шва, тщательным образом подвергается детальной зачистке.
Эти действия начинаются непосредственно перед началом сварочного процесса. Дело в том, что такой метал, как алюминий в кратчайшие сроки подвергается покрытием тонкого слоя оксида (Al2O3).
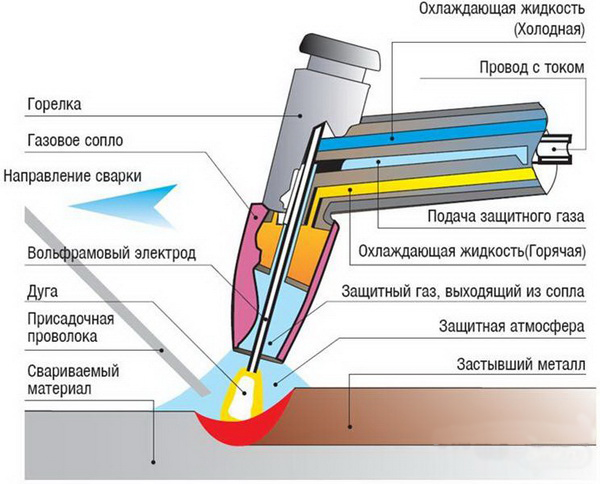
Для этого процесс сварки производится в искусственно созданной среде специальных защитных инертных газов, наиболее применяемый из которых – аргон.
При проведении сварки с помощью проволоки формируется одно обязательное требование, следовать которому нужно неукоснительно.
Это своевременное использование. После того, как упаковка будет вскрыта, время хранения продукта должно будет быть сведено к минимуму.
Это связано с тем, что алюминиевая поверхность очень быстро подвергается окислительным процессам, что напрямую связанно с ухудшением качественных характеристик проволоки.
Особенно аккуратно с ней стоит обращаться при высоком уровне влажности воздуха. В пищевой промышленности и в смежных с ней отраслях алюминиевая сварка деталей, изготовленных из алюминия, распространена довольно-таки широко.
Сам процесс сварки, в котором соединяются изделия, выполненные с применением нержавеющей стали и сплавов, обладающих высокой степенью жаропрочности, проводится при непосредственном участии специального полуавтомата .
В нем содержится необходимое количество защитного газа. Все типы сварочной проволоки производятся по такой технологии, которая формирует в изделиях большое процентное соотношение высоколегированной стали, отличающейся высокими жаропрочными характеристиками.
Во всех случаях в состав этой стали входит кремний и углерод. Благодаря включению в состав сварочной проволоки кремния в разы возрастает показатель прочности полученного сварочного шва и другие его качественные характеристики.
Наличие соединений углерода купирует образование межкристаллической коррозии. Кроме перечисленных элементов алюминиевая присадочная проволока может содержать в своем составе никель и хром.
Этот вид изделий отличается высокой степенью устойчивости к коррозийным процессам. Ее применяют в таких сферах, как:
- машиностроение;
- пищевая промышленность;
- легкая промышленность;
- нефтяная промышленность;
- судостроение.
Стоит также отметить, что представленная алюминиевая высококачественная присадочная проволока активно применяется в механизированном процессе дуговой сварки.

Представленная разновидность сварочной проволоки способна проявлять высокие показатели каждой отдельно взятой сварочно-технической характеристики, общего уровня стабильности механических свойств швов, и общий уровень надежности полученного сварного соединения.
При этом, большинство профессиональных сварщиков отмечают, что алюминий является наиболее прихотливым металлом в сварочном деле.
Этот материал выделяется целым рядом особенных свойств, которые нужно знать и учитывать для эффективного проведения работ.
При нагревании этот материал не изменяет свой исходный цвет и отличается, в отличие от большинства металлов, широким диапазоном температур плавления.
Этот материал известен своими немагнитными свойствами. Сейчас в продаже наиболее часто встречается сварочная проволока из алюминия для полуавтоматов. Она наиболее часто применяется в связке с этими агрегатами.
2.1 Нюансы применения
Уже упоминалось, что во всех вопросах, связанных с проведением сварочных работ, алюминий по праву считается одним из самых капризных материалов.
Исходя из ряда таких особенностей, сваривание его элементов проводится с применением электродов особого вида.
В этом случае, в качестве такого особенного электрода, выступает алюминиевая сварочная проволока. Она изготавливается из таких сочетаний элементов как алюминий и марганец, алюминий и кремний, алюминий и магний.
Сфера применения представленного расходного материала напрямую зависит от того, какой из дополнительных элементов содержится в его составе.
К примеру, та проволока, которая содержит в себе сплав кремния и алюминия производится с ориентировкой на маркировку СВ-АК5.
Зачастую представленная разновидность расходного материала применяется при осуществлении монтажа авиалей, плит опорного назначения и блоков ДВС.
В том случае, когда марганец вступает в связь с алюминием, производится проволока под маркировкой СВ-АМ5.Представленный тип изделий характеризуется наличием высоких прочностных характеристик и сильной устойчивостью к вредоносному воздействию влаги.
Исходя из таких специфических свойств, такая проволока для сварки активно используется в таких отраслях как судостроение и пивоваренная промышленность.
В том случае, когда изготовление представленной сварочной проволоки характеризуется присутствием в ее химическом составе магния, на выходе формируется продукция с маркировкой СВ-АМР.Как и вышеописанные две разновидности, эта также характеризуется достаточно широким спектром отраслей применения.
Исключение составляют те случаи, при которых значение уровня теплового воздействия на полученный шов будет равно 800ºC . Если возникает необходимость в сварке или наплавке изделий выполненных с применением алюминия, то применяется специальная разновидность электрода.
Она представлена в виде алюминиевой сварочной проволоки со сплошным сечением. Представленная разновидность проволоки повсеместно применяется как при проведении механической, таки при осуществлении дуговой сварки в среде, наполненной защитными газами.
Когда проводится сваривание различных конструкционных деталей из алюминия, то применение такой проволоки способно обеспечить высокие показатели стабильности полученного соединения.
Тоже самое относится и к характеристикам механических показателей созданного сварочного шва. Сейчас, наибольшее распространение получили такие марки изделий, как ER–4043 и ER–5356.

В большинстве случаев, применение первого типа актуально при сварке тех деталей, в состав которых входит кремний.
Аналоговые варианты представлены маркировками СВ-АК5 и СВ–АК6. Вторая разновидность в большинстве случаев задействуется при сварке и наплавке тех деталей, в состав которых входит магний.
Есть альтернативные изделия, которые выпускаются под маркировкой СВ-Amr5. Сварной шов, полученный при содействии такого расходного материала, обладает достаточно высокими показателями прочностных характеристик.
Они превосходят значения изделий марки ER-4043. Представленная сварочная, присадочная алюминиевая проволока может быть использована не только как основной электрод, но и как материал, с помощью которого моет производиться присадка.
В том случае, когда маркировка изделия подбирается в строгом соответствии с конструктивными особенностями и требованиями, то полученное сварное соединение будет очень высококачественным и весьма долговечным.
Такой сварной шов всегда отличается достаточно высоким уровнем механической прочности, герметичностью и максимальной устойчивостью к вредоносному воздействию коррозийных процессов.
А наличествующие слабовыраженные магнитные свойства представленного расходного материала и полученного впоследствии шва будут способствовать сохранению эстетически приятного внешнего вида всей конструкции.
2.2 Процесс сварки алюминия полуавтоматом (видео)
Присадочная проволока используется в процессе аргонодуговой и газовой сварки металлов. Основное предназначение данной составляющей сварочного процессе — заполнение шва присадочным материалом, источником которого служит сама проволока, расплавленная электрической дугой или газовой горелкой.
Поэтому без присадочной проволоки немыслима реализация технологического процесса сварки в среде защитных газов, а равно и газовой сварки. А еще такая проволока используется совместно с неплавким графитовым электродом.
И в данной статье мы расскажем о разновидностях присадочной проволоки, используемых в указанных технологических процессах, а равно и о способах ее применения.
Присадочная проволока для сварки металла: основные разновидности
Проволока для сварки может быть типовой, порошковой или активированной. Причем все три разновидности предполагают совершенно разные способы производства и ориентированы на различное применение.
Типовая проволока
 Это обычная цельная проволока постоянного сечения используется в процессе сварки под флюсом. В качестве последнего применяется либо инертный газ (как вариант – углекислота), либо паста, нанесенная на поверхность сварочного шва.
Это обычная цельная проволока постоянного сечения используется в процессе сварки под флюсом. В качестве последнего применяется либо инертный газ (как вариант – углекислота), либо паста, нанесенная на поверхность сварочного шва.
Классический пример подобного изделия — присадочная проволока для сварки аргоном в TIG режиме (неплавкий электрод и ручная подача). Этот вид присадочного материала «тянется» из стали или цветного металла и поставляется к месту работы в бухтах. Причем проволоку можно вводить в сварочную ванну вручную или «заправить» в барабан подающего механизма сварочного полуавтомата.
Порошковая проволока
Вторая разновидность – флюсовая проволока на порошковой основе – выглядит и используется совершенно по-другому. Она представляет собой тонкостенную трубу, внутри которой содержится смесь порошкового флюса и металла.
Такую проволоку используют в процессе сварки в среде инертного и активного газа (MIG и MAG технологии). Сфера применения подобной проволоки – сварка конструкционных и низколегированных сталей. Кроме того, такая проволока может использоваться и для подводной сварки, и в процессе формирования принудительного сварочного шва и в иных специальных режимах.
 Третья разновидность сварочной проволоки – активированная – представляет собой доработанный типовой вариант, который покрывают порошкообразным флюсом. Такая проволока используется в процессе ручной или полуавтоматической сварки в среде углекислого газа. Основная сфера использования такой проволоки – сварка конструкционных сталей.
Третья разновидность сварочной проволоки – активированная – представляет собой доработанный типовой вариант, который покрывают порошкообразным флюсом. Такая проволока используется в процессе ручной или полуавтоматической сварки в среде углекислого газа. Основная сфера использования такой проволоки – сварка конструкционных сталей.
Покрытие наносят на проволоку электролитическим способом. В итоге, активированная проволока не отличается по рабочим характеристикам от типового варианта с постоянным сечением. Ведь 5-7 процентов флюса распределяются по поверхности стального «стержня» практически микронным слоем .
Поэтому активированную проволоку можно использовать на сварочных автоматах или полуавтоматах без специальной подготовки подающего механизма, что делает ее опасным конкурентом «капризной» порошковой проволоки.
Как выбрать присадочную проволоку?
Сварочную проволоку выбирают исходя из следующих рекомендаций:
- Во-первых, диаметр изделия должен соответствовать ширине зазора между стыкуемыми деталями. В ином случае наблюдается повышенный расход присадочной проволоки.
- Во-вторых, присадочный материал, а равно и тип флюса у порошковой и активированной проволоки, должен соответствовать типу основного металла. То есть, сталь варят стальной проволокой, алюминий – алюминиевой проволокой, а медь – медной. Причем при сварке железоуглеродистых сплавов (сталь и чугун) под стать основному металлу должен быть не только тип присадочного материала, но и его химический состав (содержание углерода, легирующих компонентов и прочего). Поэтому проволока присадочная нержавеющая не используется для сварки углеродистых сталей (и наоборот)
- В-третьих, проволока должна соответствовать схеме подачи присадочного материала в сварочную ванну. То есть, порошковые сорта нельзя монтировать в барабаны подачи типовой проволоки. А вот активированный вариант уживется с типовой разновидностью без каких-либо проблем.
- В-четвертых, варить металл можно, в принципе, любой подходящей проволокой, но максимальную производительность гарантирует только определенный сорт, специально подобранный под режим сварки. Так, порошковая проволока подходит только под MIG/MAG, а типовым вариантом удобно варить в ТIG или MIG режимах.
- В-пятых, проволока должна быть качественной. То есть, ее диаметр должен быть равномерным по всей длине, а бухта с проволокой должна быть свернута аккуратно без перехлестов. И, разумеется, на проволоке не должно быть следов ржавчины – лишний источник водорода в сварочной ванне нам не нужен.
Для сварки деталей, выполненных из алюминия и сплавов на его основе, используется алюминиевая проволока, с помощью которой также выполняется наплавка заготовок из данного металла. Все работы с использованием такой проволоки осуществляются в среде защитного газа, в качестве которого чаще всего применяется аргон. Алюминиевая сварочная проволока, если она подобрана правильно, способна обеспечить высокое качество и надежность формируемого сварного шва, стабильность его механических характеристик.
Алюминий, как известно, является одним из самых сложных металлов в плане выполнения сварочных работ. Этот факт, который может подтвердить любой опытный сварщик, объясняется свойствами данного металла: на его поверхности всегда присутствует тугоплавкая окисная пленка. Сам же алюминий, если не брать во внимание упомянутую пленку, имеет невысокую температуру плавления, что также вносит сложности в процесс выполнения сварки.
Оптимальным способом получения надежных соединений деталей, выполненных из алюминия и его сплавов, является механизированная дуговая сварка. Для ее осуществления используется алюминиевая проволока.
Виды алюминиевой проволоки и правила ее применения
Присадочная проволока, которая используется для соединения деталей, изготовленных из алюминия и его сплавов, может относиться к одной из двух категорий:
- Алюминиевая проволока, применяемая для выполнения технологической операции холодной высадки (требования к качественным характеристикам такой присадочной проволоки оговариваются в ГОСТ 14838-78).
- Проволока для на основе данного металла.

Выбирая сварочную проволоку для сварки алюминиевых сплавов с различным химическим составом, лучше остановить свой выбор на универсальных типах такого расходного материала. Кроме высокой надежности получаемого соединения, такая проволока позволяет обеспечить:
- устойчивость сварного шва к образованию горячих трещин;
- высокую прочность формируемого шва;
- пластичность полученного соединения;
- способность сварного шва успешно противостоять коррозионным процессам.
Специальная порошковая проволока позволяет сваривать заготовки без газа. Предлагаемый видеоролик поможет разобраться в целесообразности использования этой технологии.
Правильно подобранная алюминиевая проволока – не единственное условие, позволяющее получить качественное и надежное сварное соединение. Очень большое значение также имеет правильная подготовка соединяемых деталей, которая заключается в тщательной очистке их поверхностей и удалении с них тугоплавкой оксидной пленки. Важно выполнить такую процедуру непосредственно перед началом сварки, так как алюминиевая поверхность под воздействием окружающей среды быстро покрывается оксидной пленкой.
По этой же причине проволока, предназначенная для сварки алюминия, после вскрытия упаковки, в которой она поставляется с завода, должна быть использована достаточно быстро. Иначе ее поверхность будет подвергнута активному окислению. В этом случае качественные характеристики проволоки будут значительно ухудшены, что скажется и на характеристиках формируемого с ее помощью сварного соединения.

Проволока, которая применяется для сварки алюминиевых деталей полуавтоматом, может иметь различный химический состав. Для такой сварки используются в основном проволоки, изготовленные на основе алюминия в сочетании с марганцем, кремнием и магнием. Выбор конкретного типа зависит от того, какие элементы входят в химический состав свариваемых деталей.
Особенности подающих механизмов для алюминиевой сварочной проволоки
Стандартный подающий механизм полуавтомата не слишком подходит для работы с алюминиевой проволокой. Объясняется это такими характеристиками данного металла, как высокая пластичность и теплопроводность.
Подающий механизм стандартного полуавтомата для сварки, в котором применяются два ролика, может смять мягкую алюминиевую проволоку, что приведет к ее застреванию в механизме. Именно поэтому при использовании в полуавтомате алюминиевой проволоки необходимо оснащать его подающим механизмом, состоящим из 4 роликов, каждый из которых имеет U-образный профиль рабочей канавки.

Для работы с полуавтоматом, в котором будет использоваться проволока из алюминия, необходимо оснащать его подающим шлангом минимальной длины (до 3 метров). В противном случае мягкая проволока будет просто застревать в длинном подающем шланге. Данную проблему помогает решить использование подающего канала из тефлона, что даст возможность значительно уменьшить трение проволоки о стенки такого канала.
Чтобы избежать застревания алюминиевой проволоки, которая отличается высоким коэффициентом теплового расширения, в наконечнике полуавтомата для сварки, следует подбирать наконечник таким образом, чтобы отверстие в нем было несколько больше (на 1–2 мм), чем диаметр самой проволоки.

Подающий механизм полуавтомата, на котором планируется использовать проволоку из алюминия, должен работать без перебоев, которые являются частой причиной застревания проволоки в канале подачи. Перебои в работе такого механизма чаще всего возникают по причине нестабильной работы тормозного устройства катушки. Чтобы в процессе выполнения сварки таких проблем не возникало, необходимо отрегулировать усилие, создаваемое катушкой: оно должно иметь возможность уменьшения до минимума. В то же время такого усилия должно быть достаточно для того, чтобы предотвращать поворот катушки.
Правильный выбор проволоки для выполнения полуавтоматической сварки алюминиевых деталей в среде аргона, а также параметров выполнения такого технологического процесса позволяет не только получать качественные, надежные и красивые сварные швы, но и минимизировать риск возникновения брака при их выполнении. К таким параметрам относятся не только диаметр используемой проволоки и ее химический состав, но и скорость ее подачи, а также значения сварочного тока и полярность его подключения.
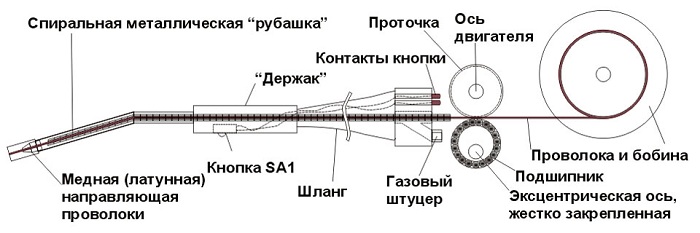
Объем сварочных работ в домашней мастерской обычно не требует большого расхода алюминиевой проволоки, но маленькие катушки подходят не ко всем аппаратам. Установить бобину небольшого размера поможет смекалка, как показано на видео.(голосов: 1 , средняя оценка: 5,00 из 5)
При сварке применяются присадочные металлы, которые подводят к месту соединения свариваемых изделий и расплавляют одновременно с основным металлом.
Присадочный металл служит для заполнения разделки шва, пополнения потерь металла на угар и разбрызгивание, для образования усиления шва. Присадочные металлы применяются в виде проволоки и стержней.
Основные требования, предъявляемые к присадочным проволокам и стержням, следующие:
1) проволока и стержни должны иметь диаметр, соответствующий толщине свариваемого металла;
2) поверхность проволоки и стержней должна быть ровной и чистой, без окалины, ржавчины, грязи, масла, краски и прочих загрязнений;
3) при расплавлении проволока и стержни должны плавиться равномерно, спокойно, без сильного разбрызгивания, образуя при застывании плотный однородный наплавленный металл без включений, пор и других дефектов;
4) металл, наплавленный проволокой или стержнями, должен хорошо обрабатываться;
5) проволока и стержни должны иметь определенный химический состав, близкий по составу к свариваемому металлу;
6) температура плавления проволоки должна быть равна температуре плавления свариваемого металла или несколько ниже ее.
Перечисленным требованиям отвечают выпускаемые нашей промышленностью стандартная присадочная проволока и стержни.
Чугунные стержни для сварки чугуна должны удовлетворять требованиям ГОСТ 2671-44. Они выпускаются двух марок - марки А и марки Б.
Чугунные прутки изготовляются следующих размеров:
Диаметр в мм... 4 6 8 10 12 Длина в мм.... 250 350 450 450-450
Присадочная проволока, применяемая для сварки углеродистых и легированных сталей, должна удовлетворять требованиям ГОСТ 2246-60.
В табл. 1 приведен химический состав некоторых марок электродной проволоки.
Стальная электродная проволока изготовляется диаметрами: 0,3; 0,5; 0,8; 1,0; 1,2; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0 мм.
Проволока поставляется потребителю в мотках.
Нельзя применять для сварки случайную проволоку неизвестного химического состава. Если для сварки получена проволока нестандартного качества, необходимо сделать полный химический анализ ее и проверить на плавление. Проволоку проверяют на плавление следующим образом. Берут кусок проволоки длиной 300-500 мм и производят наплавку валика длиной до 100 мм на пластину из соответствующего металла. Толщина металла берется равной двойному диаметру проволоки. Если при наплавке валика проволока плавится без сильного искрообразования, наплавляемый металл при затвердевании не вспучивается и поверхность валика имеет равномерную чешуйчатость, без наплывов, то такая проволока пригодна для сварки.
Для сварки цветных металлов, а также нержавеющей стали, в случае отсутствия нужной проволоки иногда применяют полоски, нарезанные из листов металла той же марки, что и свариваемый металл.
Качество шва поручается обычно хуже ввиду неодинаковой ширины полос.
Присадочный материал выпускается в виде прутков, металлических гранул, или же сварочной проволоки для газовой сварки . Металлические гранулы применяются в качестве присадочного материала при газовой сварке сталей.
Диаметр проволоки или прутка выбирают, исходя из толщины свариваемых изделий и учитывая . Чаще всего подбирают диаметр проволоки или прутка, равный половине свариваемой толщины металла. В случае, когда производится сварка металла большой толщины, более 16мм, присадочные прутки должны бить диаметром 8мм.
Сварочная проволока для газовой сварки сталей
Сварочная проволока для газовой сварки и наплавки изготавливается по тем же стандартам, что и для . Стальная проволока из низкоуглеродистых и легированных сталей изготавливается в соответствии с требованиями ГОСТ2246.
Ответственные сварные изделия и металлоконструкции, к которым предъявляются повышенные требования при эксплуатации, сваривают с использованием низколегированной проволоки. Наилучшее получается при использовании кремнемарганцевой и марганцевой проволок следующих марок: Св-08ГА, Св-10Г2, Св-08ГС, Св-08Г2С. Сварной шов, полученный при использовании проволоки таких марок, обладает высокими механическими свойствами.
Рекомендуется выбирать низколегированную, хромосодержащую проволоку. Сварные швы, получаемые при её использовании, имеют предел прочности 460-540МПа. Для сварки высоколегированных сталей сварочную проволоку выбирают аналогичную свариваемому металлу по химическому составу.
Сварочная проволока для газовой сварки чугунов
Присадочные прутки из чугуна для и наплавки изготавливают в соответствии с требованиями ГОСТ2671. Чугунные прутки изготавливаются двух марок: марка А, применяемая при горячей сварке, с общим подогревом всего свариваемого изделия и марки Б, которая применяется при сварке с местным подогревом и для изготовления электродных чугунных стержней.
Кроме этих марок существуют марки чугунных прутков НЧ-1 и НЧ-2, которые используют в случае низкотемпературной газовой сварки литых изделий, а также марки БЧ и ХЧ, которые применяют для выполнения износостойких наплавок.
Сварочная проволока для сварки меди, алюминия и их сплавов
Алюминиевая проволока и проволока из сплавов алюминия изготавливается по ГОСТ7871. Для выбирают алюминиевую проволоку марок Св-А1, Св-АМц, Св-АК-5.
Сварочная проволока из меди и её сплавов изготавливается по ГОСТ16130. Для применяют проволоку, марок М1, МСр1 или прутки М1р и М3р. и сварки бронзы применяют проволоку, аналогичную со свариваемым материалом по химическому составу.
Требования к использованию сварочной проволоке и других присадочных материалов
Присадочные материалы, применяемые при газовой сварке, должны быть очищены от загрязнений (ржавчины, окалины, масляных плёнок, краски и др.). Процесс сварки необходимо вести равномерно, не допуская разбрызгивания металла.
Остывший наплавленный металл должен быть однородным. Присутствие таких , как поры, включения шлака должны отсутствовать. Кроме того, в процессе из жидкой расплавленной ванны вступает в реакцию с кислородом и азотом из окружающего воздуха. В результате образуются тугоплавкие соединения, с более высокой температурой плавления, чем свариваемый металл. Эти окислы могут попасть в сварочную ванну с присадочным материалом, и это затрудняет получение качественного и однородного сварного шва.


