Электроды по нержавейке импортные. Электроды для сварки нержавейки фирмы ESAB и их отечественные аналоги
Во время проведения сварочных работ довольно актуальной проблемой является обеспечение высококачественного сварного соединения. Решить эту проблему можно ли при использовании электродов, предусматривающих покрытия на основе специальной обмазки.
Последняя используется для создания шлака, имеющего металлические окислы, а также в целях обеспечения защиты металла шва на случай его взаимодействия с воздухом во время выполнения сварки. В дополнение к этому польза обмазки заключается в устранении элементов, выгорающих в дуге.
К тому же благодаря ей шов обогащается новыми элементами . Еще одним положительным качеством обмазки является придание большей стойкости горения дуге. Появление шлакового покрова позволяет металлу дольше сохранять высокую температуру нагрева, на фоне чего создаются благоприятные условия для выделения из него газа, что позволяет получить более прочный шов.
Разновидности электродов
 Предлагаемые сегодня электроды, предназначенные для выполнения электродуговой сварки, могут быть классифицированы на две группы:
Предлагаемые сегодня электроды, предназначенные для выполнения электродуговой сварки, могут быть классифицированы на две группы:
- плавящиеся;
- неплавящиеся.
В качестве материала для создания неплавящихся электродных стержней используют вольфрам, электротехнический уголь или синтетический графит. Угольные и графитовые стержни отличаются сечением , которое может составлять от 4 до 18 мм, а в длину они могут достигать 250 и 700 мм. Отличительной особенностью графитовых электродов является повышенный коэффициент электропроводности, а также стойкость к окислительным процессам в условиях высоких температур. По этим показателям они превосходят угольные стержни.
Виды и применяемость электродов
Все электроды, представляющие категорию плавящихся, можно разделить на несколько групп:

В качестве материала для них используют сварочные проволоки. Наибольшее распространение получили стальные электроды, для создания стержней которых используют электродную проволок у, имеющую диаметр от 1,6 до 12 мм, и достигающую в длину от 150 до 450 мм.
Металлические электроды с покрытием, предназначенные для ручной электродуговой наплавки стали, могут быть представлены в видео следующих групп, для каждой из которых характерна своя маркировка:
В - применяют для работы с высоколегированными сталями, обладающими особыми свойствами;
Л - применяют для работы с легированными конструкционными сталями, характеризующимися временным сопротивлением разрыву 600 МПа;
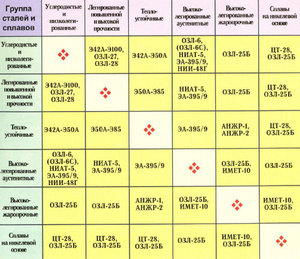 Т - используют для работы с легированными теплостойкими сталями;
Т - используют для работы с легированными теплостойкими сталями;
У - используют для работы с углеродистыми и низколегированными конструкционными сталями, отличающимися временным сопротивлением разрыву;
Н - с их помощью выполняется наплавка поверхностных слоев, имеющих особые свойства.
В зависимости от типа электроды можно выполняться в следующих вариантах:
Э-38, Э-42, Э-46, Э-50. Они служат для работы с углеродистыми и низколегированными конструкционными сталями, характеризующимися временным сопротивлением разрыву до 500 МПа. Число, которое присутствует в обозначении типа электрода, соответствует минимальному гарантируемому временному сопротивлению разрыва, который может демонстрировать металл шва в кгс/мм 3 .
Э-42А, Э-46А, Э-50А. Эти электроды используют для работы с углеродистой и низколегированной сталью на случай, если металл сварного шва должен отличаться высокими характеристиками пластичности и ударной вязкости.
Почему так важно правильно выбрать электроды для сварки нержавейки?
 Среди представленных материалов, используемых для сварочных работ, достаточно популярным является нержавеющая сталь. На ее основе создают большое количество различных агрегатов, сооружений, металлоконструкций и разнообразного оборудования.
Среди представленных материалов, используемых для сварочных работ, достаточно популярным является нержавеющая сталь. На ее основе создают большое количество различных агрегатов, сооружений, металлоконструкций и разнообразного оборудования.
Высокий интерес к подобному металлу связан в первую очередь с его техническими параметрами, среди которых наиболее актуальными являются стойкость к коррозии, длительный срок службы и др. В то же время она привлекает к себе внимание за счет своих эстетических свойств. Во время выполнения сварки нержавейки необходимо большое внимание уделяется особенностям этого материала: здесь важно помнить о том, что нержавейка не обладает идеальными характеристиками свариваемости.
Эту способность можно описать как склонность стальных заготовок образовывать между собой прочные соединения при помощи сварки. Если рассматривать более подробно свариваемость металла нержавеющего класса, то у него можно выделить следующие особенности:
 Этот материал обладает небольшим коэффициентом теплопроводности, по которому он в 2 раза уступает обычной стали с низким содержанием углерода. Подобная особенность приводит к повышению проплавления материала
на свариваемом участке. Отсюда можно сделать вывод, что во избежание брака желательно выполнять сварку током, имеющим меньшие значения. Оптимально выбирать показатель, который меньше на 15-20% обычного значения.
Этот материал обладает небольшим коэффициентом теплопроводности, по которому он в 2 раза уступает обычной стали с низким содержанием углерода. Подобная особенность приводит к повышению проплавления материала
на свариваемом участке. Отсюда можно сделать вывод, что во избежание брака желательно выполнять сварку током, имеющим меньшие значения. Оптимально выбирать показатель, который меньше на 15-20% обычного значения.
Если приходится сваривать массивные изделия на основе нержавеющей стали, то необходимо позаботиться о наличии достаточно большого зазора между ними. Пренебрежение этим советом может привести к возникновению микротрещин. Естественно, что конструкция, имеющая столь низкое качество сварки, не может быть использована по своему назначению.
Во время сварки используемые стержни подвергаются чрезмерному нагреву на участке, где выполняется соединение. Причина этого обусловлена высоким показателем сопротивления . Об этой особенности необходимо помнить и использовать электроды, специально предназначенные для сварки нержавеющих изделий. Подсказкой здесь может выступать марка стержней, по которым можно понять, какие можно применять для подобных работ, а от каких лучше отказаться.
 В то же время важно правильно работать сварочным аппаратом и знать, какой температурный режим будет оптимальным для создания того или иного соединения. Если совершить просчёт с любым из этих параметров, то это может привести к значительному снижению антикоррозионной устойчивости нержавейки и самого электрода. На языке специалистов подобное явление имеет специальное название – межкристаллитная коррозия.
В то же время важно правильно работать сварочным аппаратом и знать, какой температурный режим будет оптимальным для создания того или иного соединения. Если совершить просчёт с любым из этих параметров, то это может привести к значительному снижению антикоррозионной устойчивости нержавейки и самого электрода. На языке специалистов подобное явление имеет специальное название – межкристаллитная коррозия.
Характерной его особенностью является образование на границе шва карбидов железа и хрома, благоприятствующим возникновению которых фактором являются высокие температуры обработки . Они-то и являются основной причиной возникновения ржавчины и трещин на поверхности изделий из нержавеющей стали. На текущий момент комплекс средств, позволяющих бороться с межкристаллитной коррозией, довольно ограничен: для этого следует использовать подходящие стержни для сварки, обеспечить быстрое охлаждение участка соединения и пр.
Как правильно варить изделия из нержавейки электродом?
 Основываясь на вышеизложенных моментах, становится ясно, что на получение качественного соединения во время сварки нержавеющих изделий
большое влияние оказывает уровень подготовки специалиста, который будет выполнять работы, а также использование подходящих электродов.
Основываясь на вышеизложенных моментах, становится ясно, что на получение качественного соединения во время сварки нержавеющих изделий
большое влияние оказывает уровень подготовки специалиста, который будет выполнять работы, а также использование подходящих электродов.
Вместе с тем нужно понимать, в чем состоит отличие между углеродистой сталью и нержавеющей. Это в дальнейшем поможет избежать даже малейших неприятностей при выполнении сварки заготовок из таких материалов.
Технология выполнения сварки зависит от того, где именно она проводится: в домашних условиях или в цеху предприятия. Скажем, если приходится иметь дело с изделиями, достигающими в толщину не менее 1,5 мм , то чаще всего выбор останавливается на сварке, проходящей в атмосфере газов с инертными свойствами, не предусматривающими использование вольфрамового стержня. Использование подобной технологии обеспечивает наилучший результат в случае, если приходится соединять:
- корпуса определенных устройств и агрегатов;
- листы нержавеющей стали;
- трубы, использующиеся для подачи воды.
 Подобные работы можно проводить в полуавтоматическом, полностью автоматическом и ручном режимах. Стоит заметить, что при сваривании изделий, толщина которых превышает 3 мм, желательно работать электродуговой сваркой
, предусматривающей перенос электродного металла струей. Если же приходится соединять листы толщиной от 1,5 до 3 мм, то обычно используют короткодуговую сварку.
Подобные работы можно проводить в полуавтоматическом, полностью автоматическом и ручном режимах. Стоит заметить, что при сваривании изделий, толщина которых превышает 3 мм, желательно работать электродуговой сваркой
, предусматривающей перенос электродного металла струей. Если же приходится соединять листы толщиной от 1,5 до 3 мм, то обычно используют короткодуговую сварку.
Если возникла задача по свариванию труб из нержавеющей стали, при помощи которых будет производиться подача газов и жидкости в условиях некоторой нагрузки, то лучше всего использовать сварочные стержни для аргоновой среды, для чего применяют инвертор . Особенностью подобного сварочного процесса является использование проволоки, имеющей высокий уровень легирования, на которую возлагается функция присадочного материала. Если же остановиться на важных особенностях инверторной сварки, то ее следует проводить на положительной полярности постоянным либо переменным током.
Прибегать к использованию аргоновой сварки для соединения нержавеющих изделий желательно в тех ситуациях, когда необходимо обеспечить высокое качество шва металла , а также в случае сваривания очень тонких листов стали. Для соединения заготовок, толщина которых составляет 2–60 мм, можно применять метод сварки под флюсом. Плазменная сварка является оптимальным вариантом для любых изделий из нержавейки.
Во время выполнения сварки нержавейки следует иметь в виду, что используемые вольфрамовые электроды не требуется подвергать резким колебательным движениям, что является обязательным при сваривании стандартных сталей, не обладающих антикоррозионными свойствами. Если совершать такие движения во время сваривания нержавеющих сталей, то в большинстве случаев это приводит к разрушению защитной области сварки, а это уже повышает риск окисления шва.
Электроды для нержавейки: маркировка и особенности
 Настала пора разобраться с тем, какие же электроды следует использовать для сварки нержавейки. Сперва подведем небольшой итог о том, каким требованиям они должны отвечать:
Настала пора разобраться с тем, какие же электроды следует использовать для сварки нержавейки. Сперва подведем небольшой итог о том, каким требованиям они должны отвечать:
- высокий уровень сопротивления ползучести (термической);
- низкий коэффициент температурного расширения;
- высокие показатели упругости;
- высокие характеристики износоустойчивости и теплопроводности.
 Подобными характеристиками обладают следующие плавящиеся электроды из вольфрама
, диаметр которых составляет 3–5 мм, предназначенные для сварки конструкций из нержавейки:
Подобными характеристиками обладают следующие плавящиеся электроды из вольфрама
, диаметр которых составляет 3–5 мм, предназначенные для сварки конструкций из нержавейки:
- «ЦТ-15»;
- «ОЗЛ-8»;
- «ЗИО-8»;
- «ЭА400/10У»;
- «НЖ-13»;
- «АНВ-13»;
- «ЦЛ-51»;
- «ОЛЗ-17У»;
- и др.
В нашей стране чаще всего выбор останавливают на сварочных стержнях, которые предлагает производитель ESAB. В их рамках можно выделить следующие разновидности, которые имеют свое особое назначение:
 ОК 61.30
. Представляют изделия универсального назначения, которые предназначены для сварки хромоникелевых материалов, не подверженных коррозионным процессам.
ОК 61.30
. Представляют изделия универсального назначения, которые предназначены для сварки хромоникелевых материалов, не подверженных коррозионным процессам.
ОК 61.35 . С помощью этих электродов можно сваривать элементы, входящие в состав наиболее ответственных конструкций.
ОК 67.45 . Эти изделия подходят для соединения нержавеющих сталей, обладающих крайне низким показателем свариваемости.
ОК 63.30 . Особенностью этих стержней является чрезвычайно низкий уровень содержания углерода.
Заключение
 Сварка деталей из нержавейки предусматривает свои особенности в плане соединения этих материалов. Отличие заключается в характеристиках, которыми обладают эти изделия. Именно с учетом их и необходимо выбирать электроды для сварки. Учитывая, что электродов на рынке представлено много, необходимо учитывать маркировку, по которой можно узнать много полезной информации в отношении их использования.
Сварка деталей из нержавейки предусматривает свои особенности в плане соединения этих материалов. Отличие заключается в характеристиках, которыми обладают эти изделия. Именно с учетом их и необходимо выбирать электроды для сварки. Учитывая, что электродов на рынке представлено много, необходимо учитывать маркировку, по которой можно узнать много полезной информации в отношении их использования.
Для легированной стали должны применяться особые стержни для сварки, что обусловлено ее физико-химическими характеристиками. Только электроды по нержавейке могут обеспечить необходимое качество шва и сохранить при этом эстетику металла.
В силу своих высоких антикоррозийных и прочностных показателей, нержавеющая сталь считается лучшей для создания многих видов конструкций. Она используется практически во всех сферах, а значит специальные электроды для сварки металла этого класса будут всегда актуальны.
В сравнении с обычной углеродистой сталью, легированная имеет более низкую теплопроводность, что увеличивает проплавление в месте сварки. Именно электроды для сварки нержавейки снижают перегрев в месте соединения элементов и не допускают образования межкристаллитной коррозии.
Такой эффект возникает при очень высоких температурах и характеризуется появлением карбидов хрома и железа на поверхности шва. Этот факт в дальнейшем негативно сказывается на коррозийной стойкости металла нержавеющего класса.
- Стержни применяются для сварки всех видов легированных сталей, маркированных соответствующим российским ГОСТом. Для каждого типа электрода установлен собственный перечень свариваемых сталей, а также температурный предел.
- Электроды для нержавейки могут применяться как во всех положениях сварки, так и в определенных способах размещения в пространстве. Перечень положений устанавливается для каждой марки.
- Изделия обладают низким температурным расширением. Имеют повышенные показатели упругости и износостойкости.
- Качественные электроды по нержавейке легко зажигаются и устойчиво горят. Расплавленная основа равномерно покрывает шов и несложно зачищается.
Следует использовать только определенные марки стержней, предназначенные для конкретных условий и видов свариваемых стыков. В противном случае, качество сварного соединения и долговечность конструкции не гарантированы.
Изделия известных производителей выпускаются не просто с заявленными, а многократно проверенными на практике свойствами.
Покрытия стержней
Современные электроды для сварки нержавеющей стали выпускаются с обмазками, химический состав которых напрямую влияет на эксплуатационные показатели шва и конструкций.
Рутиловое
По своей сути, рутил – это титановый минерал. Готовые швы получаются ровными, гладкими и прочными. В рутиловое покрытие включаются шлакообразующие компоненты (магнезит, полевой шпат, мрамор). Для газовой защиты используются вещества органического происхождения (целлюлоза) и карбонаты. С целью улучшения наплавки, в состав обмазки может дополнительно вводиться железный порошок.
Кстати! В некоторых стержнях для нержавейки рутил может быть заменен на ильменит с концентрацией 20–50%. Такие расходные материалы стоят дешевле, но и качество их также ниже.
Основное
В такой обмазке, как правило, компонентную базу составляют карбонат и фторидные соединения кальция. Карбонат создает газовую защиту в процессе его нагрева в виде струи углекислого газа.
Прочность сварного соединения в этом случае очень высока, а образовавшиеся шлаки хорошо очищают шов от примесей. Такие электроды для нержавеющей стали считаются оптимальным вариантом для наиболее ответственных конструкций.
Справка. Образующиеся в процессе сварки шлаки, подразделяются на «длинные» и «короткие». Последние более предпочтительны, потому что вязкость и затвердевание вещества при снижении температуры происходят быстрее. Это исключает стекание жидкого металла по шву. «Короткие» шлаки образуют именно электроды с рутиловым и основным покрытием.
Предложения разных изготовителей
Потребителям предлагается продукция как зарубежных брендов, так и российских. Приоритет и безупречная репутация компании ESAB – мирового лидера в этом сегменте рынка, бесспорны. Шведские изделия высококачественные и дорогие, но они стоят того.
Популярные марки ESAB
Всем известные сварочные электроды ОК 61.30, относятся к универсальной продукции общетехнического назначения, а марка ОК 63.30 – это материал с очень низким содержанием углерода.
Марка ОК 63.85 – оптимальный выбор для сварки высоколегированных коррозионностойких сталей. Электроды ОК 61.35 применяются для более сложных конструкций. Они идеальны для монтажа трубопроводов.
В строительстве и промышленных отраслях нередко приходится проводить сварку конструкций или небольших элементов из разнородных металлов. Речь о легированных и обычных углеродистых сталях. Высокопроизводительные стержни OK 67.62 подходят для таких случаев абсолютно.
Российские электроды: конкуренция возможна
Не следует думать, что для нержавейки электроды иностранного производства являются единственным вариантом. Российские производители продвинулись заметно вперед в этой области.
Качественные и доступные по цене изделия Лосиноостровского завода (ЛЭЗ) пользуются широким спросом. Большой ассортимент представлен продукцией под брендами ВЭЗ (Волгодонский электродный завод), СЗСМ Ротекс (Судиславский завод сварочных материалов «Ротекс»):
- Отечественные ЦЛ–11 и АНВ–26 обладают свойствами, аналогичными маркам ОК 61.30 и ОК 63.30 соответственно.
- Электроды ОЗЛ–6 российского производства разработаны специально для стального материала, работающего в условиях резких температурных перепадов. Соединения, выполненные такими изделиями, могут выдерживать сильнейшие природные явления (землетрясения по высшей шкале, цунами).
- Хорошие данные демонстрируют электроды по нержавейке НЖ–13. Они предназначены для металла нержавеющего класса с повышенной коррозионной стойкостью и пищевой стали.
![]()
Представленные марки электродов, характеризуются минимальным разбрызгиванием и антикоррозийным свойством уже в первом слое шва. Сварщики предпочитают пользоваться стержнями диаметром от 3 мм. Такой размер позволяет опираться на них в процессе работы.
Немаловажное значение для качества сварных соединений имеют условия хранения расходных материалов. Электроды должны быть защищены от влажной среды, поэтому лучше всего их размещать в специальных пеналах. В них стержни и доставляются к месту работы.
Нержавеющая сталь всегда была востребованным материалом. И основным ее популярным качеством является полное отсутствие взаимодействия с влагой, то есть, нулевая коррозия металла. Плюс прекрасные внешние данные, конструкция из нержавейки смотрится эстетично без всякого декоративного покрытия. Но этот металл обладает плохой свариваемостью, поэтому рекомендуется использовать для сварки только электроды по нержавейке.
К тому же необходимо учитывать и некоторые особенности материала, которые проявляются в процессе соединения частей конструкции между собой.
- Нержавеющая сталь характеризуется меньшей теплопроводностью, чем другие виды сталей. Поэтому прогревать зону сварки надо дольше, или использовать для этого ток большей величины.
- При соединении толстых заготовок из нержавейки, необходимо между ними оставлять больший зазор, чем при сварке остальных видов сталей. Только так можно сократить количество микротрещин, которые могут появиться.
- В процессе сварки сварочные стержни подвергаются сильному нагреву. Это обусловлено высоким сопротивлением нержавейки сварочным процессам. Поэтому рекомендуется использовать только сварочные электроды для нержавеющей стали.
Есть три основных момента, которые нужно учитывать при сварке заготовок из нержавеющей стали.
- Сварка заготовок толщиною до 1,5 мм производится по технологии в защитных инертных газах с использованием вольфрамовых неплавящихся электродов. Может использоваться ручной способ, автоматический или полуатоматический.
- Толщина от 1,5 до 3 мм требует короткодуговой сварки.
- Сварка деталей с толщиной свыше 3 мм производится электродуговой сваркой, где перенос металла с электрода производится струйно.
Особое внимание необходимо уделить аргонной сварке. Очень важно, чтобы вольфрам не попал в сварочную ванну. Это резко снижает качественные характеристики сварного шва. Поэтому рекомендуется розжиг производить бесконтактным способом или зажигать дугу на угольной или графитовой пластине отдельно, после чего переносить сварочный процесс на детали из нержавеющей стали.
Электроды для нержавейки – марки и виды
Электроды для сварки нержавейки – это огромный список марок. Наибольшее распространение среди сварщиков получили три марки это ЦЛ-11, ОЗЛ-6 и НЖ-13
ЦЛ-11

Эта марка электродов используется для соединения сталей, в которых большое содержание хрома и никеля. К примеру, стали марки 08Х18Н12Т или последняя буква «Б». Именно содержание этих двух металлов создают такое свойство стали, как высокая антикоррозийная стойкость. Поэтому к сварочному шву стальных заготовок этой марки предъявляются достаточно жесткие требования.
Для этого используется ручная сварка при температуре +450С с применением постоянного тока. Обмазка электрода состоит из фтористых компонентов и карбоната. Сварку можно проводить в любом положении кроме вертикального. Преимуществ у шва, сделанного этим электродом по нержавеющей стали много.
- Прочность шва.
- Его пластичность.
- Немалая ударная вязкость.
- Внутри шва не образуются процессы по кристаллизации коррозии.
- Шов получается аккуратным и ровным.
- В процессе проведения сварочных работ не присутствует разбрызгивание металла сварочного стержня.
ОЗЛ-6

Этот электрод для сварки нержавеющей стали используется в тех случаях, если соединяемая конструкция будет эксплуатироваться в условиях с высокой температурой – до 1000С. При этом все достоинства этой марки в точности совпадают с предыдущим видом. Сварку проводят только постоянным током.
НЖ-13

Электроды по нержавейке этой марки используются для соединения деталей из пищевой стали. Практика так же показала, что расходники данного типа прекрасно варят заготовки не только сплавов, где присутствуют хром и никель, но и с участием в сплаве молибдена.
И еще несколько популярных марок.
- ЗИО-8 используется для соединения жаростойких нержавеющих сталей. Обмазка – основная, варить можно постоянным током, полярность – обратная. Способ сварки – любой (нижний, верхний, вертикальный).
- ЭФ400/10У используется, когда надо сварить заготовки из нержавейки аустенитного класса. Обычно детали из такого металла используют в агрессивных средах жидкого типа, в которых температура поднимается до +350С.
- НИИ-48Г. Это универсальный электрод, который применяется для сваривания ответственных конструкций из специальных и низколегированных сталей. Имеет основной вид покрытия. Режим сварки: ток – постоянный, полярность – обратная. Положение электрода – любое.
- ОЛЗ-17У. Применяются для ручной электродуговой сварки нержавеющих сталей, которые работают в средах, где используется фосфорная или серная кислота. Варить можно в любых положениях, кроме вертикального сверху вниз. Ток – постоянный, полярность – обратная. Сварочный процесс этим электродом требователен к чистоте сварных кромок. Особое внимание свариванию деталей большой толщины, где необходимо проводить двустороннюю разделку сварных кромок.
- ЭА. У этой марки достаточно широкий модельный ряд. Но практически все они рекомендованы для проведения сварки ответственных конструкций, которые собираются из легированных сталей высокой прочности. После использования электродов по нержавейке этой маркировки обработка шва не требуется. Сваривание необходимо проводить короткой дугой.
Большой популярностью среди профессионалов пользуются электроды для сварки нержавеющей стали от шведской компании ESAB.
- ОК 61.30 – универсальная модель, в которой углерод содержится в небольших количествах. Легкий поджиг (даже повторный), шов получается ровным, шлак отделяется от металла легко. Обмазка – рудно-кислая. Можно варить переменным током или постоянным (полярность – прямая). Пространственное положение электрода – любое, кроме сверху вниз.
- ОК 61.35 используется для сваривания ответственных конструкций, которые будут эксплуатироваться при перепаде температур от -196С до +400С. Часто его применяют для сварки трубопроводов разного назначения. Обмазка – основная. Ток – постоянный, полярность – прямая.
- ОК 67.45. Электрод двойного назначения. То есть, может использоваться для соединения нержавеющих сталей и применяться в процессе наплавки металлов с ограниченной свариваемостью. Проходит в качестве первого слоя, далее на полученный шов наплавляются металлы износостойкого типа. Шов из такого электрода прекрасно переносит трение и высокие температуры, легко поддается обработке.
- ОК 63.30 – это электрод общетехнического назначения, то есть универсальный. Используется для сварки почти всех марок нержавеющих сталей.
Внимание! Все вышеописанные электроды перед сварочным процессом должны пройти прокалку. Правда, у каждой марки свой температурный режим.
- Если температурный режим сварочного процесса повышается более +500С, то высока вероятность, что на участке сварного шва появятся трещины кристаллизационного типа. А это сильно ослабит прочность и надежность конструкции.
- В диапазоне температурного режима сварки от +350С до +500С показатель пластичности сплава снижается, что обязательно приведет к хрупкости металла.
- Чтобы качество сварного соединения было высоким, нужно предварительно нагреть заготовки из нержавейки до +1200С, после чего охладить их естественным способом. Длительность охлаждения – 3 часа.
- Оптимально, если сам сварочный процесс проводить быстро. Нельзя подвергать нержавейку длительному нагреву. Если сварка проводится послойно, то рекомендуется каждый нанесенный слой охлаждать до +100С до нанесения последующего слоя.
- Если до нанесения основного слоя свариваемого металла необходимо провести прихватку двух заготовок, то расстояние между ними лучше сократить. Идеальный вариант, если прихватки будут длинными.
При правильной сварке нержавейки выбору электрода нужно уделять не меньше внимания чем подбору режима сваривания и выбору самого аппарата.
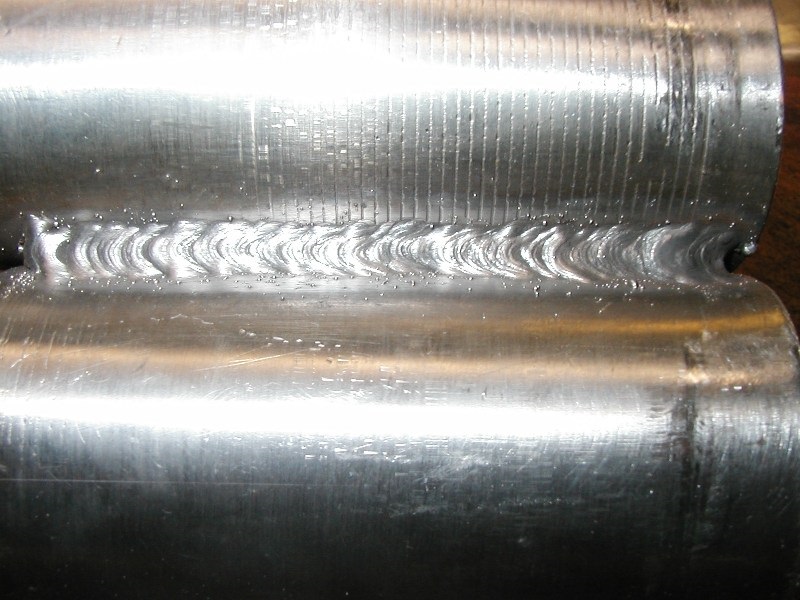
Сваривание деталей из нержавеющей стали — это сложный и трудоемкий высокотехнологичный процесс, который потребует от исполнителей соответствующей квалификации, применения специального оборудования и правильного выбора электродов. В расплавленном состоянии нержавеющая сталь становится жидкой, словно вода, что существенно усложняет формирование правильного валика шва. Используемые для подобной сварки электроды должны иметь состав сплава, максимально приближенный к составу основных металлов. Одной из особенностей такой сварки нержавеющей стали является невозможность выполнения данных работ в вертикальном и потолочном положении.

Электроды по нержавейке
Сложность выполнения состоит также в том, что после температурной обработки металл теряет антикоррозийные свойства, а это приводит к появлению ржавчины в соединительном шве. Чтобы исключить подобное электроды для нержавейки содержат многочисленные легирующие материалы, которые повышают антикоррозийные свойства соединения. Если же использовать дешевые электроды, которые не содержат в своем составе легирующих материалов, это приводит к ухудшению качества выполняемых работ. Наибольшую популярность при работе с нержавейкой получили сварочные аппараты, которые работают с постоянным током, тогда как при использовании переменного тока существенно страдает качество соединения.

В особенности сложно работать с тонкими элементами из нержавеющей стали, где требуется правильно подбирать используемые электроды и грамотно выполнять всю работу. В данном случае существует опасность прожига металлических элементов, что в последующем потребуется сложной наплавки.
Следует сказать, что, несмотря на сложность работы с нержавеющей сталью, этот материал нашел широкое применение в промышленности и быту. Объясняется подобная распространенность нержавейки ее отличными эксплуатационными характеристиками и прочностью. Сварочные работы могут выполняться при ремонте трубопроводов, сваривании металлокаркаса, соединении металлоконструкции и при различных ремонтных работах. Все требования к электродам для нержавеющей стали оговариваются в ГОСТе, что позволяет несколько упростить выбор.
Электроды по нержавейке маркировка
Наибольшей популярностью на рынке пользуются электроды от шведской компании ESAB, представленные в широком ассортименте и отличающиеся великолепным качеством исполнения.
- ОК61.30. Универсальные стержни для сварки нержавейки, которые отлично подходят для сплавов с добавками никеля и хрома. Полученный наплавленный сплав отличается устойчивостью к коррозии.
- ОК6135. Эта марка предназначена для сварки деталей из нержавейки, которые имеют повышенные требования к качеству материала. Наплавка получается особенно прочной, что позволяет выдерживать повышенные нагрузки. Можно использовать такие электроды для соединения различных нагруженных конструкций и ответственных сооружений.
- ОК67.45. Эта разновидность электродов отличается повышенными свойствами сваривания, поэтому их можно порекомендовать для использования в сложных условиях работы.
- ОК63.30. Стержни этой марки содержат минимум углерода, что позволяет использовать их для низкоуглеродистых стальных нержавеющих сплавов. Обеспечивают отличную прочность соединения.
- Из отечественных разновидностей нержавеющей стали можно выделить следующие:
- ЦТ15. Обладают повышенной температурной устойчивостью, стойкостью к агрессивной химической среде и позволяют получить соединение отличного качества.
- ОЗЛ8. Данная разновидность стержней отличается длительным сроком эксплуатации, что позволяет сваривать детали с высокой прочностью. Соединение обладает отличными показателями антикоррозийной стойкости.
- ОЗЛ6. Универсальная разновидность, которая отлично подходит для чистой нержавеющей стали. Возможно также соединение нержавейки с черным металлом.
Химический состав стержней
Химический состав таких электродов включает различные металлы, углерод и водород с фосфором. Необходимо сказать, что выбирая такой наплавочный материал для сварки, необходимо учитывать химический состав самого стержня и соединяемого металла.
Свойства сварочные электроды по нержавейке напрямую зависят от их состава. Отметим повышенную прочность, пластичность и температурную устойчивость. При этом большинство таких стержней в расплавленном состоянии обладает повышенной текучестью, что следует учитывать при выполнении сварочных работ.
Какими электродами варить нержавейку?
Необходимо сказать, что от правильности выбора зависит качество соединения, его долговечность и отличные показатели антикоррозийной стойкости. Любое даже незначительное отклонение в химическом составе электродов и основного металла приведет к существенному ухудшению прочности соединения. Именно поэтому вопросам выбора следует уделить максимум внимания.
Одним из важнейших параметров является диаметр стержня, который зависит от толщины основного металла. Специалисты рекомендуют выбирать диаметр стержня равный толщине свариваемого металла. В то же время следует помнить, что при сваривании нержавейки толщиной в 3 миллиметра и менее следует соблюдать максимальную аккуратность, так как существует опасность проварить материалы даже при низких показателях рабочего потока.
Предпочтительно выбирать длинные электроды, которые позволят выполнить шов без прерывания сварки, а, следственно, такое соединение будет максимально прочным и долговечным. У распространенных в настоящее время марок стержней длина может колебаться от 5 до 10 сантиметров. В отдельных случаях для выполнения длинных швов можно использовать специальные электроды, размером в 45 сантиметров и более.
Как варить нержавейку электродом?
Одной из особенностей работы с нержавейкой является высокая температура плавления и повышенная скорость выполнения работ. Именно поэтому следует действовать предельно аккуратно и в то же время быстро. Для формирования правильного валика шва необходимо выработать специальную технику, в противном случае можно будет получить бесформенную массу из наплавленного металла. Для предупреждения появления холодных трещин рекомендуется до окончания обязательно подогревать и поддерживать его высокую температуру. Для сварки необходимо использовать горелки и инверторы с возможностью регулировки температуры.

Характеристика марок электродов по нержавейке
ESAB
ОК 61.20
Рутиловый нержавеющий электрод для сварки нержавеющих сталей типа 304 или 321 (Х18Н12, Х18Н10, 10Х18Н10Т и т.д.). кроме случаев, когда к основному материалу предъявляются требования по жаростойкости. Электрод разработан для сварки тонкостенных труб во всех пространственных положениях, в том числе в вертикальном положении на спуск. Очень легко зажигается, в том числе и повторно. Содержание феррита 1,5...6% (FN 3-10).
Uxx: 50 В
ОК 61.30
Универсальный электрод по нержавейке со сверхнизким содержанием углерода для сварки нержавеющих сталей. Легко зажигается, дает хорошее формирование шва. Обеспечивает стойкость против межкристаллитной коррозии.
Жаростойкость - до 475°C.
Свариваемые стали по AISI: 302, 304, 308, 403, 410, 416, 420, 430, 431;
Свариваемые стали по ГОСТ: 03Х18Н11, 06Х18Н11, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т и т.п. Содержание феррита 1,5...6% (FN 3-10).
Российские аналоги: АНВ-34, ОЗЛ-22
Ток: постоянный +, переменный
Uxx: 50 В
ОК 61.25
Электрод предназначен для сварки коррозионностойких хромоникелевых сталей марок 08Х18Н10, 12Х18Н9, AISI 304, 304H и т.д., когда к металлу шва не предъявляют жесткие требования стойкости к межкристаллитной коррозии. Создан для объектов, эксплуатирующийся при повышенных температурах (до 700°C). Обладает высокими сварочно-технологическими свойствами при сварке на вертикальной плоскости и в потолочном положении, отличается повышенной устойчивостью против горячих трещин и пор.
Российские аналоги: ОЗЛ-8, ОЗЛ-36, АНВ-32, АНВ-29.
Тип: основной
Ток: постоянный +
ОК 61.80
Нержавеющий электрод с низким содержанием углерода, подходит для сварки нержавеющих сталей типа 321 и 347. Обеспечивает стойкость металла шва против межкристаллитной коррозии до +400°C. Содержание феррита 3...7% (FN 6-12).
Российские аналоги: АНВ-13.
Ток: постоянный +, переменный
Uxx: 50 В
ОК 61.81
Стабилизированный ниобием нержавеющий электрод. Применяется для изделий, работающих при высоких температурах. Обеспечивает стойкость шва против межкристаллитной коррозии. Содержание феррита 3...7% (FN 6-12).
Ток: постоянный +, переменный
Uxx: 60 В
ОК 61.85
Применяется в случаях, когда требуется получение сварных соединений со стабилизированным Nb сварным швом. Обеспечивает стойкость против межкристаллитной коррозии. Содержание феррита 3,5...7% (FN 6-12).
Российские аналоги: ЦЛ-11, ЦТ-15, АНВ-23, ОЗЛ-7.
Тип: основной
Ток: постоянный +
ОК 63.30
Универсальный электрод со сверхнизким содержанием углерода для сварки нержавеющих сталей. Легко зажигается, дает хорошее формирование шва, при сварке шлак отходит. Обеспечивает стойкость против межкристаллитной коррозии. Содержание феррита 1,5...6% (FN 3-10).
Свариваемые стали: 03Х17Н14М2, 10Х17Н13МЗТ, 316 и т.п.
Российские аналоги: АНВ-26.
Ток: постоянный +, переменный
Uxx: 50 В
ОК 67.13
Аустенитно нержавеющий электрод для сварки сталей Х25Н20. Наплавленный металл имеет стойкость к окалине до 1100-1150°C, не содержит феррита. Может быть так же использован для сварки упрочняемых на воздухе сталей (типа броневых). Сваривает нержавеющие стали с нелегированными. Содержание феррита 0% (FN 0).
Ток: постоянный +, переменный
Uxx: 65 В
ОК 67.43
Аустенитно нержавеющий электрод с выходом наплавленного металла с небольшим количеством феррита. Наплавленный металл имеет высокую ударную вязкость и стойкость против образования трещин, даже если сталь имеет плохую свариваемость. Содержание феррита 0% (FN 0).
Ток: переменный, постоянный +
Uxx: 65 В
ОК 67.60
Электрод нержавеющий обладает хорошими сварочно-технологическими свойствами для сварки во всех пространственных положениях. Применяется для разнородных сварных соединений нержавеющих сталей с углеродистыми, для нанесения подслоя при восстановлении деталей наплавкой. Обеспечивает стойкость металла шва против межкристаллитной коррозии. Содержание феррита 5,5...13% (FN 12-22)
Ток: постоянный +, переменный
Uxx: 55 В
Castolin Eutectic
E 308 L-17
Электрод из аустенитного сплава, со сверхнизким содержанием углерода и с рутиловой обмазкой. Предназначен для сварки нержавеющих сталей. Наплавка металла составляет 110%.Легко зажигается, создаёт хорошее формирование шва. Устойчив к межкристаллитной коррозии при температурах до 350°С и к образованию окалины до 850°С.
Свариваемые стали: 03Х18Н11, 06Х18Н11, 08Х18Н10 и т.п.
Ток: постоянный +, переменный
E 309 L-17
Электрод нержавеющий с основой из аустенитного сплава, со сверхнизким содержанием углерода и с рутиловой обмазкой. Предназначен для сварки нержавеющих сталей. Наплавка металла составляет 115%. Легко зажигается, создаёт хорошее формирование шва. Устойчив к межкристаллитной коррозии при температурах до 400°С и к образованию окалины до 1050°С. Хладостойкость до -60°С.
Свариваемые стали: 10Х23Н18, 20Х23Н13, 20Х23Н18 и т.п.
E 312 L-17
Электрод с основой из аустенитно-ферритного сплава. Применяется для соединения разнородных нержавеющих аустенитных сталей. Наплавка металла составляет 120%. Устойчив к межкристаллитной коррозии при температурах до 400°С и к образованию окалины до 1150°С. Хладостойкость до -196°С. Устойчив к ударным нвгрузкам.
Ток: постоянный +, или переменный
E 316 L-17
Электрод нержавеющий с основой из аустенитного сплава. С низким содержанием углерода. Используется для сварки нержавеющих сталей. Наплавка металла составляет 115%. Легко зажигается, создаёт хорошее формирование шва. Устойчив к межкристаллитной коррозии при температурах до 400°С и к образованию окалины до 1850°С. Хладостойкость до -120°С.
Свариваемые стали: 03Х17Н14М2, 10Х17Н12М3Т, AISI 316 и т.п.
Ток: постоянный +, или переменный
E 310 L-17
Электрод с основой из аустенитного коррозионостойкого сплава с рутиловм покрытием. Наплавленность сварочного металла составляет 120%. Металл сварного шва устойчив к образованию окалины при температурах до 1150°С (воздух). Максимальная рабочая температура составляет 300°С для смешанных соединений. Применяется для сварки соединений из разнородных нержавеющих аустенитных сталей.
E 307 L-17
Электрод нержавеющий с основой из аустенитного немагнитного сплава с рутиловым покрытием. Перенос металла составляет 110%. Металл сварного шва обладает высокой стойкостью к корозии при температурах до 300ºС. Устойчив к тепловым ударам и образованию окалины при температурах до 850ºС. Сварочный металл обладает высокой вязкостью и ковкостью.
Ток: постоянный +, или переменный.
ЛЭЗ, MONOLITH
ОЗЛ-6 (НАКС)
Электрод по нержавейке используется для сварки жаростойких сталей марок 20Х23Н13,20Х23Н18 и т.п., работающих в окислительных средах при температуре до 1000°С. Возможна сварка хромистой стали марки 15Х25Т, 25Х25Н20С2, а также сварка углеродистых и низколегированных сталей с высоколегированными сталями аустенитного класса. Сварка во всех пространственных положениях, кроме вертикального сверху вниз.
Ток: постоянный +, или переменный.
ОЗЛ-8 (НАКС)
Для сварки конструкций из коррозионностойких сталей марок 08X18Н10, 12Х18Н9,
08Х18Н10Т и т.д., когда к шву не предъявляются жесткие требования стойкости против межкристаллитной коррозии. Сварка во всех пространственных положениях, кроме вертикального «сверху вниз».
Ток: постоянный +, или переменный.
ЦЛ-11 (НАКС)
Данные электроды нержавеющие предназначены для сварки изделий из коррозионно-стойких хромоникелевых сталей марок 12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Т, 08Х18Н12Б и подобных марок стали, когда к металлу шва предъявляют жесткие требования стойкости к межкристаллитной коррозии.
Ток: постоянный +, или переменный.
ЦТ-15 (НАКС)
Электроды предназначены для сварки ответственных узлов конструкций из аустенитных сталей марок Х20Н12ТЛ, Х12Н13Б, 12Х18Н9Т, 12Х18Н12Т и им соответствущим, работающих при температуре 570-650°С и высоким давлением, когда к металлу шва предъявляют требования стойкости к межкристаллитной коррозии. Сварка во всех пространственных положениях на постоянном токе обратной полярности.
НЖ-13 (НАКС)
Электроды нержавеющие предназначены для сварки коррозионностойких сталей, когда к металлу шва предъявляются высокие требования стойкости против межкристаллитной коррозии. Используется для сварки сталей марок 12Х18Н9Т, 08Х18Н10Т, 12Х18Н10Т, 09Х18Н12Т (Х18Н12Б), 1Х16Н13Б, 1Х21Н5Т, Х14Г14Н3Т и им подобных, работающих в агрессивных средах при температуре до 450°С. Сварка производится во всех положениях, кроме вертикального “сверху-вниз”.


