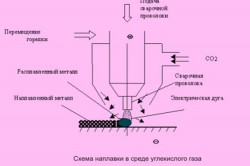
Оборудование для полуавтоматической сварки в углекислом газе. Как работает сварка в углекислой среде
Сварка металла в защитной среде углекислого газа считается профессионалами одной из самых эффективных. Особенно когда дело касается . Именно поэтому сварка в углекислом газе используется для ремонта кузовов автомобилей, минимальная толщина которых составляет 0,5 мм. К основным достоинствам данного вида сваривания металлов можно отнести:
- достаточно высокую производительность;
- незначительный нагрев свариваемых заготовок, что приводит к минимальному их короблению;
- варить швы можно в любом положении, и это не составляет большого труда, и не влияет на качество конечного результата;
- благоприятные условия проведения сварочного процесса;
- минимальные затраты, так как сам углекислый газ стоит очень дешево.
Проводить дуговую сварку в среде углекислого газа можно ручным способом, при помощи и автоматов. В небольших цехах по ремонту автомобилей используется именно сварка в среде углекислого газа полуавтоматами. Это удобно, это позволяет регулировать подачу присадочной проволоки в зону сваривания, скорость которой варьируется в пределах 148-600 м/ч.
На что необходимо обратить внимание, проводя полуавтоматическую сварку в среде углекислого газа.
- Сварка металлов проводится на постоянном токе при обратной полярности. Это когда минус подключается к заготовке, а плюс к электроду. В данном случае с полуавтоматами к присадочной проволоке.
- Силу тока регулируют в зависимости от толщины свариваемых металлов, от скорости подачи присадочной проволоки в зону сваривания и от напряжения электрической дуги.
- Напряжение дуги является очень важной составляющей сварочного процесса. От его значения зависят размеры сварного шва. К примеру, если напряжение большое, то ширина шва в процессе сварки также становится большой.
- Вылет проволоки тоже играет немаловажную роль. Если вылет небольшой, то сварщик плохо видит и сам процесс соединения, и зону сварки. При большом вылете проволоки сварочная дуга дестабилизируется.
Поэтому качество сварки зависит от вылета проволоки из горелки, а также от скорости перемещения последней. Если скорость будет большая, то сварка произойдет прерывистыми участками. Если малая, то расплавленный металл заполнит не только зазор между заготовками, но и вытечет за его пределы, что приведет к последующей доработке стыка. К тому же при небольшой скорости появляется вероятность получения прожогов.
Что касается , то она достаточно проста и не требует каких-то особых манипуляций с горелкой. В первую очередь перед началом сварочных работ необходимо убедиться, что углекислый газ подается из баллона на горелку. Для этого нужно всего лишь открыть вентиль на редукторе баллона и подставить ладонь под горелку. Небольшой ветерок говорит о том, что система подачи работает нормально.
Кстати, давление углекислоты в баллоне должно составлять 60-70 кгс/см², что контролируется манометром на редукторе, а вот давление самого газа в горелке показывает второй манометр на редукторе баллона. Его значение должно быть 2,0 кгс/см². Этот показатель не является абсолютным, потому что сам сварочный процесс может проходить при разных условиях. К примеру, сквозняки в цеху, на открытой площадке. При таких условиях давление на горелке необходимо поднять, что увеличит расход углекислоты.
Все готово, можно приступать к сварке. Для этого проволоку необходимо выпустить из горелки немного больше, чтобы легко ею можно было бы дотронуться до свариваемого металла для возбуждения дуги. Конец проволоки устанавливается на поверхность металлической заготовки, после чего сварщик нажимает на кнопку пуск на рукоятке горелки. Происходит поджиг дуги, после чего проволока убирается до необходимого размера. Открывается вентиль на редукторе баллона с углекислым газом, производится подача углекислоты в зону сварки.
В процессе углекислотной сварки горелку можно перемещать в любом направлении. Здесь важно, чтобы для сварщика данное направление было удобным. То есть, он смог бы отслеживать и контролировать сварочную операцию. При этом горелка должна располагаться под углом 60-70° по отношению к свариваемой поверхности заготовок.
Специалисты же отмечают различия направления сварки и угла наклона проволоки. К примеру, если варить слева направо, то горелку лучше держать углом назад. Если справа налево, то углом вперед. В первом случае глубина сваривания резко увеличивается, а вот ширина сварного шва заметно уменьшается. Во втором случае, наоборот, глубина проварки уменьшается, а ширина шва увеличивается. Последний вариант лучше всего подходит к сварке тонкостенных металлических деталей.
Внимание! Завершать сварочный процесс необходимо полным заполнением кратера расплавленным металлом. Подачу проволоки после этого нужно прекращать, а вот с отключением газа лучше повременить. Здесь важно, чтобы расплавленный металл в сварочной ванне остывал постепенно. Поэтому стоит немного поддержать температурный режим до того, пока металл не застынет.
Особенности процесса сваривания
Сварка в углекислом газе полуавтоматом – это практически тот же процесс, что и . Все дело в том, что не все металлы могут свариваться без защитного слоя. Но сваривание углекислотой – это в первую очередь дешево, потому другие виды сварки полуавтоматами также имеют высокое качество конечного результата.
В чем суть применения углекислого газа. Он защищает зону сварки от окружающего воздуха, в котором присутствует влажность и кислород. Но под действием высоких температур углекислота распадается на тот же кислород и угарный газ. Так вот этот кислород начинает взаимодействовать с металлом, окисляя его. Что, конечно, не очень хорошо. Вот почему так важно нейтрализовать окисляющий химический элемент.
Это можно сделать одним единственным способом – подавать в зону сварки металл, в состав которого входят раскислители. А это кремний или марганец. Так как эти два металла более активны, чем железо, то они первыми и вступают в реакцию с кислородом. Поэтому для сварки в углекислоте используется стальная проволока, в состав которой входят два эти элемента. Это очень важный момент. При этом считается, что оптимальное соотношение марганца к кремнию в составе присадочной проволоки должно быть 1,5-2,0. То есть, марганца должно быть почти в два раза больше.
Самое главное, что при взаимодействии кислорода с марганцем и кремнием образуются оксиды этих металлов. Они не растворяются в жидком расплавленном металле, образованном в сварочной ванне. Но хорошо взаимодействуют друг с другом, превращаясь в шлак, который легко выводится из зоны сваривания. Вот несколько особенностей сварки в углекислом газе.
Комплектность оборудования
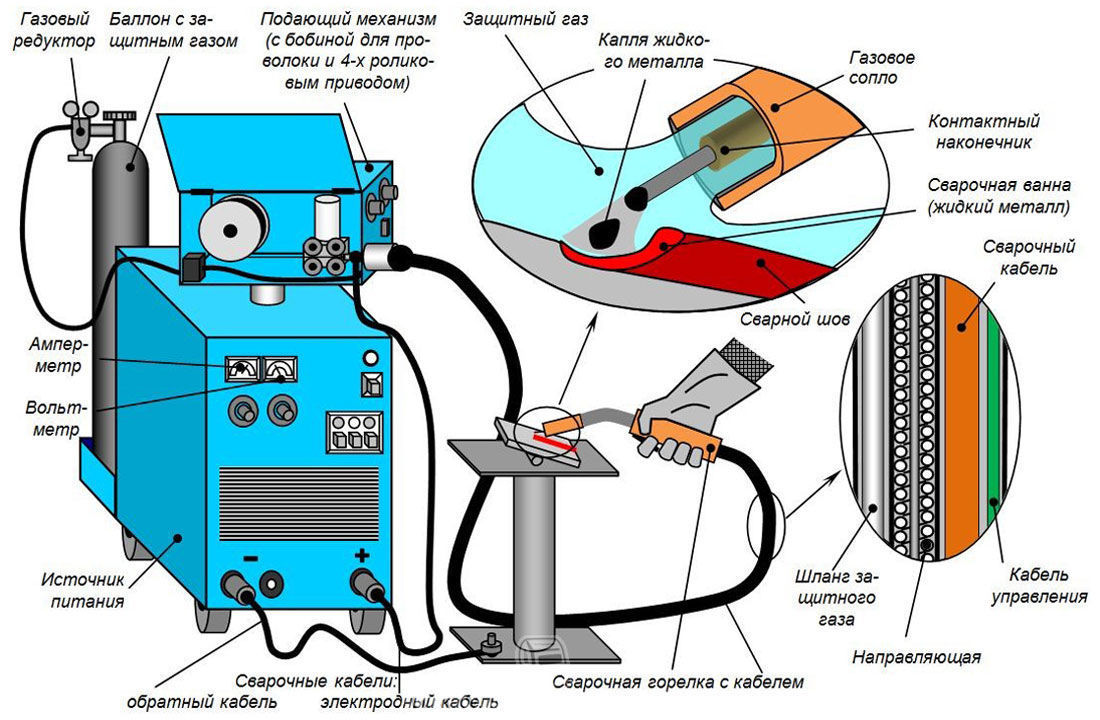
Комплектуется нижеследующим оборудованием и принадлежностями.
- Источник постоянного тока. Это может быть или . Второй источник поддерживает стабильную дугу.
- Газовый баллон вместимостью 40 литров, куда может поместиться углекислый газ весом 25 кг. Его спокойно хватит на непрерывную работу в течение 15 часов.
- . Сегодня производители предлагают огромнейший ассортимент этого устройства, так что выбрать есть из чего. К примеру, очень популярная модель А-547-У. Механизм подачи располагается в небольшом металлическом чемоданчике, который легко переносится. Некоторые модели снабжаются ремнем для переноски на плече. В чемоданчик помещается и катушка с проволокой. Сюда же установлен газовый клапан, как вторичный защитный элемент. Первый, понятно, редуктор на баллоне.
- Промежуточным элементом от баллона до горелки – осушитель (подогреватель электрический) газа.
- Горелка с комплектом шлангов и кабелей.
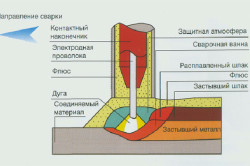
Итак, сварка металлических заготовок в среде защитного углекислого газа – эффективный способ сваривания. Он зависит от выбранного режима работы и техники проведения процесса. А в качестве конечного результата получается хорошо сформированный шов с отличным проваром по всей глубине зазора, плюс великолепные технические свойства наплавленного металла.
Параметрами режима сварки в углекислом газе являются диаметр используемой проволоки, величина сварочного тока, скорость подачи электродной проволоки, напряжение дуги, скорость сварки, расход углекислого газа, вылет электрода.
В настоящее время сварка в углекислом газе выполняется постоянным током обратной полярности (плюс на электроде). Переменный и постоянный ток прямой полярности пока еще не применяется из-за недостаточной устойчивости процесса и неудовлетворительного формирования и качества сварного шва.
Режим сварки в углекислом газе выбирают в зависимости от толщины и марки свариваемой стали, типа соединения и формы разделки кромок, положения шва в пространстве, а также с учетом обеспечения стабильного горения дуги, которое ухудшается с понижением сварочного тока.
Следует также помнить, что с увеличением напряжения дуги при неизменном токе возрастает ширина шва и несколько уменьшается величина его усиления, повышается разбрызгивание жидкого металла. Чрезмерное увеличение напряжения дуги может привести к образованию пор в шве.
При увеличении сварочного тока и уменьшении напряжения дуги резко увеличивается глубина провара, уменьшается ширина и увеличивается высота усиления шва. Если сварочный ток и напряжение дуги чрезмерно увеличены, то шов получается очень выпуклым.
При сварке на одном и том же токе более тонкой проволокой повышается устойчивость горения дуги, уменьшается разбрызгивание жидкого металла, увеличивается глубина проплавления основного металла, повышается производительность сварки.
Чтобы получить качественные плотные швы, необходимо не только использовать проволоку соответствующей марки с чистой поверхностью, но и обеспечить хорошую защиту сварочной ванны от соприкосновения с воздухом.
Для этого расход углекислого газа должен составлять 5-12 л/мин при сварке проволокой диаметром 0,5-1,2 мм и 14-25 л/мин при сварке проволокой диаметром 1,6-3,0 мм. С повышением сварочного тока, напряжения дуги и вылета электрода расход углекислого газа соответственно увеличивается.
В табл. 68 приведены рекомендуемые в зависимости от толщины свариваемого металла диаметры электродной проволоки, а в табл. 69 - пределы сварочного тока, напряжения дуги, величины вылета электрода и расход углекислого газа в зависимости от диаметра электродной проволоки.
При сварке соединений с зазором без подкладок сварочный ток устанавливают по нижнему пределу, а при сварке соединений без зазора либо с зазором, но на подкладке - по верхнему пределу. При полуавтоматической сварке величина сварочного тока может быть несколько большей, чем при автоматической.
Таблица 69. Ориентировочные режимы сварки в углекислом газе в нижнем положении низколегированной проволокой различного диаметра.| Диаметр электродной проволоки, мм | |||||||||
| Сварочный ток, А. | |||||||||
| Напряжение дуги, В | |||||||||
| Вылет электрода | |||||||||
| Расход углекислого газа, л/мин |
При сварке в горизонтальном, вертикальном и потолочном положениях сварочных ток должен быть на 10-20% меньше, чем при сварке в нижнем положении. Ток также уменьшают при сварке легированных и высоколегированных сталей.
Скорость сварки стыковых соединений принимают в зависимости от толщины свариваемого металла, а тавровых соединений - также и от катета шва.
Скорость полуавтоматической сварки обычно меньше, чем автоматической. При полуавтоматической сварке скорость перемещения электрода неравномерна, что приводит к неравномерной глубине провара по длине соединения, а при сварке тонкого металла - к прожогам.
Стыковые соединения на металле толщиной до 2 мм лучше сваривать в вертикальном положении сверху вниз. Угловые вертикальные швы катетом до 5 мм также выполняют сверху вниз. Соединения на металле толщиной до 1 мм с отбортовкой кромок более рационально сваривать неплавящимся угольным электродом в углекислом газе.
Технология сварки в углекислом газе была создана в СССР еще в середине двадцатого века. Впоследствии она получила широкое распространение в промышленности, в строительстве, а также в быту, благодаря низкой себестоимости углекислого газа, универсальности, и высокой производительности.
Полуавтомат для работы с углекислотой
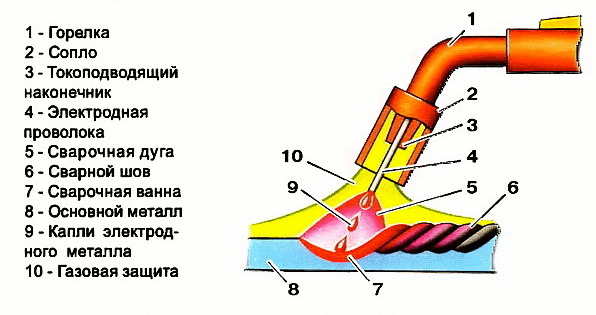
Принцип действия этого метода таков: в сварочную зону поступает углекислый газ, распадаясь под воздействием высоких температур на составляющие — кислород (О2) и угарный газ (СО).
Формула процесса выглядит так: 2СО2=2СО+О2.
Таким образом, в сварочной зоне присутствуют сразу три газа: углекислый, угарный и кислород. Данная комбинация защищает металл от нежелательного воздействия со стороны находящегося в атмосфере воздуха, но и вступает в активное взаимодействие с углеродом и железом, содержащимися в стали.
С целью нейтрализации углекислого газа применяется особая сварочная проволока, содержащая марганец и кремний. Они активнее железа, и вступают в реакцию окисления первыми, не допуская окисления углерода и железа.
Марганец и кремний вносятся в соотношении 1.5 к 2, образуя в процессе сварки легкоплавкое соединение и выводясь в виде шлака на поверхность.
Особенности полуавтоматической сварки в среде углекислого газа
 Работа сварочного аппарат с углекислотой
Работа сварочного аппарат с углекислотой В углекислой среде сваривание металлических деталей производится постоянным током, имеющим обратную полярность. Почему так? Потому что если выполнять сварку постоянным током с прямой полярностью, то ухудшается стабильность электрической дуги, и вследствие этого деформируется шов, а металл электродов тратится на разбрызгивание и угар.
А вот если выполняется наплавка, тогда использование тока с прямой полярностью имеет приоритетное значение, потому что он обладает значительно большим коэффициентом наплавки (в 1.6-1.8 раз), чем ток с обратной полярностью.
Допускается также сварка с использованием переменного тока. При этом желательно использовать осциллятор. Постоянный ток генерируется с помощью преобразователей тока с жесткой характеристикой.
Подготовка металла к сварке в среде углекислого газа
 Зачистка металла перед сваркой
Зачистка металла перед сваркой Листы из углеродистой или низколегированной стали хорошо свариваются в углекисло-газовой среде. При толщине листов от 0.6 до 1.0 мм рекомендуется проводить отбортовку кромок. Если отбортовка не выполняется, тогда зазор между подлежащими сварке кромками не должен быть более 0.3-0.5 мм.
При толщине листов от 1 до 8 мм кромки можно не разделывать. Максимальный зазор, который можно при этом допускать — не более 1.0 мм. Для листов толщиной от 8 до 12 мм принято делать V-образную разделку, а при толщине более 12 мм — Х-образную разделку.
До начала сварочного процесса необходимо зачистить на кромке краску, окалину, масло, грязь, или другие загрязнения. Это можно сделать вручную, либо с использованием пескоструйной обработки.
О сварочной проволоке
Для полуавтоматической сварки используется проволока, обладающая повышенным содержанием таких добавок как марганец и кремний. Проволока должна быть чистой, иначе падает устойчивость режимов и стабильность электрической дуги. Марка используемой проволоки зависит от металла, который требуется сварить.
Режимы полуавтоматической сварки в среде защитных газов
На выбор режима напрямую влияет толщина свариваемого металла. Чем она больше, тем ниже получается скорость сварочного процесса, и тем больше нужна сила тока. Сварочная дуга должна быть как можно более короткой (от 1.5 до 4 мм), иначе она становится неустойчивой, повышается разбрызгивание металла, повышается вероятность насыщения азотом и окисления жидкой ванны.
 Сварка в среде защитных газов
Сварка в среде защитных газов Скорость подачи проволоки зависит от напряжения и силы сварочного тока. На величину ее вылета влияет и диаметр — при значении 0.5-1.2 мм вылет равняется 8-15 мм, а при 1.2-3 мм вылет увеличивается до 15-35 мм.
Что касается расстояния от мундштука горелки до металла, то оно равняется 7-15 мм при силе тока до 150А, а при значениях до 500А — 15-25 мм.
Техника полуавтоматической сварки в углекислой среде
Чтобы предотвратить во время сварки риск возникновения горячих трещин, корневой шов лучше всего сваривать при небольшой величине тока.
 Сварка в углекислой среде
Сварка в углекислой среде Можно выполнять сварку полуавтоматом справа налево («углом вперед»), либо слева направо («углом назад»). В первом случае получается широкий сварной шов и уменьшенная глубина проплавления. Такая техника хорошо подходит для тонкостенных изделий, а также для сварки сталей, при которых могут образовываться закалочные структуры.
При сварочной технике «углом назад» возрастает глубина проплавления, а ширина шва — уменьшается. Угол, под которым нужно держать горелку к свариваемой детали — 15°.
Рекомендуется завершать сварной шов заполнением кратера металлом, после чего остановить подачу проволоки и завершить подачу тока. А вот спешить завершать подачу углекислого газа не стоит до того момента, пока расплавленный металл не затвердеет окончательно.
Приемы для увеличения производительности
Для повышения производительности полуавтоматической сварки увеличивать величину сварочного тока допускается лишь при создании швов в нижнем положении. Использовать этот прием для потолочных и вертикальных швов можно лишь при увеличении скорости кристаллизации сварочной ванны (например, периодически отключая подачу проволоки или колебательными движениями вдоль и поперек шва).
Профессиональный полуавтомат для сварки углекислотойЕще один способ увеличения производительности полуавтоматической сварки, производимой в среде углекислого газа, — повышение вылета сварочной проволоки.
Лучше всего эта техника работает при использовании тонкой проволоки. В таком случае она подается в сварочную зону уже разогретой до высоких температур, а значит увеличивается ее скорость плавления и объем расплавленного металла.
Избавиться от самопроизвольных движений конца проволоки при большом вылете можно с помощью специальных фарфоровых или керамических наконечников.
Повышение длины вылета проволоки на 40-50 мм может поднять производительность до 30-40%, однако при этом снижается глубина проплавления металла.
Особенности импульсно-дуговой сварки в среде углекислого газа
При создании различных металлоконструкций объем работ с угловыми швами может достигать 80%. Не менее половины из них свариваются при наклонном или вертикальном положении. Подобные швы делаются «на подъем», чтобы обеспечивался тщательный провар корня шва. Благодаря этому достигается усиление шва (до 25% от общего сечения шва).
 Баллоны для сварочной углекислоты
Баллоны для сварочной углекислоты Однако такое усиление не повышает прочность шва и не увеличивает работоспособность конструкции, поэтому рекомендуется делать его минимальным.
Импульсно-дуговая сварка в углекислой среде позволяет снизить усиление шва или избавиться от него вовсе.
Благодаря особенностям горения дуги и переносу электродного металла можно выполнять автоматическую и полуавтоматическую сварку наклонных и вертикальных угловых швов, а также тавровых соединений с толщиной металла до 12 мм «сверху-вниз» на спуск. Это позволяет обеспечивать равномерный провар по всей длине соединения. Такой прием дает возможность обеспечить слегка вогнутую или нормальную форму шва, и уменьшить его сечение на 25-30%. При этом значительно снижается расход электроэнергии и до трех раз увеличивается скорость сварки.
Видео: Подготовка к работе сварочного полуавтомата
Для выполнения сварки используется различное оборудование. Полуавтоматическая сварка отличается от механизированной ручной тем, как именно подается электрод в рабочую зону. В качестве самого электрода используется специальная сварочная проволока. Как ? Можно применять сварку в среде углекислого газа или без газа.
Сегодня выпускаются различные модели сварочных аппаратов, они могут быть предназначенными для работы с алюминием, сплавами различных металлов, для дуговой сварки металлов. Сварка при помощи полуавтомата осуществляется с использованием специального сопла, для работ с кузовами имеются особые боковые гнезда, которые делают возможным приваривание клепок к металлическим частям.
Особенности сварки полуавтоматом
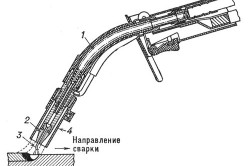
Горелка для полуавтоматической сварки плавящимся электродом: 1 - мундштук; 2 - сменный наконечник; 3 - электродная проволока; 4 - сопло.
Полуавтоматическая сварка отличается определенными преимуществами:
- Детали для сваривания могут иметь малую толщину примерно до 0,5 мм.
- Сварка получается с малой чувствительностью к ржавчине и коррозии, загрязнениям, хотя поверхность и рекомендуется предварительно очистить от всех следов грязи, чтобы увеличить качество шва.
- Стоимость работ низкая.
- Есть возможность выполнения пайки оцинкованных деталей.
Есть и минусы, среди которых;
- Если для работы не использовать газ, то возможно сильное разбрызгивание металла, а это недопустимо.
- У открытой дуги наблюдается сильное излучение.

Перечисленные минусы почти не оказывают влияние на выбор метода, сварка полуавтоматом без использования газа применяется часто в автосервисах. В качестве источника питания применяется обратный постоянный ток, на изделие подается только минус . Сам аппарат состоит из горелки, рабочего механизма, подающего проволоку. Подающие механизмы для оборудования бывают такого типа:
- универсальный, т. е. тянуще-толкающий;
- простой толкающий;
- простой тянущий.
Сварка без газа
Довольно часто используется сварка без газа. Работа выполняется с применением полуавтоматического оборудования. Здесь есть одна выгодная сторона. Не обязательно приобретать дорогостоящий баллон с рабочим газом.
Сварочная проволока применяется специальная порошковая либо флюсовая.
Полярность проволоки при сварке полуавтоматом без газа: без газа (обратная полярность) и с газом (прямая полярность).
Проволока имеет особую конструкцию, она представляет собой металлическую полую трубку, внутрь которой помещается флюс. Во время сварки в зоне работы образуется защитное газовое облако, при этом ток подается непосредственно на изделие, т. е. выполняется так называемая сварка при помощи прямого тока.
При варке таким методом вертикальных швов тепло поднимается вверх с нижней части детали. Это не очень хорошо, но подобного недостатка можно избежать. Необходимо вести шов не снизу вверх, а иначе. Горелка во время продвижения наклоняется вверх, в результате получается удержать тепло для сварочной ванны. Движения во время работы надо делать быстрые. Проволока постоянно удерживается на переднем краю сварочной ванны.
Сварка с углекислым газом
Процесс может выполняться и с участием углекислого газа. Сегодня для этого выпускаются специальные модели оборудования, которые обладают такими преимуществами:
- Термическое воздействие имеет узкую зону, можно сваривать даже тонкие детали.
- При наличии слоя краски можно получить ее узкое выгорание, финишные и подготовительные работы необходимы минимальные.
- Проволока плавится с высокой скоростью, производительность подобного оборудования повышается в несколько раз.
- Сварочный шов получается отличного качества, а предварительной подгонки деталей уже не требуется.
- Если детали имеют разлиную толщину, то соединительный шов получается качественным и прочным.
- Стоимость доступная, технология сварки несложная, ее легко освоить, хотя при работе и требуется предельное внимание.
Процесс сварки полуавтоматом своими руками

Сам процесс сварки полуавтоматом требует определенного опыта и повышенного внимания. В противном случае работа будет выполнена некачественно. Надо правильно настроить оборудование, для этого выполняются определенные действия:
- Необходимо выбрать силу тока, которая будет соответствовать толщине свариваемого материала. Для каждой модели предоставляется инструкция, в которой обязательно указываются все необходимые данные в таблицах. Важно помнить, что полуавтоматическое оборудование плохо будет варить, когда сварочный ток низкий.
- Необходимо правильно выбрать скорость для подачи сварной проволоки. Это можно легко сделать при помощи специальных сменных шестерен, которые поставляются в комплекте к сварочному оборудованию.
- Далее придется настроить источник подачи тока, который должен соответствовать всем требуемым параметрам.
- Сварку надо начинать с пробного образца. Небольшой кусок металла надо попробовать сварить, подбирая режим работы. Если все настройки выполнены верно, то сварная дуга должна быть устойчивой, количество флюса выдается согласно норме.
- Переключатель для подачи сварной проволоки переводится в указанное положение «вперед», после чего надо воронку наполнить флюсом. Держатель ставится так, чтобы наконечник полностью находился в зоне сварки. Заслонка флюсовой воронки включается, нажимается кнопка «Пуск». Одновременно с этим надо чиркнуть по свариваемой зоне, чтобы дуга могла загореться. После начинается непосредственно сварочный процесс. Наконечник ведется плавно, не слишком медленно или быстро, надо постоянно контролировать положение и наклон сварочного аппарата.
В чем особенности сварки алюминия?

Свои особенности имеет сварка полуавтоматом алюминия. Для работы в качестве электрода используется алюминиевая проволока. Она мягкая, но в процессе работы возможны залипания в горелке и токосъеме. Чтобы этого не происходило, надо применять специальные токосъемники (Am, Al).
Можно использовать газ аргон, но он должен быть отличного качества. От этого зависит качество сварного шва. При этом давление аргона должно быть необходимого уровня, это защитит сварную ванну, во время работы не будет происходить подсоса воздуха. Во время сварки образуется высокое разрежение, так как используемый газ (для варианта сварки с газом) проходит при большой скорости.
При работе с алюминием важно обязательно соблюдать такие особенности:
- Все детали требуется зачищать механическим методом, чтобы качество свариваемых частей было высоким.
- Растворителем с поверхностей удаляется вся грязь.
- После этого следует аккуратно выполнить пробный шов, для чего применяется образец металла.
Важно, чтобы во время работы удалось пробить так называемую окисную пленку на поверхности алюминия, после чего дуга должна протягиваться плавно и правильно. Важно все время контролировать сварную ванну, в противном случае сварки не получится, придется с самого начала повторять процесс.
Как выбрать полуавтомат для сварки?
Чтобы работа была выполнена качественно и быстро, необходимо выбрать полуавтомат, который будет максимально соответствовать потребностям и условиям работы. Среди параметров необходимо отметить:
- Характеристики питающей сети под оборудование.
- Цели, для которых приобретается сварочный аппарат. Это важный параметр, так как для профессиональных работ необходимо использовать более сложное оборудование, мощность которого выше.
- Нужно предварительно определиться с тем, как именно надо пользоваться сварочным оборудования, изучить инструкцию.
- Следует сразу определиться с тем, какие расходные материалы могут потребоваться.
- Тщательно изучить технологию сварки и работы конкретно с полуавтоматом. На помощь могут прийти разнообразные видеоуроки, которые подробно демонстрируют все особенности процесса.
- Выяснить, какие требования к рабочему месту придется соблюдать.
Использование для сварки полуавтомата позволяет выполнить работы качественно и быстро, но важно соблюдать все этапы технологии. Надо сразу определиться с тем, какой именно метод будет использоваться — с углекислым газом или без него.


