Ручная электросварка. Применение MMA сварки. Как работает электросварка
Апрель 12, 2017
Как правильно варить ручной дуговой сваркой?
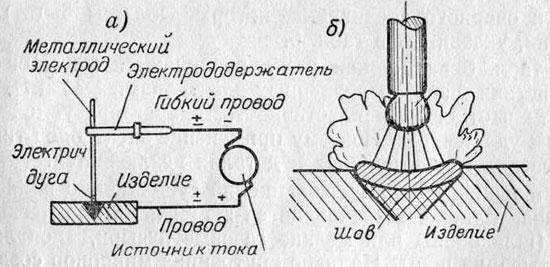
Ручная и автоматическая дуговая сварка выполняется парой неплавких угольных (графитовых) или одним плавким сварочным электродом. В первом случае электрическая дуга возникает между двумя электродами. Она обладает настолько высокой температурой, что свариваемые детали и присадочный материал оплавляются до полужидкого состояния, заполняя стык между двумя деталями сварочным швом.
Во втором случае электрическая дуга возникает между плавким электродом и металлической поверхностью свариваемых деталей. Во избежание удара тока последние необходимо обязательно заземлять! Зазор между ними заполняется расплавленным металлом, который капает в стык с электрода.
Данная электросварка позволяет:
- сваривать металл в ограниченном пространстве;
- быстро производить сварочные работы;
- работать с обширной номенклатурой марок стали. Это объясняется богатым выбором электродов, отличающихся своим химическим составом;
- простота выполнения процедуры, которая под силу даже малоопытному сварщику.
Впрочем, качество и крепость получаемого результата очень сильно зависят именно от опыта сварщика.
Для того чтобы варить дуговой сваркой при помощи постоянного тока, вам потребуются инверторы. А это весьма дорогостоящий электроприбор. С другой стороны, инверторная сварка характеризуется меньшим потреблением электроэнергии, что в длительной перспективе окупает стоимость приобретения инвертора.
Процедура выполнения дуговой сварки
При выполнении дуговой сварки двумя неплавкими электродами электрическая дуга возникает в любом положении. При сварочных работах одним плавкими электродом электрическая дуга появляется при прикосновении последнего к металлической поверхности и отделении электрода от детали на 3 мм.
Но и в первом, и во втором случае электроды необходимо держать как можно ближе к поверхности свариваемых деталей. От этого будет зависеть температура электрической дуги и, соответственно, скорость и качество выполнения сварочных работ.
Опытные сварщики определяют оптимальное расстояние по равномерному и однотонному звуку. Если расстояние оказывается слишком большим, возникает резкий звук, часто прерываемый громкими хлопками. Если дистанция оказывается слишком большой, электрическая дуга разрывается. В этом случае сварку следует продолжить с точки разрыва.
Обратите внимание, при варке важных зон, на которые воздействуют динамические нагрузки или где особо проявляется эффект усталости металла, необходимо использовать парные неплавкие электроды. Дело в том, что в этом случае необходимо зажигать электрическую дугу вне зоны сварочных работ. А для этого лучше всего подходят именно парные электроды.
Особенности дуговой сварки
Ручная электродуговая сварка при помощи постоянного тока может производиться с прямой и обратной полярностью. При прямой полярности на электроды подводят «минус», а на свариваемые детали - «плюс». При обратной полярности «минус» и «плюс» меняют местами.
В точке проведения сварки образуется , состоящая из расплавленного металла и перегретого газового пузыря, из которого выдавливается атмосферный кислород. Это не позволяет металлу окисляться в процессе сварочных работ.
Обратите внимание, в процессе сварочных работ из металлов испаряются легирующие составные металлических сплавов. Из-за этого ручная дуговая сварка считается небезопасной для здоровья, поскольку часть этих испарений попадает в лёгкие сварщика.
Что влияет на качество и размеры сварного шва?
Качество сварного шва определяется проваром - отношением ширины к глубине сварного шва. Чем шире сварной шов, тем меньше его глубина. И наоборот, меньшая ширина сварного шва свидетельствует о его большей глубине.
На качество выполняемых сварных ворот также влияет сила тока, от которого увеличивается глубина проплава. Обратите внимание, при равной силе тока может быть разная глубина проплава. Чем плотнее металл, тем более глубоким будет проплав.
Но на ширину сварного шва сила тока никак не влияет. На него влияет характеристика электрического тока. Так, постоянный ток создает узкий шов, причём это правило особенно заметно при напряжении от 30 В и выше. Электрическая дуговая образует, наоборот, широкий сварной шов.
На глубину и ширину сварочного шва влияет поперечное сечение используемого электрода. Чем поперечное сечение больше, тем подвижнее будет электрическая дуга, тем шире будет сварной шов. И наоборот, чем меньше будет поперечное сечение, тем менее подвижной будет электрическая дуга, тем глубже будет проплав.
Наконец, последний показатель, влияющий на качество и размеры сварного шва, - это напряжение электрической дуги. Точнее, напряжение влияет только на ширину шва: большее напряжение - большая ширина, меньшее напряжение - меньшая ширина.
При выполнении сварочных работ одинарным плавким электродом вместе с каплями расплавленного металла в сварочную ванну попадает ещё и шлак, содержащийся в электроде.
Химический состав выделяемого шлака серьёзно влияет на качество проводимых сварных работ. В частности, он:
- способствует лучшей металлургической обработке стали;
- улучшает тепловые режимы дуговой сварки и увеличивает скорость сплавления кромок свариваемых деталей;
- оптимизирует формирование сварных швов;
- поддерживает максимальный температурный режим электрической дуги и улучшает её стабильность.
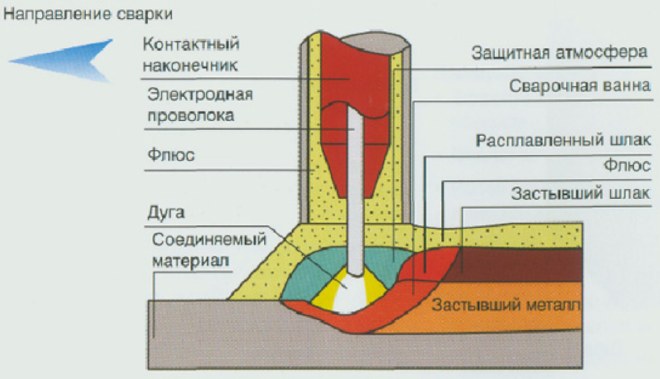
Дуговая сварка под флюсом - ещё одна разновидность выполнения сварочных работ с образованием шлака. Последний образуется при расплавлении флюсовой прослойки, находящейся между электродом и свариваемой поверхностью. По остывании слой шлака отделяется от сварного шва. Отметим, что эта разновидность сварных работ производится только на промышленном оборудовании.
В заключение отметим, что автоматическая дуговая сварка обеспечивает на порядок лучший результат, чем ручная, именно за счет того, что все параметры сварных работ, и прежде всего расстояние между поверхностью и электродом, контролирует микропроцессор.

Как варить швы в разных положениях?
Ручная и автоматическая дуговая сварка выполняются по различным технологиям, в зависимости от места проведения сварных работ. Рассмотрим, как правильно варить в трёх самых распространенных расположениях сварного шва.
Нижнее положение
Данная технология ручной дуговой сварки требует полного проплавления сечений и предотвращения образования прожогов. Чтобы этого достигнуть, необходимо надёжно закрепить свариваемые детали. Это позволит поддерживать оптимальные размеры ванны сваривания. Для повышения качества можно подложить съёмные медные подкладки.
Вертикальное положение
Сложность данного режима заключается в том, что расплавленные металлы под действием силы тяжести будут стекать вниз, что негативно скажется на качестве образующегося сварного шва.
Поэтому вертикальную сварку выполняют снизу вверх, чтобы расплавленные металлы стекали уже на сформировавшийся сварной шов. Но такая технология существенно замедляет скорость выполнения сварочных работ. Сварка сверху вниз значительно ускорит процесс, но при этом существенно сократится глубина проплава. Качество сварки повысится только при работе с тонкими деталями и при использовании специальных электронов.
Потолочное положение
Ручная дуговая сварка в таком положении крайне сложна. Расплавленный металл сдерживает от того, чтобы не закапать вниз, только сила поверхностного натяжения. Она будет удерживать расплавленный металл лишь при небольшом весе последнего. Поэтому при потолочном сваривании дуговой сварки необходимо максимально уменьшить площадь сварочной ванны. Для этого необходимо регулярно прекращать сварочные работы, чтобы расплавленный металл смог кристаллизоваться.
В нашу эпоху ручная дуговая сварка — ведущий способ соединения отдельных деталей при создании металлоконструкций. Сегодня сварку применяют совместно с литьем, штампованием и прокатом частей заготовок изделий. Такая сварка почти повсеместно вытеснила дорогостоящие и сложные цельноштампованные изделия. Как же работает современная сварка и при помощи данного метода?
Принцип работы электросварки
Сварка электродомТепло, необходимое, чтобы расплавить основной металл (а также электродный стержень), получают в процессе образования электрической дуги. Расплавы металлов, как основного, так и электродного, смешиваются в образующейся при этом особой сварочной ванночке. Таким путем при затвердевании и получается . Стальной электрод содержит специальное покрытие. Когда оно плавится, то создает защиту самой сварочной ванночки в виде шлака и газового облака. Защита нужна от азота и прочих газов, содержащихся в воздухе.
Чтобы поддерживать электрическую дугу, на электрод и свариваемую деталь подают электроэнергию от специального устройства. При действии температуры электрической дуги края свариваемых деталей (вместе с электродным металлом) плавятся. При этом образуется сварочная ванночка, некоторое время пребывающая расплавленной. Температура внутри дуги составляет не менее 4 тыс. градусов. В такой ванночке металл электрода соединяется с металлом свариваемого изделия, расплавленный же шлак всплывает. Так получается защитное покрытие. Энергию, от которой зажигается и непрерывно горит дуга, получают от специального трансформатора.
Виды электросварки
Сегодня сварку производят посредством постоянного и очень часто переменного тока. Сваривая металлические детали постоянным током, как источник питания применяют сварочные выпрямители. Однако могут употребляться и особого рода преобразователи. При сваривании переменным током употребляются сварочные трансформаторы специальной конструкции. Чаще всего применяется эл. дуговая сварка, когда используется плавящийся в дуге электрод. Подобная сварка – больше всего распространена. Ее применяют для сваривания или наплавления самых разнообразных легированных или углеродных сталей, или некоторых цветных металлов.
Электроды и присадочная проволока
Заметьте, что при сваривании постоянным током сварочные швы содержат гораздо меньше брызг металла. Есть различные виды электросварки, однако чаще всего при сваривании металлов употребляются электроды как плавкие, так и неплавкие (угольные). В случае плавкого электрода швы формируются путем расплавления подобного электрода. При неплавящемся же - расплавлением особой присадочной проволоки, вводимой прямо внутрь сварочной ванночки. Ручное сваривание с поддержанием дуги посредством неплавящегося электрода происходит следующим образом: свариваемые края изделия плотно стыкуются.
Дуга горит между этим неплавким электродом (который делается из угля и даже графита) и самим сваривающимся изделием. Края деталей и особый присадочный материал, вводящийся в зону горящей дуги, разогреваются и быстро плавятся. В таком случае тоже образуется ванночка, содержащая расплавленный металл. Кристаллизуясь, металл внутри этой ванны и создает сварочный шов. Именно такой метод используют или наплавляя твердые сплавы.
Когда идет сварка металла посредством плавящегося электрода, тогда электрическая дуга начинает гореть аналогично свариванию первым способом. Только в таком разе электрод расплавляется вместе с кромками изделия. Именно так получается общая ванна, содержащая расплавленный металл. Кристаллизуясь внутри такой ванночки, металл формирует шов. Такой способ чаще всего применяется при ручном сваривании металлов. При всей своей универсальности и удобстве ручная электросварка имеет не только преимущества, но и определенные недостатки. Давайте рассмотрим их подробнее.
Преимущества и недостатки дуговой сварки ручного типа
Если вы желаете приобрести сварочное оборудование, необходимо четко осознавать, что цена оборудования для электросварки зависит от его функциональных возможностей. Вот эти основные возможности ручной электросварки, обеспечивающие решение фактически всех задач по соединению металлов:
- Возможность сваривания во всех пространственных расположениях
- Возможность сваривания в местах, имеющих ограниченный доступ
- Возможность относительно быстрого перехода между свариваемыми материалами
- Ручная электросварка – это возможность сваривания самых разных сталей, что обеспечивается широким спектром выпускаемых электродов
- Подобная сварка проста; кроме того, ее относительно легко перевозить в нужное вам место
 Принципиальная схема РДС
Принципиальная схема РДС
Кроме вышеперечисленных достоинств, ручная электросварка имеет и свои недостатки. Вот основные из них:
1. Вредные условия, возникающие в процессе сваривания
2. Качество сварных соединений очень зависимо от квалификации самого сварщика
3. Низкий КПД и относительно невысокая производительность, если сравнивать с другими сварочными технологиями
Учтите, что благодаря навыкам, которые вы автоматически получаете, работая с ручным сварочным аппаратом, вы сможете сделать массу полезного для своей дачи, гаража или загородного дома. Наверняка, сделав первые успешные шаги, вы захотите сделать для себя нечто потрясающее.
Дуга электросварки
После того, как мы разобрали достоинства и отрицательные черты ручной сварки, давайте выясним, как варить электросваркой. Прежде всего, чтобы возбудить дугу, сварщик кончиком электрода касается металла, немедленно отводя его кончик на 3 мм. Именно тогда вспыхивает дуга, равноудаленная длина которой поддерживается посредством постепенного опускания самого электрода, в меру его плавления. Очень важно, что перед формированием дуги вы должны закрывать лицо щитком. Есть еще и другой способ зажечь дугу: сварщик проводит кончиком электрода по поверхности детали, затем немедленно уводит его на короткое расстояние. При этом тоже возбуждается дуга.
Дуга — влияние на качество шва
Учтите, что дугу надо поддерживать как можно короче. Дело вот в чем: короткая дуга дает гораздо меньшее количество мелких металлических капель. Кроме того, электрод плавится в спокойном темпе, давая ровный пучок искр. В таком случае глубина проплавления выходит большей. Если ручная электросварка не будет обеспечивать достаточно большую глубину проплавления, то электрод, плавясь, станет окисляться, сильно затем разбрызгиваясь. От этого шов выходит неровный, в нем много оксидов.
Имейте в виду, что длину дуги вы можете контролировать по звуку, появляющемуся при горении. Электрической дугой оптимальной длины издается равномерный звук на одном тоне. Слишком же длинной издается более резкий тон, он часто прерывается и сопровождается громкими хлопками. Если дуга вдруг обрывается, ее возбуждают снова, тщательно заваривая провал там, где случился обрыв дуги. После этого продолжают сваривать шов.
Если свариваются особо ответственные места, которые будут работать при переменных нагрузках и подвергаться явлению «усталости», зажигать дугу разрешается только вне зоны самого шва. В противном случае это часто причиняет «ожог» поверхности, а это станет причиной будущего разрушения в этом конкретном месте сварного шва. Квалификация сварщика в случае сваривания стальных изделий имеет значительное влияние на то, сколь умело выполняется зажигание и дальнейшее контролирование длины дуги.
 Отклонение сварочной дуги при сварке
Отклонение сварочной дуги при сварке
Ведь от умения поддерживать длину дуги напрямую зависит качество сварных швов, а в конечном итоге — прочность соединения. Очень важно при этом умело манипулировать электродом, перемещая его по линии накладываемого шва, придавая ему требуемую форму. Трудно только то, что при такой сварке все указанные операции делаются человеком, без использования специальных механизмов, т. е. вручную.
Как режим сварки влияет на шов
Размеры сварочного шва не зависимы от типа (например, угловой, стыковой или прочий шов). Главным образом, они определяются режимом сваривания. Главный показатель самого шва – его коэффициент формы при проваре. Он представляет собой отношение ширины сварного шва к его глубине. Ручная дуговая сварка способна менять данный показатель в широком диапазоне. Этот коэффициент меняется уменьшением ширины сварного шва. Рост глубины проплава уменьшает его ширину, в противном случае - увеличивает ее.
Влияние параметров тока
В сварке важна также сила тока, поскольку с ее увеличением растет глубина проплава, уменьшение же уровня тока уменьшает проплав. Учтите, что металл плотнее, тем больше проплав при данном уровне тока. Однако на ширину вашего шва ток практически не влияет. Большое влияние на шов имеет также род тока. Сваривание постоянным током делает шов уже. Особенно заметным такое изменение сварочного шва становится на более высоких значениях напряжения (более 30 В). Общеизвестно, что ручная дуговая сварка требует электродов разных диаметров.
Их уменьшение на одинаковом токе сокращает подвижность горящей дуги, а это значительно увеличивает глубину проплава, сокращая также ширину шва. Из-за этой причины, с уменьшением поперечника электрода, значительно возрастает глубина сварочного шва. Именно повышение подвижности горящей дуги (от увеличения размера электрода) делает весь шов шире. И последний показатель — напряжение дуги. Оно почти не меняет глубины показателя глубины проплава, однако изменяет ширину сварного шва.
Когда напряжение возрастает, общая ширина сварочного шва значительно увеличивается. Когда же оно снижается - эта ширина уменьшается. Такой подход широко практикуется в автоматизированных способах сварки, чтобы регулировать ширину шва в процессе наплавки. Однако в случае ручной сварки уровень напряжения меняется незначительно (он составляет 18-22 В). Такое напряжение практически никак не меняет ширины шва. Чтобы овладеть всеми тонкостями мастерства, вам придется немало потрудиться для получения сноровки.
Если вы хотите научиться варить газом, то статья по ссылке будет вам полезна.
Обучение основам мастерства
В этом вам очень поможет просмотр видео . Конечно же, чтобы научиться более сложным приемам сваривания, вам потребуется более глубокая информация. Например, профессиональные пособия, описывающие сложные процессы и содержащие специфическую техническую информацию. Если хотите научиться варить, то лучше начинать с электродов поперечником 3 мм, поскольку они — самые популярные. Электроды потоньше варят слишком тонкий металл, а для толстых требуется уже мощный аппарат.
Приобретя сварочный аппарат, стоит потратить несколько часов, самостоятельно обучаясь основам электросварки. Такой подход откроет вам огромные возможности к практическому применению ее в частном строительстве, при ремонте садовых принадлежностей или сборке разнообразных металлоконструкций.
Сварка, для выполнения которой применяется зажженная электрическая дуга, является наиболее распространенным способом соединения металлов. Электродуговая сварка, отличающаяся исключительной универсальностью, сегодня успешно применяется практически повсеместно.
Что собой представляет метод электродуговой сварки
Электродуговую сварку выполняют с обязательным использованием источника большого тока, который при этом отличается невысоким напряжением. Такое напряжение одновременно подается как на сварочный электрод (один контакт), так и на свариваемую заготовку (второй контакт). В результате взаимодействия заготовки и электрода между ними образуется электрическая дуга, именно за счет нее и происходит плавление кромок соединяемых деталей. Использование такой дуги, которая и необходима для преобразования энергии электрического тока в тепловую, позволяет получать в зоне электродуговой сварки температуру порядка 5000 градусов, которой вполне достаточно для того, чтобы расплавить любые из известных человечеству металлов.
Технология электродуговой сварки предполагает одновременное плавление металла электрода и соединяемых деталей, за счет которых и формируется так называемая сварочная ванна. Именно в данной ванне и протекают все процессы, характерные для сварки: металл электрода взаимодействует с металлом соединяемых деталей, образуется шлак, который поднимается на поверхность расплавленной сварочной ванны и формирует защитную пленку.
Электродуговая сварка может выполняться электродами двух типов:
- не плавящимися в процессе получения сварного соединения;
- плавящимися.

Когда для электродуговой сварки используется неплавящийся электрод, для формирования сварного шва применяют специальную присадочную проволоку, вводимую в зону действия электрической дуги. При использовании электродов плавящегося типа, которые сами и формируют сварочный шов, в присадочной проволоке нет необходимости.
Чтобы электродуговая сварка проходила с высокой устойчивостью и дуга не гасла, в состав плавящихся электродов добавляют специальные присадки. Это может быть натрий, калий или другие элементы, отличающиеся хорошей степенью ионизации. Для защиты сварного шва от окисления могут использоваться различные газы:
- аргон;
- углекислый газ;
- гелий.
Для выполнения электродуговой сварки с использованием таких газов необходимо использовать сварочные аппараты, в конструкции которых предусмотрены специальные головки. Через последние и подается защитный газ.
Для выполнения сварки с формированием электрической дуги использоваться может как постоянный, так и переменный ток. В большинстве случаев применение постоянного тока является более предпочтительным, так как это дает возможность минимизировать степень разбрызгивания расплавленного металла.
Характеристики электрической дуги
Электрическая дуга, которая формируется при помощи сварочного аппарата, – это, по сути, электрический разряд, протекающий в среде газов. Электрический ток, который перемещается в ней, получает такую возможность благодаря наличию в ней электрического поля. Такую дугу в целях упорядочения терминологии принято называть сварочной.
Сварочная дуга, которая является основным элементом формируемой электрической цепи, характеризуется снижением напряжения. Если сварочный электрод подсоединяется к плюсовому контакту сварочного аппарата, его называют анодом, если к минусовому - катодом. При выполнении электродуговой сварки с использованием переменного тока катоды и аноды попеременно меняются местами.
Важнейшим параметром сварочной дуги является расстояние между взаимодействующими электродами. Такой промежуток, по которому и протекает электрический ток, называется дуговым. Протекание электрического тока по такому промежутку возможно только в том случае, если в нем присутствуют заряженные частицы - электроны и ионы. Изначально, естественно, таких частиц в данном промежутке не существует. Чтобы они появились, необходимо, чтобы был запущен процесс ионизации.
Ионизация дугового промежутка происходит следующим образом: с поверхности катода начинают испускаться электроны, которые и заряжают пары и газы, образующиеся над сварочной ванной. Сварочная дуга бывает:
- сжатого типа (ее сечение можно изменять при помощи сопла сварочного аппарата, величины электромагнитного поля, параметров газового потока);
- свободной (ее еще называют дугой прямого действия - параметры дуги данного типа не регулируются, они неизменны).
Виды и методы электродуговой сварки
Сегодня успешно используется несколько методов электродуговой сварки, выбор которых зависит от металлов, из которых сделаны соединяемые детали. Наиболее распространенным методом, используемым для соединения изделий как из черных, так и из цветных металлов, является ручная электродуговая сварка, при которой обязательно обеспечивают защиту сварочной зоны.
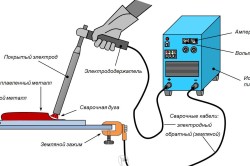
Сварка по данному методу выполняется следующим образом. Конец электрода, который подсоединен к электродержателю, начинает нагреваться, когда им прикасаются к соединяемым деталям. Именно в этот момент замыкается электрическая цепь. После того как конец электрода нагрелся, его аккуратно отводят от поверхности деталей на расстояние порядка 5 мм. Протекание электрического тока после такого отвода осуществляется уже через тело зажженной дуги.

Чтобы повысить устойчивость дуги, защитить как дугу, так и зону расплавленного металла от негативных внешних факторов, внести в металл шва специальные раскислители, делающие его более чистым, используют специальную обмазку, наносимую на металлический электродный стержень.
Практически по такой же схеме выполняют электродуговую сварку под слоем защитного флюса, для чего применяются специальные сварочные аппараты, преимущественно автоматического типа. Роль электрода при таком методе выполняет сварочная проволока, которая автоматически подается из специальной бобины. При использовании такой технологии можно с высокой скоростью сваривать изделия большой толщины. Конечно, эти изделия необходимо тщательно подготовить к процессу сварки, на что требуется затратить немало времени и усилий.
Большое распространение получила электродуговая сварка, которая выполняется неплавящимся электродом, изготовленным из вольфрама. Делают такую сварку в среде защитных газов, которые подаются через сопло сварочного аппарата. Здесь используются углекислый газ, гелий или аргон. Данную технологию применяют, чтобы соединить детали, изготовленные из нержавеющей стали, никеля или алюминиевых сплавов.

Для электродуговой сварки с применением защитных газов может также использоваться и плавящаяся электродная проволока. В зону сварки такая проволока подается из специальной бухты. Защитный газ подается через то же самое сопло, через которое поступает и сварочная проволока. Большим преимуществом данной технологии (которая относится к категории газоэлектрической) является возможность регулировки параметров сварочной дуги за счет незначительного изменения состава защитной газовой смеси.
С помощью этой газоэлектрической технологии можно соединять металлы, отличающиеся высокой химической активностью (медь, нержавеющая сталь, магний и др). Следует отметить несколько наиболее значимых преимуществ данной технологии:
- возможность легко выполнять электродуговую сварку деталей, находящихся в различном пространственном положении;
- хороший обзор зоны сварки;
- возможность выполнять электродуговую сварку с высокой скоростью;
- высокая чистота сварочных швов;
- возможность сваривать как очень толстые, так и очень тонкие детали.
Электродуговую сварку можно выполнять при помощи электрода, который имеет трубчатое сечение. Материалами для изготовления таких электродов служат порошковая
- Особенности электродуговой сварки
- Ручная дуговая сварка
- Полуавтоматическая сварка
- Меры предосторожности
- Инструменты и материалы
Сварка электродуговая является незаменимой в тяжелой промышленности. Она нашла широкое применение на металлургических, машиностроительных предприятиях. Ручная дуговая сварка очень часто используется в строительном деле. Только опытные сварщики имеют представление о том, что это за процесс и как получить надежное сварное соединение. От качества сварного шва во многом зависит целостность конструкции и ее безопасность. Какие разновидности этого процесса существуют, какова технология сварки металла?
От качества сварки швов зависит целостность и качество всей конструкции.
Особенности электродуговой сварки
Сварка представляет собой процесс, при котором получаются неразъемные соединения. Достигается это за счет нагрева металла с помощью электрического тока. Выделяют следующие разновидности электродуговой сварки:
- ручную;
- автоматическую:
- с применением полуавтомата.
Первый вариант является наиболее распространенным. В данной ситуации сварщик подбирает определенный режим работы и осуществляет весь процесс самостоятельно. При полуавтоматическом процессе сварочная проволока подается с помощью специального устройства. Автоматизированный процесс соединения металла используется для получения изделий высокого качества. Всю работу выполняет сварочный аппарат. Материал начинает плавиться за счет высокой температуры на поверхности изделий. Нередко она достигает 5000°С. В зависимости от того, какой источник тока используется, различают сварку на постоянном и на переменном токе. При этом может использоваться как прямая полярность, так и обратная.
Неотъемлемым атрибутом любой сварки является сварочный аппарат. В настоящее время все чаще используются инверторы. Они компактны и просты в использовании. Могут также использоваться трансформаторы и выпрямители электрического тока. Ручная электродуговая сварка и любая другая требует наличия сварочных электродов или проволоки. Электроды бывают плавящимися и не плавящимися. Иногда в процессе работы используется одновременно несколько плавящихся электродов. В этом случае речь идет о многоэлектродной или пучковой сварке. проводится таким образом, что работник мог наблюдать за горением дуги, или же имеет место закрытый сварочный процесс. Соединение цветных металлов (алюминия, меди) проводится с использование защитных газов. В качестве последних чаще всего используется углекислый газ, аргон.
Вернуться к оглавлению
Ручная дуговая сварка

Перед началом сварки необходимо тщательно очистить поверхность.
Электродуговая сварка труб нередко осуществляется вручную. Материал плавится за счет сварочной дуги, которая образуется между электродом и изделием. Технология электродуговой сварки ручным способом определяется опытом и квалификацией сварщика. Немаловажное значение в процессе работы имеет подготовительный этап. Вначале нужно организовать рабочее место (сварочный пост). На нем должен находиться сварочный аппарат, все необходимые материалы и инструменты. Неподалеку должен быть источник тока. Непосредственно перед самой сваркой нужно подготовить поверхность металла.
Требуется очистить ее от пыли, грязи, горючих веществ. Делается это при помощи металлической щетки и ветоши. Очень важно подобрать электроды и настроить режим работы. Электроды бывают самыми различными. Предпочтительнее использовать электроды со специальным покрытием. Оно обеспечивает высокое качество сварного шва. Толщина электрода зависит от толщины металла. Если она составляет 1-2 мм, то оптимальный диаметр электродов будет равным 2-3 мм. При толщине изделий 3-5 мм потребуются электроды диаметром 4-5 мм. Для дуговой сварки важно правильно подобрать силу тока. Она считается по следующей формуле: I = (20+6d)хd, где I — искомая величина, а d — диаметр электрода. Данная формула применима только тогда, когда толщина используемых электродов более 3 мм.
Технология ручной дуговой сварки довольно проста. Электрическая дуга зажигается непосредственно после прикосновения электрода к поверхности изделия. После этого требуется быстро отвести рукоятку на несколько миллиметров. Двигать электрод нужно в зависимости от того, какой требуется сварной шов. Швы могут быть вертикальными, горизонтальными, по окружности (при сварке трубопроводов). Если нужно соединить металл вертикальным швом, то рукоятку нужно вести снизу вверх. Скорость должна быть такой, чтобы не было непроваренных участков. Рекомендуется осуществлять небольшие колебательные движения в стороны. В идеале горение дуги должно быть постоянным. Перерывы нужно делать только в случае замены электрода. В конце сварного шва дугу требуется задержать на несколько секунд. Делается это для того, чтобы не образовались дефекты (трещины) в области кратера.
Вернуться к оглавлению
Полуавтоматическая сварка
Все виды сварки используются довольно широко. Особое место занимает сварка с помощью полуавтомата. Она может проводиться с использованием защитного газа и без него. Если газ не используется, то для улучшения качества сварного шва применяется специальная флюсовая проволока. Она расплавляется, и в сварочную зону поступает содержимое проволоки. По своему составу оно напоминает обмазку простых электродов. В результате расплавления флюса формируется газовое облако, которое препятствует окислению металла. Преимущество этого метода в том, что не требуется приобретать баллоны с газом. К особенностям этого процесса относится то, что используется тока. При этом на держак подключается «+», тогда как отрицательный полюс идет на поверхность металла.
В сварочном деле часто применяется полуавтоматическая сварка в среде защитного газа. В данном случае качество сварного шва очень высокое. Кроме того, работник может следить за процессом. На сегодняшний день сварочный полуавтомат представляет собой конструкцию, состоящую из горелки, устройства подачи сварочной проволоки, редуктора и шланга. Непосредственно перед сваркой требуется очистить рабочую поверхность на расстоянии до 30 см от краев зазора. Сварщик обязательно организует заземление. После этого проверяется напряжение в сети. На следующем этапе настраивается режим работы. Делается это в зависимости от типа металла и его толщины.
Обязательно нужно отрегулировать наконечник горелки. Если при ручной дуговой сварке применяются электроды, то здесь используется специальная проволока. Она должна быть цельной, без вмятин и отслоений. Технология соединения деталей не отличается от таковой при ручном методе. Полуавтоматическая сварка с использованием защитного газа аргона является незаменимой при работе с алюминием и некоторыми другими цветными металлами. В данной ситуации используется прямая полярность.
Прежде чем приступать к рассмотрению сущности процесса и технологических особенностей, стоит привести разъяснение терминологии.
Сварка ручная дуговая – операция сваривания металла, в качестве источника энергии выступает электрическая дуга.
Электросварка – метод сваривания металлов, который во время нагревания и расплавления предполагает использование электрической дуги, температурный диапазон может достигать 7000 °С и превосходить температурные значения оплавления любых металлов.
Дуговая сварка неплавящимся электродом – осуществляется в защитных средах инертных газов (например, в среде аргона). Один из методов дугового сваривания путем плавления, используемый при обработке алюминия, магния и его сплавов, нержавейки и иного неферромагнитного металла. Процесс работы с неплавким элементом схож с газовой автогенной сваркой. В итоге использования данного метода получаются высококачественные швы.
Механизированная сварка плавящимся электродом – одна из разновидностей дугового способа, процесс которой предполагает подачу плавящегося элемента, перемещение дуги и деталей при помощи механизмов. Во время задействования механизма, без управления оператором, она считается автоматической дуговой сваркой.
Принцип действия
Электрическая энергия от сторонних источников (сварочные трансформаторы, агрегаты, преобразователи, инверторные устройства) для получения и работоспособности дуги подается к электроду и свариваемым деталям. Она может быть от источников переменного и постоянного тока.
Схема дуговой сварки предполагает следующие процедуры. Во время соприкосновения рабочей части и детали возникает сварочный ток. Воздействие повышенной температуры расплавляет кромки деталей и электродных концов. Образуется, как ее называют, сварочная ванна, находящаяся определенное время в расплавленном состоянии. В ней металл детали и электрода смешиваются, а с помощью шлака образуется защитная поверхность. После застывания получаются соединения сварные.
Процедура может реализовываться плавящимся и неплавящимся элементом. В случае использования плавящегося, сварной шов формируется за счет расплавления непосредственно электрода. Применение неплавящегося расплавляется присадочная проволока, которая подводится к точке сваривания.
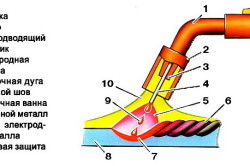
Электрод является стержнем, имеющим диаметр до 1 сантиметра, закрепляемый в держателе. При его прикосновении к металлу замыкается электрическая цепь. После этого его конец начинает нагреваться. Затем после отведения на расстояние до 5 мм появляются дуговые разряды, продолжающие поддерживать наличие тока в цепи. В месте размещения дуговых разрядов осуществляется активное нагревание и деталь начинает плавиться.
Для осуществления процесса требуется наличие источника питания, имеющего низкое напряжение и высокий уровень тока.
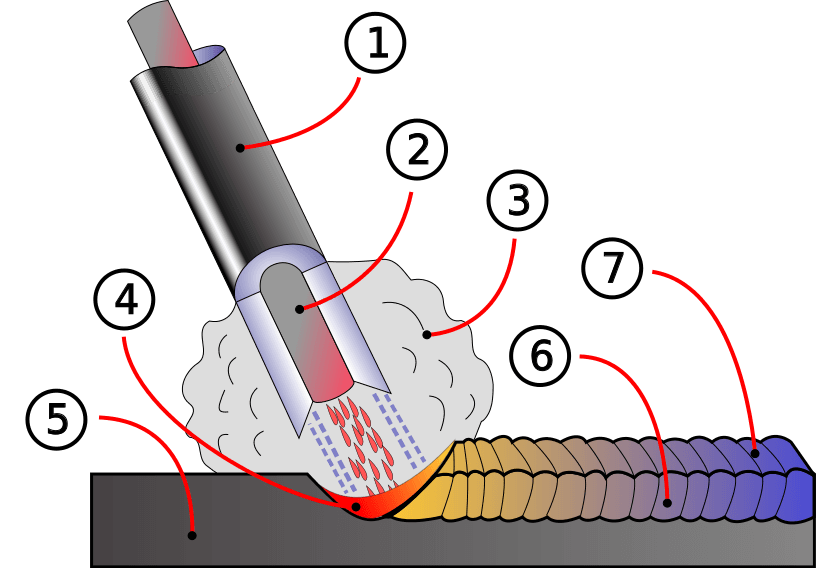
Ручная дуговая сварка. 1 - электродное покрытие, 2 - электрод, 3 - защитный газ, 4 - место расплава металла, 5 - заготовка, 6, 7 - шов
Классификация и способы
Классифицировать виды ручной дуговой сварки можно по различным признакам: механизация, вид тока, полярность, применяемые рабочие части и т.п. Подробнее далее.
Можно выделить следующие способы дуговой сварки:
- Ручная дуговая. Предполагает использование только ручной работы человека без применения механизмов;
- Механизированная. Схема ручной дуговой сварки этого типа предполагает осуществление механизации процедуры подачи проволоки к точке сваривания, а части процессов руками человека;
- Автоматическая. Предполагается полная механизация процессов создания дуги, регулировки ее длин, перемещений. Является наиболее стабильным методом сварки.
Выбор будет зависеть от способов зажигания, поддерживания сварочной дуги, операций и способов движения электродов, окончания процессов.

Существуют также способы ручной дуговой сварки следующего типа:
- Пучком. Принцип основывается на связывании в пучок нескольких электродов, сваривании их торцов и установке в держателе. Из-за поочередного горения каждого стержня их нагрев при определенном токе будет меньше в сравнении с использованием одиночного электрода. Это позволяет применять больший диапазон токов и повышать производительность.
- Сварка лежачим электродом. Данный способ сварки электродуговой предполагает укладку длиной 500-1200 мм с обмазкой в разделанный стык или угол. На него накладывается брус из меди, имеющий продольную канавку. Заготовка и электрод подключаются к источнику тока. Угольный стержень поджигает дугу, уходящую под брусок. Она перемещается по стыку, плавя рабочий элемент и сваривая кромку. Получается шов. Оптимальным метод является в труднодоступном месте или значительном горизонтальном расстоянии под сварку.
- Сварка наклонным. Еще один метод увеличения производительности. Электрод закрепляется в зажиме, имеющем обойму, перемещающуюся под своей массой по стойке. Когда зажигается дуга и он начинает оплавляться, то обойма будет опускаться вниз. Электрод будет изменять свое положение при сохранении постоянного угла наклона к поверхности детали.
Исходя из типа используемого тока выделяют следующую сварку дуговую:
- Прямой полярности постоянного тока. Минус находится на электроде;
- Обратной полярности. На электроде находится плюсовой контакт;
- Использование переменного тока.
Тип дуги определяет следующие различия:
- Прямого действия. Определяется как зависимая дуга;
- Косвенного действия – независимая.
Первый метод предполагает использование дуги меж электродами и свариваемыми элементами, являющимися элементом цепи. Второй – розжиг дуги происходит меж 2 электродов.

Исходя из применяемых рабочих элементов, выделяются:
- Дуговая сварка плавящимся электродом;
- Применение неплавящегося элемента – угольный, графитовый, вольфрамовый.
Применение плавящегося варианта – наиболее распространенный способ. Может проводиться с применением одного или нескольких электродов. Исходя из этого Ручная электродуговая сварка может быть разделена на, использующую один, два или многоэлектродную, которая применяется в целях повышения скорости и качества работы.
Исходя из длин свариваемых стыков, а также толщин свариваемых заготовок можно выделить методы создания швов:
- Короткий – до 250 миллиметров;
- Средний – длиной 250-1000. Выполняется путем прохода от середин заготовки к ее краям ступенчатыми переходами;
- Длинный. Применяется обратноступенчатый способ, переходы аналогичны предыдущему методу.
Используемые электроды
В электродуговой сварке может применяться плавящийся и неплавящийся электрод. Они изготавливаются из проволоки с защитным покрытием.
Процесс выбора электрода будет зависеть от многих нюансов , включая присадочные материалы, положения, необходимых характеристик сварных швов. Выбор покрытия определяет процесс устойчивости сварочной дуги, обеспечение защиты зоны ее действия от влияния химических веществ, содержащихся в окружающей среде. Для предотвращения загрязнения в покрытия может вводиться раскислитель. Он необходим для очистки швов, обеспечивает стабильное поддержание дуги, добавляет легирующих элементов, которые улучшают конечное качество швов.
Металл в электродах используется аналогичный свариваемому основному. Периодически внедряют отличный, который может влиять на характеристики получаемых сварных швов. К примеру, из нержавейки может использоваться для сваривания заготовок из стали с повышенным содержанием углерода, а также соединения нержавейки с подобной сталью.
В составе могут находиться различные вещества: рутил, фториды, целлюлозные компоненты и т.п. К примеру, для рутиловых характерна простота применения и эстетический внешний вид швов. Однако они отличаются повышенной хрупкостью, т.к. содержат много водорода. Для инструмента с фторидом кальция характерна гигроскопичность из-за чего необходимо хранить без влияния влаги. Из них получаются прочные сварные соединения, но довольно грубые.
По международным стандартам используются следующие обозначения электродов для дуговой сварки:
- A – кислые; RА – рутилово-кислые;
- B – основные; RВ –рутилосновные;
- С – целлюлозные; RС – рутилцеллюлозные;
- R – рутиловые; RR – рутиловые толстые;
- S – другие типы.
По российским стандартам для электродов, предназначенных для сваривания углеродистой, низколегированной, легированной с высокой прочностью стали маркировка наносится следующая:
- Э – электроды для ручного использования и наплавления;
- Следующее цифровое обозначение определяет уровень прочности во время растяжения;
- Наличие индекса A свидетельствует о том, что швы обладают повышенными пластичными свойствами и ударной вязкостью.

Источники питания
В качестве источника могут применяться трансформаторы, имеющие низкое выходное напряжение и высокий ток до нескольких сот ампер. Во время использования постоянного тока применяется выпрямитель, преобразующий переменную составляющую в постоянную. Могут применяться разнообразные виды, включая инверторы, которые обладают меньшим весом и габаритами. Они используют принцип высокочастотного преобразования напряжения.
Сила тока может меняться различными методами: изменением количества витков на катушках или расстояний меж вторичными и первичными катушками.
Положение электродов во время работы
Расположение рабочей части будет зависеть от положений швов. Можно выделить следующее размещение: нижние швы, вертикальные, горизонтальные на вертикальных плоскостях, потолочные. Вертикальные швы могут создаваться в любом направлении как снизу вверх, так и наоборот.
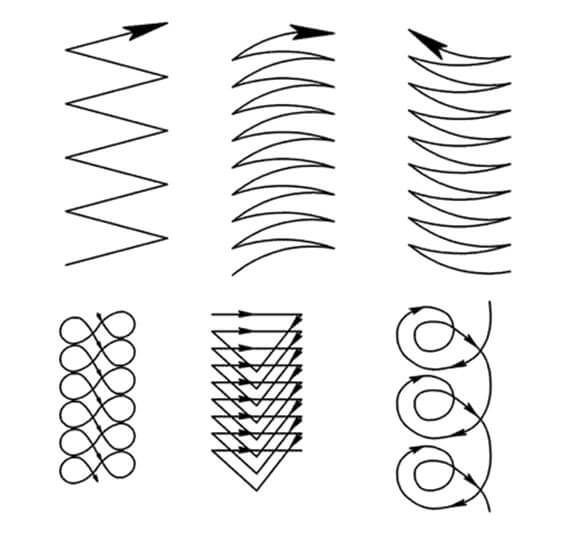
Сущность процесса и основные направления движения во время работы можно изучить на изображении.
Основы безопасности при работе
Изучая основы дуговой сварки нельзя не упомянуть о том, что она является одной из наиболее опасных и способных причинить значительный вред здоровью сварщика. Основной опасностью является присутствие очень яркого света. Он может нанести ожоги. Если этого не удалось избежать, то рекомендуем изучить статью о том, . Помимо этого световой диапазон способен наносить ущерб и коже. Поэтому помимо защитной маски необходимо применять защитную одежду с перчатками. Техника безопасности при электродуговой сварке также предполагает то, что нужно учитывать следующие моменты :
- Помимо света происходит разброс раскаленного металла в виде окалины. Чтобы избежать ожога от них необходимо одеваться в плотную одежду и обувь, способную защитить от раскаленных частиц. Это можно отнести и к работе над головой. Необходимо иметь защитных головной убор, рукава плотно застегнуть, а на кисти рук надеть перчатки.
- При отсутствии спецодежды для сварщика рекомендуется использовать элементы одежды из хлопчатобумажной ткани, т.к. она имеет большую стойкость к возгоранию нежели синтетика.
- Сварочные мероприятия должны выполняться в качественно проветриваемых помещениях/улице, т.к. при электрической сварке выделяется значительное количество вредных паров и газов. Надышавшись ими можно получить отравление.
- Перед началом работ необходимо подготовить воду или огнетушитель, чтобы в случае пожара из-за разлетающейся окалины было чем тушить. Нужно учесть, что в непосредственной близости возле места сварочных работ не должно быть взрывоопасных и пожароопасных материалов.
- Нельзя допускать контактов токоведущей части оборудования с жидкостью. В противном случае можно получить поражение электрическим током.
- По завершении работ на поверхности образуется шлак. Его необходимо удалять с помощью молотка. При ударе он может разлетаться на значительные расстояния. Поэтому обязательно нужно использовать защитные очки или маску.
Техникой безопасности при ручной дуговой сварке ни в коем случае нельзя пренебрегать. В противном случае можно получить серьезные травмы.
Скачать ГОСТ


