Газовая сварка. Технология газовой сварки, от основ к мастерству
Газовая сварка - это вид сварочных работ, когда детали требуется нагреть до расплавленного состояния посредством высокотемпературного пламени. Такой способ широко применяется при создании конструкций на основе тонкой углеродистой стали, при ремонте изделий из чугуна, а также при необходимости заварки дефектов в разных изделиях, полученных литьем из цветных или черных металлов.
Какие газы используются?
При газовой сварке используются горючие газы - природный, ацетилен, пары бензина, водород. Эти газы отличаются хорошим горением на воздухе, не развивая при этом высокой температуры, для сжигания достаточно и кислородной струи. Газовая сварка чаще всего ведется на основе ацетилена, который создается на основе воды и карбида кальция. Он горит при температуре в 3200-3400 градусов.
В чем особенности?
К преимуществам газовой сварки можно отнести следующее:
- Простую технологию.
- Отсутствие необходимости в источнике сварочного тока.
- Простоту оборудования, на основе которого выполняется газовая сварка.
С другой стороны, этот процесс не отличается высокой производительностью. Сварка выполняется только вручную, а механические и эксплуатационные свойства готовых изделий не всегда высокого качества.
Кислородный редуктор

При сварке кислород поступает из специального баллона - он окрашивается в голубой или синий цвет. Чтобы обеспечивалась нормальная работа, кислород должен поступать в горелку равномерно и при небольшом давлении. Именно для этих целей на баллонах есть редуктор - он регулирует подачу газа. В таком случае к горелке подводятся рукава для газовой сварки - ацетиленовый и кислородный. Кислород подается в центральный канал, где струя больше разряжается, засасывает ацетилен, который попадает в горелку под небольшим давлением. Газы смешиваются в камере, после чего выходят наружу из наконечника.
Особенности технологии
При выполнении газовой сварки важно получить качественное соединение, поэтому большое внимание уделяется тщательной подготовке свариваемых кромок, выбору способа соединения металла, установке горелки в нужное положение и определению необходимых параметров мощности горелки. Технология газовой сварки предполагает, что кромки должны тщательно очищаться от различных загрязнений. Скос выполняется с применением ручного или пневматического зубила, а иногда привлекаются специальные станки. Окалина и шлаки могут удаляться металлической щеткой. Прихватка кромок позволяет предотвратить изменение их положения во время сварки.
Способы сварки

Газовая сварка может вестись несколькими способами. Первый - это левая сварка, которая наиболее распространена. Она применяется при работе с тонкими и легкоплавкими металлами. Горелка перемещается справа налево, а присадочная проволока ведется впереди пламени, направленного на несваренный участок шва. При правой сварке горелка ведется слева направо, а присадочная проволока перемещается за горелкой. При данном способе тепло пламени рассеивается в меньшей степени, поэтому и угол раскрытия шва - не 90 градусов, а меньше - 60-70.
Правую сварку целесообразно использовать для соединения металла, толщина которого - от 3 мм и выше, а также металлов с высоким уровнем теплопроводности. Рекомендуется использовать присадочную проволоку, диаметр которой равен половине толщины свариваемого металла.
Технология газовой сварки предполагает и процесс, который ведется сквозным валиком. В этом случае листы устанавливаются вертикально зазору - он по размеру равен половине толщины листа. С помощью горелки расплавляются кромки, чтобы образовалось круглое отверстие. Затем оно со всех сторон оплавляется, пока шов не будет сварен. Такой способ хорош тем, что свариваемые листы имеют плотный шов без пор и шлаковых включений.
Сварка ванночками хороша для сваривания стыков и углов соединения металлов, которые имеют толщину максимум 3 мм. Как только на шве образуется ванночка, в нее вводится конец присадочной проволоки, которая слегка расплавляется, затем конец проволоки перемещается на другой участок шва. Особенность такого подхода - в шве отличного качества, особенно если сваривались тонкие листы и трубы из стали (малоуглеродистой и низколегированной).
Газовая сварка и резка могут вестись на основе многослойной сварки. Этот способ имеет ряд особенностей:
- зона нагрева небольшая;
- нижележащие слои при наплавке последующих просто отжигаются;
- каждый шов можно проковать, прежде чем наложить на него следующий.
Это сказывается на улучшении качества шва. С другой стороны, такой способ отличается небольшой производительностью, требует высокого расхода газов по сравнению с однослойной сваркой, поэтому применяется он при необходимости создания ответственных и качественных изделий.
Особенности сварки различных швов

Для работы с горизонтальными швами используется правый способ, что дает возможность легко формировать шов, а сам металл ванны не стекает. Сварка вертикальных и наклонных швов ведется левым способом, а если толщина металла выше 5 мм, используется двойной валик. Сварка потолочных швов предполагает нагревание кромок, пока они не оплавятся, затем в ванну вводится присадочная проволока - ее конец быстро оплавляется. Сам процесс ведется правым способом.
Какое оборудование?
Газосварочное оборудование для газовой сварки - это широкий выбор приборов, позволяющих проводить ряд работ. Подобный тип сварки считается простым, и само оборудование довольно лаконичное и легкое в эксплуатации. В зависимости от типа горючего газосварочные устройства бывают пропано-кислородными или ацетилено-кислородными, бензино- или керосино-кислородными. Чаще всего сварка выполняется на основе пропано-кислородной и ацетилено-кислородной сварки, поскольку пламя этих газов имеет самую высокую температуру.
![]()
Газосварочное оборудование для газовой сварки - это еще и генератор, который дополняется разными видами газа. Также при работе потребуется баллон с кислородом и редукторы. Самыми распространенными считаются ацетиленовые генераторы для газовой сварки, которые позволяют получить непосредственно ацетилен путем смешивания карбида кальция и воды. Данный тип генератора представлен в пяти типах, что позволяет подобрать оптимальный вариант для конкретного материала.
Важную роль при работе со сваркой играют предохранительные затворы, их задача - обеспечить безопасность при проведении сварки. С их помощью предотвращается прохождение обратного удара пламени, которое возникает во время сварки. Кроме того, благодаря обратным клапанам предотвращается обратный поток газа в резиновые рукава при газопламенной обработке металлов и работе со сжатыми газами.
Газовые баллоны
Оборудование для газовой сварки включает в себя баллоны и вентили для них. Баллон - это сосуд цилиндрической формы, который имеет отверстие с резьбой в горловине, куда ввинчивается запорный вентиль. Он создается из легированной или углеродистой стали, причем каждое такое изделие имеет свою окраску в зависимости от содержащегося в нем газа. Вентили для баллонов создаются из латуни, поскольку сталь отличается неустойчивостью к коррозии.
Редукторы: виды и особенности

Газовый редуктор представляет собой устройство, которое постоянно понижает или держит на определенном уровне давление газа. Газовая сварка и резка металлов ведутся на основе разных типов редукторов:
- Кислородные используются при газовой сварке и сварке металлов. Такой редуктор выполняется с голубой маркировкой. Может использоваться в агрессивной среде, поскольку создан из стойких к коррозии металлов.
- Ацетиленовые редукторы нашли широкое применение в газовой сварке. Они маркируются белым цветом, крепление к баллону выполняется накидным хомутом. Данный вид редуктора имеет два манометра, один из которых держит под контролем давление газа в баллоне, второй - давление газа в рабочей камере.
- Углекислотные редукторы широко применяются в промышленности - пищевой, химической. Они имеют один или два манометра и могут подключаться только к вертикальному манометру.
При аргонодуговой сварке нашли широкое применение аргоновые редукторы, которые могут работать и с негорючими газами.
Особенности газовых горелок

Газовая сварка сталей - процесс, требующий применения самых разных приборов. Газовые горелки - неотъемлемый элемент оборудования, которое используется в различных отраслях промышленности. По конструкции изделия примерно одинаковые: каждая горелка состоит из корпуса. К нему крепится сразу несколько элементов: наконечник, вентиль, регулирующий подачу топлива, и рычаг, который регулирует высоту пламени. Соединение с баллоном выполняется редуктором, при этом сама горелка часто может дополняться пьезподжигом, ветрозащитой пламени и другими компонентами.
Газовая горелка для сварки на основе пропана отличается безопасностью работы, обеспечивая высокую температуру пламени: ее достаточно для выполнения целого ряда работ. Многие виды сварки ведутся на основе ацетиленовых горелок, которые работают на смеси ацетилена и кислорода.
Виды газовых резаков
Газовые резаки бывают разного типа: ацетиленовыми, пропановыми и работающими на заменителях газа или жидком горючем. Конструкция изделий включает в себя рукоятку, ниппели, к которым крепятся газовые рукава, корпус, инжектор, смесительную камеру, трубку, головку газового резака и трубку с вентилем. Газовая сварка металлов и ее качество зависят от того, насколько хорошо подобран именно резак.
Суть его работы в следующем: из баллона кислород поступает в редуктор, рукав, после чего попадает в корпус - здесь резак разветвляется на два канала. Часть кислорода проходит через вентиль и направляется в инжектор. Отсюда газ выходит с большой скоростью, причем во время этого процесса подсасывается горючий газ. При соединении с кислородом он образует горючую смесь, которая направляется в пространство между мундштуками и сгорает. Как следствие, появляется подогревающее пламя. Кислород, который направлялся по второму каналу, выходит в трубку, за счет чего образуется режущая струя. Именно он обрабатывает участок металла.
Особенности сварки труб

Сварка газовых труб производится в несколько этапов. Сначала подготавливается металл, то есть проводится разметка, режутся и собираются трубы. Из-за круглого сечения труб резка выполняется термическим резаком. Большая часть работ по сварке - это сборка деталей под нее, когда требуется учесть множество деталей - от серии изделий до их диаметра и других факторов. Сборка выполняется сварочными прихватками, которые предотвращают возможное смещение отрезков труб, сказывающееся на появлении трещин при охлаждении.
Зажигается дуга. Это делается разными способами. Затем начинается плавление металлов - основного и электродного. Для качественного шва важно уделять внимание углу наклона электрода.
Технология газовой резки
Газокислородная резка ведется с использованием металлов и их сплавов, которые горят в струе технически чистого кислорода. Такой тип резки выполняется двумя способами - разделительно или поверхностно. Первый способ позволяет вырезать заготовки, раскроить металл, разделать кромки шва под сварки. С помощью поверхностной резки снимается поверхностный металл, разделываются канавки, удаляются поверхностные дефекты. Такая процедура выполняется на основе специальных резаков.
Техника безопасности

Газовая сварка - процесс, требующий внимательного отношения. Опасные ситуации могут возникнуть в нескольких случаях:
- Сварку нельзя проводить рядом с огнеопасными и легковоспламеняющимися материалами (бензином, керосином, паклей, стружкой).
- Если сварка выполняется в замкнутом пространстве, рабочим следует периодически выходить на свежий воздух.
- Работы должны проводиться в хорошо проветриваемых помещениях.
- Если проводится газопламенная обработка металла, помещение должно вентилироваться, чтобы удалялись вредные газы.
- Резка и сварка проводятся на расстоянии до 10 м от перепускных рамп, ацетиленовых генераторов.
- Секции загрузочных коробок не должны переполняться карбидом.
- Корпус генератора постоянно должен быть наполнен нужным количеством воды.
- Запрещено работать с баллоном кислорода, давление которого ниже нормы.
- Пламя горелки направляется в сторону, противоположную источнику газопитания.
Сварочные работы должны производиться с максимальным соблюдением правил безопасности и с применением только качественного оборудования. Это позволит сделать процесс безопасным, а соединение металлов - надежным.
Март 22, 2017
Какой газ используют при сварке?
О возможности полуавтоматической сварки материалов в среде углекислого газа заговорили в середине ХХ столетия. Разработали данную методику Новожилов Н.М. и Любавский К.В. – советские исследователи. Данный способ сварки из-за дешевизны углекислого газа, благодаря высокой степени производительности стал достаточно востребованным в строительной, производственной индустрии, и, конечно же, в быту.
Согласно данной методике углекислый газ, обеспечивающий защиту на соединяемом участке, под влиянием высокой температуры дуги делится на О 2 , угарный газ. В результате поток образовавшейся газовой смеси защищает зону сваривания материала от негативного воздействия воздуха внешней среды, взаимодействует с углеродом, железом.
Для предотвращения окисления СО 2 в прут для сварки газом вводится марганец, кремний, которые являются химически активнее больше железа, они окисляются первыми. Поэтому пока Mn, Si будут присутствовать на участке соединения металлических изделий, углерод, железо окисляться не будут.
Для получения высококачественных сварных швов при сваривании углеродистых сталей, пропорция марганец/кремний берется 1/2. Образующиеся оксиды марганца, кремния при выполнении работ не растворяются в сварной ванне, они формируют легкоплавкое соединение после реакции между собой. Данное соединение легко выводится из металла, находящегося в жидком состоянии.
Особенности сварочных работ в углекислотной среде
Полуавтоматическая сварка в среде углекислого газа выполняется постоянным током, обладающим обратной полярностью, так как ток прямой полярности негативно влияет на стабильность дуги (сварной шов будет иметь дефекты).
Ток прямой полярности применяется в случае выполнения наплавления, но не сварки, так как у него коэффициент наплавления в 1,7 раз выше, чем данный коэффициент у тока, имеющего обратную полярность.
Также сварку можно производить на переменном токе, но тогда в цепи обязательно нужно использовать осциллятор.
Используемые газы для газосварки
Типов сварки существует несколько вариантов. Они отличаются между собой технологией образования , имеющей высокую температуру, предназначение которой – соединение, резка металлов, их сплавов. Это может выполняться газовым пламенем, ультразвуком или электрической дугой. Принцип соединения металлов основан на расплавлении краев отдельных металлических конструкций для дальнейшего их соединения вместе, в результате которого получается сварочный шов.
Зависимо от газа, используемого для сварочных работ, показатель температуры будет отличаться. К примеру, при взаимодействии с карбидом кальция Н 2 О, осуществляется выделение ацетилена. В процессе реакции данного элемента с кислородом температура пламени может достигать больше 3000ºС.
Сварочные газы – это все бутаны, пропаны, бензолы, МАФ, керосины и т. д. При использовании для сварки любых газов обязательно наличие кислорода – это катализатор горения. О 2 должен быть чистый и высококачественный. От этого будет зависеть максимальный температурный показатель.
Газовый состав
В газовом составе обязательно присутствие чистого кислорода, который предоставляет возможность получать максимальную температуру горения, важные показатели пламени. От качества этого компонента будет зависеть полнота сгорания горючих компонентов, а от его количества – окислительные, восстановительные характеристики, получаемые пламенем.
К условиям хранения газов предъявляются особые требования. Применение специальных емкостей (баллонов) обязательно, так как:
- большинство сварочных газов являются токсичными;
- технический кислород – это мощнейший катализатор.
Если использовать атмосферный кислород, сварные швы не получатся ровными. При этом после расплавления и последующего соединения металл потеряет свои первоначальные качества. Применение стандартного кислорода, который содержится в атмосфере недостаточно эффективно. В нем присутствуют разнообразные примеси, которые существенно снижают скорость сгорания компонентов, а это соответственно сказывается на температуре пламени горелки.
![]()
Газы для сварки
Важно! Необходимо соблюдать пропорции газовых смесей при использовании любого типа газа. Сам же выбор будет зависеть от свариваемого материала. Например, для соединения образцов из стали газовый состав должен содержать 18% углекислого газа, а для соединения материалов из нержавеющей стали смесь должна состоять на 98% из аргона.
Механизированная сварка в среде защитных газов предполагает использование активных, инертных газов. Они в металлах не растворяются, не являются ядовитыми.
Разновидности газов:
- N2 – азот, бесцветный газ, не имеющий запаха. Используется для соединения медных материалов. Выделяется четыре типа азота с различным содержанием вещества.
- He – гелий, газ бесцветный, не имеющий запаха, легче воздуха. Выделяется два типа гелия: технический, высокочастотный. Из-за высокой себестоимости данный газ менее востребован на рынке. Гелий предназначен для соединения образцов из алюминия, чистых металлов, стали.
- Ar – аргон, газ бесцветный, не имеющий запаха, весит в 1,5 раза больше воздуха, не горит. Выделяют два типа данного газа: 1-го сорта (для образцов из алюминия, стали), высшего сорта (для полуавтоматической сварки в среде защитных газов образцов из редких металлических сплавов).
Активные газы выполняют защиту от воздуха участка сваривания. Они вступают в реакцию, растворяются в металлах.
- Углекислый газ (СО 2), отличается повышенными окислительными характеристиками, обладает специфическим запахом. Его масса в 1,5 раза больше воздуха, он растворяется в Н 2 О. Выделяю три типа данного газа, которые применяются для сваривания чугунных материалов, низко, среднеуглеродистых металлических сплавов, коррозийных, низколегированных стальных образцов. Важно запомнить! Сварка в защитных газах не предусматривает применения двуокиси углерода.
- Кислород О 2 – довольно мощный катализатор, бесцветный, без вкуса, запаха, не горит, но поддерживает горение. Используется в составе с инертными компонентами.
Наиболее популярные газовые смеси, которые повышают качество шва, улучшают сам процесс соединения:
- углекислый газ «плюс» кислород
- аргон «плюс» гелий
- углекислый газ «плюс» аргон
- углекислый газ «плюс» кислород «плюс» аргон
- кислород «плюс» аргон
Достоинства, недостатки газосварки
Сварка в защитных газах характеризуется плавлением материала. Сам процесс основывается на соединении отдельных элементов предварительно нагреваемого металла до расплавления. Для этого берется высокотемпературное пламя горелки, которое формируется в процессе сжигания газового состава с кислородом. Зазор между образцами заполняется предварительно расплавленной металлической проволоки.
Преимущества:
- довольно простая технология сварки;
- нет необходимости в приобретении дорогостоящего, технически сложного оборудования;
- нет необходимости в специальном источнике питания;
- сварщик имеет возможность регулировки скорости нагревания, охлаждения соединяемого сваркой материала, меняя мощность, положение пламени горелки относительно свариваемой точки.
Недостатки:
- металл нагревают с меньшей скоростью;
- участок теплового воздействия на материал достаточно большой в сопоставлении с дуговой сваркой;
- скопление тепла, когда используется сварка в углекислом газе, меньше, коробление соединяемых образцов больше, если сравнивать с дуговой сваркой.
Несмотря на некоторые недостатки, сварка в защитных газах позволяет опытному сварщику при правильно подобранной мощности пламени горелки, концентрации газовой смеси производить соединения свариваемых конструкций высокого качества.
При относительно медленном нагреве металлического образца, незначительной концентрации тепла в процессе нагревания производительность газосварки значительно уменьшается с увеличением толщины металлических изделий, которые соединяются.
Пример: если толщина свариваемого стального листа 0,1 см, скорость газосварки приблизительно 10,0 м/ч, если толщина материала 1 см, скорость – не более 2,0 м/ч.
Сварка в защитных газах стальных изделий, толщина которых превышает 0,6 см, менее эффективна, если сравнивать с дуговой сваркой. В подобных случаях используется достаточно редко.
Цена на газ вместе с кислородом больше, если сравнивать с ценой на используемую электроэнергию при использовании контактной, дуговой сварки.
Автоматическим и механическим процессам газосварка поддается труднее, чем электрическая. Поэтому автоматизированная газосварка с многопламенными горелками используется только при соединении тонких металлических труб, обечаек.
Область применения
- Соединение труб диаметром, не более 10 см, их фасонных компонентов.
- Изготовление, ремонт изделий, выполненных из тонколистовой стали: соединение отдельных листов резервуаров небольшой вместимости, заваривание небольших трещин в металлических изделиях.
- Низкотемпературная сварка чугуна.
- Соединение высокопрочного чугуна. В данном случае дополнительно используются присадочная бронзовая или латунная проволока.
- Ремонт литых бронзовых, чугунных изделий.
- Наплавление латуни на чугунные, стальные изделия.
- Соединение алюминиевых, латунных, свинцовых, медных изделий.

Сварка в защитной газовой среде предоставляет возможность выполнять сварное соединение практически любых металлов, которые используются на технических средствах. Например, свинец, медь, чугун лучше поддаются газосварке, чем электродуговой. А благодаря простоте конструкции газосварочное оборудование является достаточно востребованным в сельском хозяйстве, на машиностроительных предприятиях, при выполнении ремонтно-строительных работ, иных сферах деятельности.
Заключение
Подбирая газ для сварки для индивидуальной ситуации, рекомендуется учитывать следующие критерии:
- технические характеристики оборудования;
- химический состав;
- характеристики свариваемых образцов;
- необходимую форму шва;
- в каких условиях предполагается проводить сварочные работы.
Газосварка будет стоить на порядок выше дуговой, контактной электросварки, так как газ с кислородом значительно дороже электроэнергии.
Газовая сварка относится к сварке плавлением. Процесс газовой сварки состоит в нагревании кромок деталей в месте их соединения до расплавленного состояния пламенем сварочной горелки. Для нагревания и расплавления металла используется высокотемпературное пламя, получаемое при сжигании горючего газа в смеси с технически чистым кислородом. Зазор между кромками заполняется расплавленным металлом присадочной проволоки.
Газовая сварка обладает следующими преимуществами: способ сварки сравнительно прост, не требует сложного и дорогого оборудования, а также источника электроэнергии. Изменяя тепловую мощность пламени и его положение относительно места сварки, сварщик может в широких пределах регулировать скорость нагрева и охлаждения свариваемого металла.
К недостаткам газовой сварки относятся меньшая скорость нагрева металла и большая зона теплового воздействия на металл, чем при дуговой сварке. При газовой сварке концентрация тепла меньше, а коробление свариваемых деталей больше, чем при дуговой сварке. Однако при правильно выбранной мощности пламени, умелом регулировании его состава, надлежащей марке присадочного металла и соответствующей квалификации сварщика газовая сварка обеспечивает получение высококачественных сварных соединений.
Благодаря сравнительно медленному нагреву металла пламенем и относительно невысокой концентрации тепла при нагреве производительность процесса газовой сварки существенно снижается с увеличением толщины свариваемого металла. Например, при толщине стали 1мм, скорость газовой сварки составляет около 10м/ч, а при толщине 10мм – только 2м/ч. Поэтому газовая сварка стали толщиной свыше 6мм менее производительна по сравнению с дуговой сваркой и применяется значительно реже.
Стоимость горючего газа (ацетилена) и кислорода при газовой сварке выше стоимости электроэнергии при дуговой и контактной сварке. Вследствие этого газовая сварка обходится дороже, чем электрическая.
Процесс газовой сварки труднее поддается механизации и автоматизации, чем процесс электрической сварки. Поэтому автоматическая газовая сварка многопламенными линейными горелками находит применении только при сварке обечаек и труб из тонкого металла продольными швами газовую сварку применяют при:
Изготовлении и ремонте изделий из тонко-листовой стали (сварке сосудов и резервуаров небольшой емкости, заварке трещин, варке заплат и пр.);
сварке трубопроводов малых и средних диаметров (до 100мм) и фасонных частей к ним;
ремонтной сварке литых изделий из чугуна, бронзы и силумина;
сварке изделий из алюминия и его сплавов, меди, латуни, свинца;
наплавке латуни на детали из стали и чугуна;
сварке кованого и высокопрочного чугуна с применением присадочных прутков из латуни и бронзы, низкотемпературной сварке чугуна.
При помощи газовой сварки можно сваривать почти все металлы, применяемые в технике. Такие металлы, как чугун, медь, латунь, свинец легче поддаются газовой сварке, чем дуговой. Если учесть еще простоту оборудования то становится понятным широкое распространение газовой сварки в некоторых областях народного хозяйства (на некоторых заводах машиностроения, сельском хозяйстве, ремонтных, строительно-монтажных работах и др.).
Для газовой сварки необходимо:
1) газы – кислород и горючий газ (ацетилен или его заменитель);2) присадочная проволока (для сварки и наплавки);
3) соответствующее оборудование и аппаратура, в то числе:
а. кислородные баллоны для хранения запаса кислорода;
б. кислородные редукторы для понижения давления кислорода, подаваемого из баллонов в горелку или резак;
в. ацетиленовые генераторы для получения ацетилена из карбида кальция или ацетиленовые баллоны, в которых ацетилен находится под давлением и растворен в ацетилене;
г. сварочные, наплавочные, закалочные и другие горелки с набором наконечников для нагрева метла различной толщины;
д. резиновые рукава (шланги) для подачи кислорода и ацетилена в горелку;
4) принадлежности для сварки: очки с темными стеклами (светофильтрами) для защиты глаз от яркого света сварочного пламени, молоток, набора ключей для горелки, стальные щетки для очистки металла и сварочного шва;
5) Сварочный стол или приспособление для сборки и закрепления деталей при прихватке, сварки;
6) флюсы или сварочные порошки, если они требуются для сварки данного металла.
Материалы, применяемые при газовой сварке.
Кислород Кислород при атмосферном давлении и обычной температуре газ без цвета и запаха, несколько тяжелее воздуха. При атмосферном давлении и температуре 20 гр. масса 1м3 кислород равен 1.33 кг. Сгорание горючих газов и паров горючих жидкостей в чистом виде кислороде происходит очень энергично с большой скоростью, а возникновение в зоне горения возникает высокая температура.Для получения сварочного пламени с высокой температурой, необходимо для быстрого расплавления металла в месте сварки, горючий газ или пары горючей жидкости сжигают в смеси с чистым кислородом.
При возникновении сжатого газообразного кислорода с маслом или жирами последние могут самовоспламеняться, что может быть причиной пожара. Поэтому при обращении с кислородными баллонами и аппаратурой необходима тщательно следить за тем, чтобы на них не падали даже незначительные следы масла и жиров. Смесь кислорода с горючих жидкостей при определенных соотношениях кислорода и горючего вещества взрывается.
Технический кислород добывают из атмосферного воздуха который подвергают обработке в воздухоразделительных установках, где он очищается от углекислоты и осушается от влаги.
Жидкий кислород хранят и перевозят в специальных сосудах с хорошей теплоизоляцией. Для сварки выпускают технический кислород трех сортов: высшего, чистотой не ниже 99.5%
1-ого сорта чистотой 99.2%
2-ого сорта чистотой 98.5% по объему.
Остаток 0.5-0.1% составляет азот и аргон
Ацетилен В качестве горючего газа для газовой сварки получил распространение ацетилен соединение кислорода с водородом. При нормальной to и давлением ацетилен находится в газообразном состоянии. Ацетилен бесцветный газ. В нем присутствуют примеси сероводорода и аммиак.
Ацетилен есть взрывоопасный газ. Чистый ацетилен способен взрываться при избыточном давлении свыше 1.5 кгс/см 2 , при быстром нагревании до 450-500С. Смесь ацетилена с воздухом взрываться при атмосферном давлении, если в смеси содержится от 2.2 до 93% ацетилена по объему. Ацетилен для промышленных целей получают разложением жидких горючих действием электродугового разряда, а так же разложением карбида кальция водой.
Газы заменители ацетилена. При сварке металлов можно применять другие газы и пары жидкостей. Для эффективного нагрева и расплавления металла при сварке необходимо чтобы to пламени была примерно в два раза превышала to плавления свариваемого металла.
Для сгорания горючих различных газов требуется различное кол-во кислорода подаваемого в горелку. В таб.8 приведены основные хар-ки горючих газов для сварки.
Газы заменители ацетилена применяют во многих отраслях промышленности. Поэтому их производство и добыча в больших масштабах и они являются очень дешевыми, в этом их основное преимущество перед ацетиленом.
Вследствие более низкой t пламени этих газов применение их ограничено некоторыми процессами нагрева и плавления металлов.
При сварке же стали с пропаном или метаном приходится применять сварочную проволоку содержащею повышенное количество кремния и марганца, используемых в качестве раскислителей, а при сварке чугуна и цветных металлов использовать флюсы.
Газы – заменители с низкой теплопроводной способностью неэкономично транспортировать в баллонах. Это ограничивает их применение для газопламенной обработки.
Таблица 8 Основные газы применяемые при газовой сварке
Сварочные проволоки и флюсы
В большинстве случаев при газовой сварке применяют присадочную проволоку близкую по своему хим. составу к свариваемому металлу.Нельзя применят для сварки случайную проволоку неизвестной марки.
Поверхность проволоки должна быть гладкой и чистой без следов окалины, ржавчины, масла, краски и прочих загрязнений. Температура плавления проволоки должна быть равна или несколько ниже to плавления металла.
Проволока должна плавится спокойно и равномерно, без сильного разбрызгивания и вскипания, образуя при застывании плотный однородный металл без посторонних включений и прочих дефектов.
Для газовой сварки цветных металлов (меди, латуни, свинца), а так же нержавеющей стали в тех случаях, когда нет подходящей проволоки, применяют в виде исключения полоски нарезанный из листов той же марки, что и сваривает металл.
Флюсы Медь, алюминий, магний и их сплавы при нагревании в процессе сварки энергично вступают в реакцию с кислородом воздуха или сварочного пламени (при сварке окислительным пламенем), образуя окислы, которые имеют более высокую to плавления, чем металл. Окислы покрывают капли расплавленного металла тонкой пленкой и этим сильно затрудняют плавление частиц металла при сварке.
Для защиты расплавленного металла от окисления и удаления образующихся окислов применяют сварочные порошки или пасты, называемые флюсами. Флюсы, предварительно нанесенные на присадочную проволоку или пруток и кромки свариваемого металла, при нагревании расплавляются и образуют легкоплавкие шлаки, всплывающие на поверхность жидкого металла. Пленка шлаков прокрывает поверхность расплавленного металла, защищая его от окисления.
Состав флюсов выбирают в зависимости от вида и свойств свариваемого металла.
В качестве флюсов применяют прокаленную буру, борную кислоту. Применение флюсов необходимо при сварке чугуна и некоторых специальных легированных сталей, меди и ее сплавов. При сварке углеродистых сталей не применяют.
Аппаратура и оборудование для газовой сварки.
Водяные предохранительные затворы Водяные затворы защищают ацетиленовый генератор и трубопровод от обратного удар пламени из сварочной горелки и резака. Обратным ударом называется воспламенение ацетиленово-кислородной смеси в каналах горелки или резака. Водяной затвор обеспечивает безопасность работ при газовой сварке и резке и является главной частью газосварочного поста. Водяной затвор должен содержатся всегда в исправном состоянии, и быть наполнен водой до уровня контрольного крана. Водяной затвор всегда включает между горелкой или резаком и ацетиленовым генератором или газопроводом.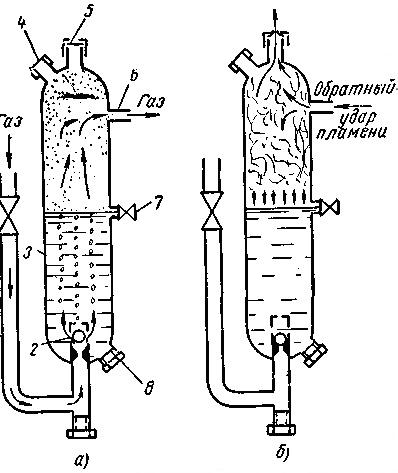
Рисунок 17
Схема устройства и работы водяного затвора среднего давления:
а - нормальная работа затвора, б - обратный удар пламени
Баллоны для сжатых газов
Баллоны для кислорода и других сжатых газов представляют собой стальные цилиндрические сосуды. В горловине баллона сделано отверстие с конусной резьбой, куда ввертывается запорный вентиль. Баллоны бесшовные для газов высоких давлений изготавливают из труб углеродистой и легированной стали. Баллоны окрашивают с наружи в словные цвета, в зависимости от рода газа. Например, кислородные баллоны в голубой цвет, ацетиленовые в белый водородные в желто-зеленый для прочих горючих газов в красный цвет.Верхнею сферическую часть баллона не окрашивают и на ней выбивают паспортные данные баллона.
Баллон на сварочном посту устанавливают вертикально и закрепляют хомутом.
Вентили для баллонов
Вентили кислородных баллонов изготавливают из латуни. Сталь для деталей вентиля применять нельзя так как она сильно коррозирует в среде сжатого влажного кислорода.Ацетиленовые вентили изготавливают из стали. Запрещается применять медь и сплавы, содержащие свыше 70% меди, так как с медью ацетилен может образовывать взрывчатое соединение – ацетиленовую медь.
Редукторы для сжатых газов
Редукторы служат для понижения давления газа, отбираемого из баллонов (или газопровода), и поддержания этого давления постоянным независимо от снижения давления газа в баллоне. Принцип действия и основные детали у всех редукторов примерно одинаковы.По конструкции бывают редукторы однокамерные и двухкамерные. Двухкамерные редукторы имеют две камеры редуцирования, работающие последовательно, дают более постоянное рабочее давление и менее склонны к замерзанию при больших расходах газа.
Кислородный и ацетиленовый редукторы показаны на рис. 18.
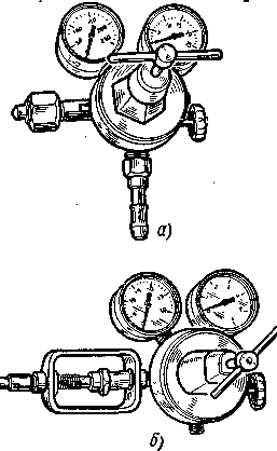
Рисунок 18
Редукторы: а - кислородный, б - ацетиленовый
Рукава (шланги) служат для подвода газа в горелку. Они должны обладать достаточной прочностью, выдерживать давление газа, быть гибкими и не стеснять движений сварщика. Шланги изготовляют из вулканизированной резины с прокладками из ткани. Выпускаются рукава для ацетилена и кислорода. Для бензина и керосина применяют шланги из бензостойкой резины.
Сварочные горелки
Сварочная горелка служит основным инструментом при ручной газовой сварке. В горелке смешивают в нужных количествах кислород и ацетилен. Образующаяся горючая смесь вытекает из канала мундштука горелки с заданной скоростью и, сгорая, дает устойчивое сварочное пламя, которым расплавляют основной и присадочный металл в месте сварки. Горелка служит также для регулирования тепловой мощности пламени путем изменения расхода горючего газа и кислорода.Горелки бывают инжекторные и безинжекторные. Служат для сварки, пайки, наплавки, подогрева стали, чугуна и цветных металлов. Наибольшее распространение получили горелки инжекторного типа. Горелка состоит из мундштука, соединительного ниппеля, трубки наконечника, смесительной камеры, накидной гайки, инжектора, корпуса, рукоятки, ниппеля для кислорода и ацетилена.
Горелки делятся по мощности пламени:
1.
Микромалой мощности (лабораторные) Г-1;
2.
Малой мощности Г-2. Расход ацетилена от 25 до 700 л. в час, кислорода от 35 до 900 л. в час. Комплектуются наконечниками №0 до 3;
3.
Средней мощности Г-3. Расход ацетилена от 50 до 2500 л. в час, кислорода от 65 до 3000 л. в час. Наконечники №1-7;
4.
Большой мощности Г-4.
Также есть горелки для газов заменителей ацетилена Г-3-2, Г-3-3. Комплектуются наконечниками с №1 по №7.
Технология газовой сварки.
Сварочное пламя. Внешний, вид температура и влияние сварочного пламени на расплавленный металл зависят от состава горючей смеси, т.е. соотношение в ней кислорода и ацетилена. Изменяя состав горючей смеси, сварщик изменяет свойства сварочного пламени. Изменяя соотношение кислорода и ацетилена в смеси, можно получать три основных вида сварочного пламени, рис. 19.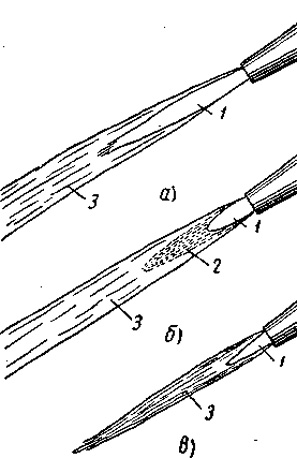
Рисунок 19
Виды ацетилено-кислородного пламени
а – науглероживающее, б-нормальное, в – окислительное; 1 – ядро, 2- восстановительная зона, 3 - факел
Для сварки большинства металлов применяют нормальное (восстановительное) пламя (рис. 19, б).
Окислительное пламя (рис. 19, в) применяют при сварке с целью повышения производительности процесса, но при этом обязательно пользоваться проволокой, содержащей повышенное количество марганца и кремния в качестве раскислителей, оно также необходимо при сварке латуни и пайке твердым припоем.
Пламя с избытком ацетилена применяют при наплавке твердыми сплавами. Пламя с незначительным избытком ацетилена используют для сварки алюминиевых и магниевых сплавов.
Качество наплавленного металла и прочности сварного шва сильно зависят от состава сварочного пламени.
Металлургические процессы при газовой сварке.
Металлургические процессы при газовой сварке характеризуются следующими особенностями: малым объемом ванны расплавленного металла; высокой температурой и концентрацией тепла в месте сварки; Большой скоростью расплавления и остывания метла; интенсивным перемешиванием металла гладкой ванны газовым потоком пламени и присадочной проволокой; химическим взаимодействием расплавленного металла с газами пламени.
Основными в сварочной ванне являются реакции окисления и восстановления. Наиболее легко окисляются магний, алюминий, обладающие большим сродством к кислороду.
Кислы этих металлов не восстанавливаются водородом и окисью углерода, поэтому при сварке металлов необходимы специальные флюсы. Окислы железа и никеля, наоборот хорошо восстанавливаются окисью углерода и водородом пламени, поэтому при газовой сварке этих металлов флюсы не нужны.
Водород способен хорошо растворятся в жидком железе. При быстром остывании сварочной ванны он может остаться в шве в виде мелких газовых пузырей. Однако газовая сварка обеспечивает более медленное охлаждение металла по сравнению, например с дуговой. Поэтому при газовой сварке углеродистой стали, весь водород успевает уйти из металла шва и последний получится плотным.
Структурные изменения в металле при газовой сварке.
Вседствии более медленного нагрева зона влияния при газовой сварке больше чем при дуговой.
Слои основного металла, непосредственно примыкающие к сварочной ванне непрерывны и приобретают крупнозернистую структуру. В непосредственной близости к границе шва находится зона неполного расплавления. Основного металла с крупной структурой, характерной для ненагретого металла. В этой зоне прочность металла ниже, чем прочночность металла шва, поэтому здесь обычно и происходит разрушение сварного соедениения.
Далее расположен участок, нерекристализации характеризуемы так же крупнозернистой структурой, для которого t плавления металла, не выше 1100-1200С. Последующие участки нагреваются до более низких температур и имеют мелкозернистую структуру, нормализованной стали.
Для улучшения структуры и свойств металла шва и околошовной зоны иногда применяют горячую проковку шва и местную термообработку нагревом сварочным пламенем или общую термообработку с нагревом в печи.
Элюстрация способов газовой сварки показана на рис. 20.
Рисунок 20
Особенности и режимы сварки различных металлов.
Сварка углеродистых сталей
Низкоуглеродистые стали можно сварить любым способом газовой сварки. Пламя горелки должно быть нормальным, мощностью 100-130дм 3/ч при правой сварке. При сварке углеродистых сталей применяют проволоку из малоуглеродистой стали св-8 св-10ГА. При сварке этой проволокой часть углерода, марганца и кремния выгорает, а металл шва получает крупнозернистую структуру и его предел прочности такового для основного металла. Для получения наплавленного металла равнопрочного основному, применяют проволоку св-12ГС, содержащую до 0.17% углерода; 0.8-1.1 марганца и 0.6-0.9% кремния.Сварка легированных сталей
Легированные стали хуже проводят тепло чем низкоуглеродистая сталь, и поэтому больше коробятся при сварке.Низколегированные стали (например XCHД) хорошо свариваются газовой сваркой. При сварке применяют нормальное пламя и проволоку СВ-0.8, СВ-08А или СВ-10Г2
Хромоникелевые нержавеющие стали сваривают нормальным пламенем мощностью 75 дм 3 ацетилена на 1 мм толщины металла. Применяют проволоку СВ-02Х10Н9, СВ-06-Х19Н9Т. При сварке жаропрочной нержавеющей стали, применяют проволоку содержащую 21% никеля 25% хрома. Для сварки коррозиностойкой стали содержащей молибден 3%, 11% никеля, 17% хрома.
Сварка чугуна
Чугун сваривают при исправлении дефектов отливок, а так же восстановлении и ремонте деталей: заварке трещин, раковин, при варке отколовшихся частей и пр.Сварочное пламя должно быть нормальным или науглероживающим, так как окислительное вызывает местное выгорание кремния, и в металле шва образуются зерна белого чугуна.
Сварка меди
Медь обладает высокой теплопроводностью, поэтому при ее сварке к месту расплавления металла приходится проводить большое количество тепла, чем при сварке стали.Одним из свойств меди затрудняющим сварку, является ее повышенная текучесть в расплавленном состоянии. Поэтому при сварке меди не оставляют зазора между кромками. В качестве присадочного металла используют проволоку из чистой меди. Для раскисления меди и удаления шлака применяют флюсы.
Сварка латуни и бронзы
Сварка латуни. Газовую сварку широко используют для сварки латуни, которая труднее поддается сварке электрической дугой. Основное затруднение при сварке состоит в значительном испарении из латуни цинка, которое начинается при 900С. Если латунь перегреть, то вследствие испарения цинка, шов получится пористым. При газовой сварке может испаряется до 25% содержащегося в латуни цинка.Для уменьшения испарения цинка сварку латуни ведут пламени с избытком кислорода до 30-40%. В качестве присадочного металла используют латунную проволоку. В качестве флюсов применяют прокаленную буру или газообразный флюс БМ-1
Сварка бронзы
Газовую сварку бронзы применяют при ремонте литых изделий из бронзы, наплавке работающих на трение поверхностей деталей слоем антифрикционных бронзовых сплавов и пр.Сварочное пламя должно иметь восстановительный характер, так как при окислительном пламени увеличиваются выгорание из бронзы олова, кремния, алюминия. В качестве присадочного материала используют прутки или проволоку, близкие по составу к свариваемому металлу. Для раскисления в присадочную проволоку вводят до 0.4% кремния.
Для защиты металла от окисления и удаления окислов в шлаки применяют флюсы тех же составов, что и при сварке меди и латуни.
Одним из видов сварочных работ плавлением является газовая сварка. Она широко применяется при изготовлении конструкций из тонкой углеродистой стали, при ремонтной сварке изделий из чугуна, при заварке дефектов в литых изделиях из черных и .
Газосварка — принципиальная схема
Суть газовой сварки состоит в том, что кромки деталей нагреваются до расплавленного состояния в месте соединения высокотемпературным пламенем, образующимся при сжигании смеси горючего газа и технически чистого кислорода. Зазор между кромками заливается расплавленным металлом присадочной проволоки.
Используемые газы
В качестве горючих газов для газовой сварки применяют природный газ, ацетилен, и пары бензина. Все эти газы хорошо горят на воздухе, но при этом не развивают высокой температуры, достаточной для сваривания и поэтому сжигаются в кислородной струе. Большой популярностью пользуется и .
Наибольшей популярностью пользуется ацетилен. Он образуется при взаимодействии воды и карбида кальция. Температура пламени при его сгорании в струе кислорода достигает 3200 — 3400 °С. Ацетилен получают с помощью специальных устройств — генераторов, широко выпускаемых промышленностью.
 Кислородный редуктор
Кислородный редуктор
Кислород подают из специального баллона, окрашенного в голубой или светло-синий цвет. Для обеспечения нормальной работы необходимо, чтобы кислород в сварочную горелку подавался равномерно под маленьким давлением в 3 — 4 атм. С этой целью на баллонах используется редуктор, регулирующий подачу газа.
Во время работы к горелке подводят рукава для газовой сварки (шланги) — ацетиленовый (от белого баллона или генератора) и кислородный. Кислород подают в центральный канал, его струя создает большое разрежение и засасывает ацетилен, попадающий в горелку под меньшим давлением. Оба газа смешиваются в смесительной камере горелки и через наконечник выходят наружу.
Технология сваривания газом
Выполняя газовую сварку своими руками, для того чтобы получить высококачественное сварное соединение, необходимо тщательно подготовить свариваемые кромки, выбрать способ соединения металла, установить горелку в соответствующее положение и определить необходимые параметры мощности горелки и диаметра присадочной проволоки.
Подготовка кромок
Кромки изделия очищают от окалины, масла и других загрязнений. Скос кромок выполняют ручным или пневматическим зубилом либо с помощью специальных станков. Эта операция может выполняться также механизированной или ручной кислородной резкой. Образующиеся при этом окалину и шлаки удаляют металлической щеткой или зубилом.
Перед свариванием следует выполнить прихватку кромок свариваемых деталей для предотвращения изменения их взаимного положения в течение выполняемых работ. При работах с тонким металлом и короткими швами длина прихваток должна составлять 5 — 7 мм, а расстояние между ними — 70 — 100 мм. При работе с толстым металлом и при швах значительной длины прихватки должны быть длиной 20 — 30 мм, а интервал между ними — 300 — 500 мм.
Техника сваривания газом
Производительность сварки и качество в значительной степени зависят от расположения горелки и направления перемещения вдоль шва. Существует два основных способа выполнения газовой сварки: левый и правый. При левом способе горелку ведут справа налево с ее перемещением над присадочным прутком, при этом пламя направляется на еще несваренные кромки и прогревает их, подготовляя к свариванию. При правом способе горелку ведут слева направо с ее перемещением перед присадочным прутком и направлением пламени на формирующийся шов.
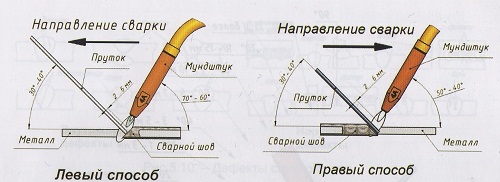 Техника сваривания газом, левый и правый способы
Техника сваривания газом, левый и правый способы
Правым способом пользуются при сварке металла более 5 мм толщиной. Сварку вертикальных швов по направлению снизу вверх лучше выполнять левым способом. Потолочные швы удобнее варить правым способом. Сварочную ванну с целью предотвращения вытекания расплавленного металла рекомендуется формировать с небольшим перекосом.
 Углы на клона и способы перемещения горелки при газовой сварке
Углы на клона и способы перемещения горелки при газовой сварке
Во время сварочного процесса мундштук горелки вместе с присадочной проволокой одновременно совершают два движения: первое — вдоль оси шва, а второе — колебательное движение поперек оси шва. Конец присадочного прутка при этом перемещается в направлении, противоположном движению мундштука.
Техника безопасности при газовой сварке
Запрещено выполнять газовую сварку в непосредственной близости от огнеопасных и легко воспламеняющихся веществ. Сваривание в котлах, резервуарах и закрытых тесных помещениях необходимо проводить с частыми перерывами и выходом на свежий воздух. В полузакрытых и закрытых помещениях удаление вредных должно проводиться местными отсосами. При сваривании в резервуарах необходимо присутствие второго рабочего — наблюдающего, находящегося снаружи.
Средства защиты — ваша безопасность
Газовая сварка и должна выполняться с использованием специальных защитных очков, препятствующих негативному воздействию возникающих ярких лучей на кровеносную и сетчатую оболочки глаз, а также защищающих от брызг шлака и металла.
 Комплект для газосварки
Комплект для газосварки
Оборудование и всегда должно находится в исправном состоянии. Сварочный пост для газовой сварки должен содержать в своем составе кислородный баллон, ацетиленовый генератор либо баллон с горючим газом, редукторы для уменьшения давления выходящего из баллона газа, газовые горелки для сварки и резак, набор сменных наконечников, рукава (шланги), обеспечивающие подачу горючего газа и кислорода в горелку или резак, комплект инструментов сварщика, сварочный стол, приспособления, требующиеся для сборки изделий, защитные очки и спецодежду сварщика.
Транспортировка и хранение баллонов
Газовые баллоны нужно переносить на специальных носилках или везти на тележке. Иные способы транспортировки баллонов небезопасны. Ни в коем случае баллоны не должны стучаться друг об друга либо падать при транспортировке. При перевозке баллонов на них должен быть надет защитный колпак. На месте выполнения работ хранить кислородные баллоны запрещено. Исключение составляют монтажные и строительные работы. Перемещать на небольшие расстояния их можно кантовкой с малым наклоном.
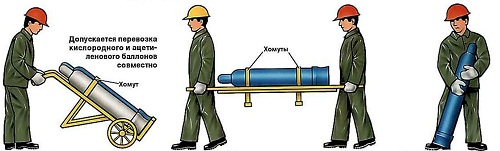 Транспортировка баллонов
Транспортировка баллонов
Если используется более 10 сварочных постов, то газоснабжение должно распределяться по газопроводам от ацетиленовых и кислородных станций. Ацетиленовый генератор должен быть установлен строго вертикально в хорошо вентилируемом помещении или на воздухе с температурой не ниже 5°С. Необходимо постоянно контролировать требуемый уровень воды в водном затворе. Последний во время работы должен быть исправным и включенным.
Обращение с огнем
Пламя горелки необходимо направлять в противоположную от источника питания сторону. При невозможности выполнения этого условия источник питания следует оградить с помощью металлического щита. Газопроводящие рукава во время работы должны быть расположены сбоку от сварщика. Во время перерыва пламя горелки следует потушить.
Не вступают в химическое взаимодействие с металлами и практически не растворяются в металлах
Аргон (Ar) - бесцветный, без запаха, негорючий, неядовитый газ, почти в 1,5 раза тяжелее воздуха. В металлах нерастворим как в жидком, так и в твердом состояниях. Выпускается ( -79) двух сортов: высшего и первого.
В газе высшего сорта содержится 99,993 % аргона, не более 0,006 % азота и не более 0,0007 % кислорода. Рекомендуется для сварки ответственных металлоконструкций из активных и редких металлов и сплавов, цветных металлов.
В газе первого сорта содержится 99,98 % аргона, до 0,01 % азота и не более 0,002 % кислорода. Рекомендуется для сварки стали и чистого алюминия.
Гелий (Не) - бесцветный газ, без запаха, неядовитый, значительно легче воздуха и аргона. Выпускается ( -75) двух сортов: высокой чистоты (до 99,985 %) и технический (99,8%).
Используется реже, чем аргон, из-за его дефицитности и высокой стоимости. Однако при одном и том же значении тока дуга в гелии выделяет в 1,5 - 2 раза больше энергии, чем в аргоне. Это способствует более глубокому проплавлению металла и значительному увеличению скорости сварки.
Гелий применяют при сварке химически чистых и активных материалов, а также сплавов на основе алюминия и магния.
Азот (N 2) - газ без цвета, запаха п вкуса, неядовитый. Используется только для сварки меди и ее сплавов, по отношению к которым азот является инертным газом. Выпускается ( -74) четырех сортов: высшего - 99,9% азота; 1-го - 99,5%; 2-го - 99,0%; 3-го - 97,0%.
Активные
Защищают зону сварки от воздуха, но сами растворяются в жидком металле либо вступают с ним в химическое взаимодействие
Кислород (О 2) - газ без цвета, запаха и вкуса. Негорючий, но активно поддерживающий горение. Технический газообразный кислород (ГОСТ5583-78) выпускается трех сортов: 1-й сорт - 99,7% кислорода; 2-й - 99,5%; 3-й - 99,2%. Применяется только как добавка к инертным и активным газам.
Углекислый газ (СО 2) - бесцветный, со слабым запахом, с резко выраженными окислительными свойствами, хорошо растворяется в воде. Тяжелее воздуха в 1,5 раза, может скапливаться в плохо проветриваемых помещениях, в колодцах, приямках. Выпускается ( -85) трех сортов: высший-99,8% СО 2 , 1-й-99,5% и 2-й-98,8%. Двуокись углерода 2-го сорта применять не рекомендуется. Для снижения влажности СО 2 рекомендуется установить баллон вентилем вниз и через 1-2 ч открыть вентиль на 8-10 с для удаления воды. Перед сваркой из нормально установленного баллона выпускают небольшое количество газа, чтобы удалить попавший внутрь воздух.
В углекислом газе сваривают чугун, низко- и среднеуглеродистые, низколегированные конструкционные коррозионностойкие стали.
Газовые смеси
Служат для улучшения процесса сварки и качества сварного шва
Смесь аргона и гелия. Оптимальный состав: 50% + 50% или 40% аргона и 60% гелия. Пригоден для сварки алюминиевых и титановых сплавов.
Смесь аргона и кислорода при содержании кислорода 1-5% стабилизирует процесс сварки, увеличивает жидко текучесть сварочной ванны, перенос электродного металла становится мелкокапельным. Смесь рекомендуется для сварки углеродистых и нержавеющих сталей.
Смесь аргона и углекислого газа. Рациональное соотношение - 75-80% аргона и 20-25% углекислого газа. При этом обеспечиваются минимальное разбрызгивание, качественное формирование шва, увеличение производительности, хорошие свойства сварного соединения. Используется при сварке низкоуглеродистых и низколегированных конструкционных сталей.
Смесь углекислого газа и кислорода. Оптимальный состав: 60-80% углекислого газа и 20-40% кислорода. Повышает окислительные свойства защитной среды и температуру жидкого металла. При этой смеси используют электродные проволоки с повышенным содержанием раскислителей, например Св-08Г2СЦ. Шов формируется несколько лучше, чем при сварке в чистом углекислом газе. Смесь применяют для сварки углеродистых, легированных и некоторых высоколегированных конструкционных сталей.
Смесь аргона, углекислого газа и кислорода - трехкомпонентная смесь обеспечивает высокую стабильность процесса и позволяет избежать пористости швов. Оптимальный состав: 75% аргона, 20% углекислого газа и 5% кислорода. Применяется при сварке углеродистых, нержавеющих и высоколегированных конструкционных сталей.


