Из чего состоят твердосплавные развертки по металлу регулируемые? Купить развертку по металлу - каталог, цены - мекка инструмента
Развертка представляет собой металлорежущий инструмент, целью применения которого является финишная обработка предварительно просверленных отверстий для доведения их геометрических параметров и шероховатости поверхности до требуемого уровня. Обеспечивать достижение требуемых геометрических параметров при использовании развертки позволяет более высокая точность, которой соответствует такой инструмент.
Так, если диаметр отверстия, обрабатываемого с помощью сверла, может иметь отклонения по своим геометрическим параметрам, то при последующем применении развертки он будет точно соответствовать требуемым размерам. Для выполнения такой технологической операции используются различные виды разверток, выбор которых зависит как от условий развертывания, так и от требований, предъявляемых к качеству обрабатываемой поверхности.
Принцип действия
Применение развертки позволяет получать отверстия, точность поверхности которых соответствует квалитету в диапазоне 6–9, а шероховатость находится в интервале 0,32–1,25 мкм (по шкале Ra). Высокого качества обрабатываемой поверхности удается достичь благодаря тому, что такой инструмент, как развертка, отличается достаточно большим количеством режущих кромок (4–14), за счет чего в процессе выполнения обработки снимается небольшой припуск. Обработка при помощи ручной или механической развертки по металлу осуществляется не только за счет ее вращения, но и посредством ее подачи, совершаемой по направлению к оси обрабатываемого отверстия.
Используя такую технологическую операцию, с внутренней поверхности отверстия можно снимать тончайший слой металла, величина которого составляет десятые (и даже сотые) доли миллиметра.
При помощи развертывания могут обрабатываться не только цилиндрические, но и конические отверстия. В первом случае обработку выполняют с применением разверток ручных цилиндрических (или разверток машинных цилиндрических), во втором – с помощью конических инструментов.
В стандартном исполнении ручной цилиндрический инструмент и развертка коническая имеют схожую конструкцию, состоящую из:
- рабочей части, элементами которой и выполняется основная обработка;
- переходной шейки;
- хвостовика, при помощи которого ручная развертка фиксируется в воротке.
Рабочая поверхность, за счет которой машинные и ручные развертки и способны выполнять обработку внутренней поверхности отверстия, состоит из таких элементов, как:
- главная режущая кромка;
- так называемая ленточка;
- передняя поверхность;
- затыловочная и задняя поверхности.
Помимо всех вышеперечисленных частей, развертка ручная или машинная содержит следующие элементы:
- заборную часть, которую часто называют режущей;
- часть, которая отвечает за калибровку обрабатываемого отверстия;
- задний конус.
Между зубьями, расположенными на рабочей части каждой развертки, имеются канавки, при помощи которых не только формируются режущие кромки инструмента, но также обеспечивается расположение и отвод стружки, образуемой в процессе обработки. На ручных развертках режущие зубья располагают равномерно по всей окружности инструмента, что обеспечивает требуемое качество выполняемой обработки.
Основные типы
Рассматриваемый ручной инструмент (как и развертка машинная) нужен для того, чтобы формировать отверстия с требуемыми геометрическими параметрами. Обрабатывая с его помощью отверстия с различным уровнем качества предварительной обработки, можно получать поверхности, точность которых находится в диапазоне от первого до десятого класса. На качество и точность обработки, которую выполняют, используя как развертки машинные, так и ручные, оказывают влияние различные факторы. К наиболее значимым из таких факторов следует отнести:
- конструктивные особенности инструмента;
- степень заточки режущей кромки и уровень ее доводки;
- режимы, с которыми выполняется резание;
- величину припуска, который необходимо снять с обрабатываемой поверхности.
Разделение разверток на различные типы регламентирует ГОСТ, при этом параметрами, в зависимости от которых выполняется такое разделение, являются:
- тип обрабатываемого отверстия;
- способ закрепления инструмента в процессе обработки;
- конструктивные особенности режущих зубьев и их расположение на инструменте;
- возможность регулировки инструмента по размерам обрабатываемого отверстия;
- материал изготовления развертки.
Наиболее универсальными типами инструментов, используемых для развертывания отверстий, являются разжимная или регулируемая развертка, а также развертка цилиндрическая, оснащенная специальным хвостовиком.
Ознакомиться с требованиями ГОСТ к машинным разверткам можно, скачав документ в формате pdf по ссылке ниже.
Развертки, применяемые для машинной обработки, также представлены большим разнообразием моделей. Среди таких инструментов, требования к конструкции и геометрическим параметрам которых регламентирует ГОСТ 1672-80, выделяют:
- цилиндрические машинные с коническим хвостовиком и насадными зубьями;
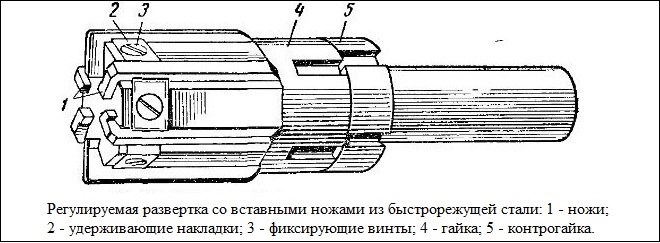
- со вставными зубьями;
- с напаянными пластинами из твердого сплава в качестве режущих зубьев.
Стандарт описывает не только цилиндрические развертки, ГОСТ 1672-80 также оговаривает требования к инструменту конического типа. Такие развертки, при помощи которых обрабатываются конусные поверхности, тоже представлены в большом разнообразии моделей. В частности, развертки конические используются для обработки отверстий:
- для конусных штифтов;
- предназначенных для нарезания конусной резьбы;
- выполненных по стандарту «конус Морзе»;
- метрических конусных;
- с конусностью 1:30 и др.

Из разверток машинного типа наибольшее распространение получили мелкоразмерные инструменты с утолщенным хвостовиком, требования к характеристикам которых также указывает ГОСТ 1672-80.
В ГОСТе на развертки оговариваются не только геометрические параметры самого инструмента, но и поля допусков отверстий, которые можно обрабатывать с его помощью.
Различия между ручными и машинными развертками
Инструмент, используемый для выполнения развертывания, как уже говорилось выше, может быть ручным или машинным. К наиболее важным параметрам, на которые ориентируются при выборе разверток, относятся тип и калибр их режущей части, количество зубьев и их направленность, углы резания и неравномерность шага расположения зубьев, а также профиль канавок и конфигурация зажимной части инструмента.
Рабочая часть ручного инструмента имеет цилиндрическую форму, режущие зубья, которые на ней располагаются, отличаются острыми гранями по всей своей длине. Выпускается такой инструмент в диапазоне диаметров 3–58 мм, с шагом, соответствующим 1 мм. Кроме того, ручные инструменты для развертывания могут выпускаться с шагом, равным 3,5; 4,5; 6,5 (вплоть до 15,5 мм). Специалисты, как правило, стараются иметь в своем распоряжении целый набор разверток, чтобы выполнять при помощи такого инструмента обработку отверстий любого диаметра.

Вопрос о том, как сделать развертку отверстия при помощи ручного инструмента, как правило, не возникает. Для этого необходимо иметь в своем распоряжении не только сам инструмент, но и вороток, в котором он фиксируется посредством своего хвостовика с квадратным поперечным сечением конечной части.
Передний конец рабочей части ручных разверток – заход – отличается меньшим диаметром, чем размер поперечного сечения основной режущей части. Такая особенность конструкции нужна для того, чтобы обеспечить более легкий заход инструмента в обрабатываемое отверстие. Заметить эту разницу в диаметрах основной рабочей части и переднего конца инструмента можно даже на фото ручной развертки.
Точность геометрических параметров обрабатываемого отверстия, а также чистота формируемой поверхности зависят от того, какое количество режущих зубьев имеется на рабочей поверхности развертки. Качество выполняемой обработки будет тем выше, чем большим количеством зубьев оснащена развертка. Между тем использование инструмента с большим количеством режущих зубьев имеет и свои минусы, основной из которых заключается в том, что в таком случае затрудняется отвод стружки из зоны обработки.
Преимущественное большинство разверток, используемых для ручной обработки, имеют режущие зубья прямой формы, но есть и модели инструментов, рабочие зубья которых расположены по винтовой линии. Применение инструмента с винтовым расположением режущих зубьев целесообразно в тех случаях, когда отверстия, которые необходимо обработать, сформированы прерывистой поверхностью по своей длине.
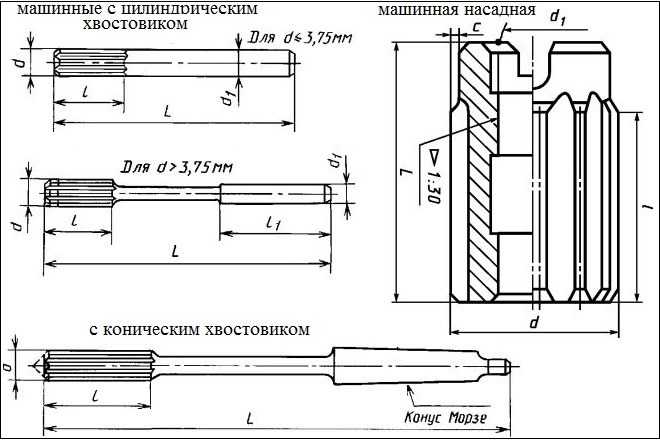
Задаваясь вопросом о том, как сделать развертку отверстия при помощи инструмента машинного типа, следует иметь в виду, что для этого необходимо использовать уже не вороток, а оборудование, в шпинделе которого и фиксируется с помощью своего хвостовика такой инструмент. Конусные хвостовики стандартизированы, и их геометрические параметры зависят от диаметра самой развертки.

Для изготовления машинного инструмента, который в процессе обработки испытывает значительные механические нагрузки, используется быстрорежущий металлический сплав. Лучшим по качеству использованного металла считается машинный инструмент, сделанный еще в советские времена, но найти его в свободной продаже сегодня достаточно проблематично.
Зачем необходимы развертки регулируемого типа? Такой вопрос часто возникает у начинающих специалистов по металлообработке. При помощи такого инструмента с регулируемым диаметром рабочей части выполняют обработку отверстий, размеры поперечного сечения которых соответствуют не целому числу (допустим, 10 или 16 мм), а дробному значению. Диметр рабочей части такого инструмента изменяется достаточно просто, для этого используются обычные гаечные ключи, при помощи которых ослабляют и закручивают регулировочные гайки, специально предусмотренные в конструкции развертки.
(Нет оценок. Станьте первым)
Данные приспособления отличаются от обычных сверл более высоким классом точности. Развёртка по металлу позволяет «доводить» диаметр отверстия в тех случаях, когда соответствие его величины требуемому значению является важным моментом для дальнейших технологических операций. Об одной из разновидностей такого металлорежущего инструмента – развертке по металлу регулируемой конусной – рассказывает эта статья.
Особенности и назначение
Инструмент является универсальным в применении (в определенных пределах). Одна и та же развертка может быть настроена на разные величины диаметров. Диапазон изменения параметров зависит от размеров самой развертки. С его повышением увеличивается предел регулирования.
Например, для изделия на 47 мм он составляет 50 мм.
Регулируемые развертки используются в тех случаях, когда невозможно подобрать точный размер . Это бывает, если его величина выражается дробным числом.

Порядок регулирования
Технология простая. На рисунке показано, что на корпусе развертки имеется 2 гайки (под рожковый ключ).
Верхняя – фиксирующая. Перед регулировкой инструмента ее следует ослабить. Настройка развертки на требуемый диаметр производится нижней гайкой, затяжка которой приводит к увеличению размера инструмента за счет смещения режущих частей (пластин) вверх. После окончания регулировки они стопорятся в выбранном положении верхней гайкой. Соответственно, для уменьшения диаметра нижнюю необходимо крутить в обратном направлении. Контроль выставленной величины осуществляется микрометром или штангенциркулем.
Размеры конусных разверток
Часто встречающиеся изделия имеют параметры от 10 до 47 мм. Производители стремятся за счет увеличения пределов регулировки снизить модельный ряд разверток, то есть минимизировать их категорирование по типоразмерам.
Материал
Сталь марки HSS (быстрорежущая).
Стоимость инструмента
Так как сортамент регулируемых разверток значительный, уместно привести лишь минимальную цену на образец – порядка 415 рублей (10 +0,5 мм).
К атегория:
Сверление металла
Развертывание и его применение
Развертывание является операцией чистовой обработки отверстий, обеспечивающей высокую точность размеров и чистоту поверхности. Эта операция выполняется с помощью инструмента, называемого разверткой.
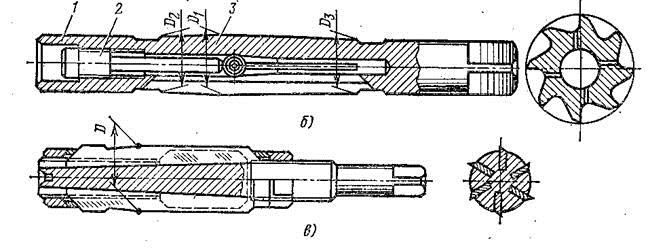
Развертывание отверстий можно выполнять на сверлильных или токарных станках, а также вручную. Развертки, применяемые для станочного развертывания отверстий, называются машинными (рис. 1,б). Машинные развертки отличаются от ручных более короткой рабочей частью. Они закрепляются в качающихся (плавающих) державках, установленных в патроне или непосредственно в шпинделе станка. Ручной развертке вращение сообщается при помощи воротка, который надевается на квадратный конец хвостовика развертки (рис. 1, а).
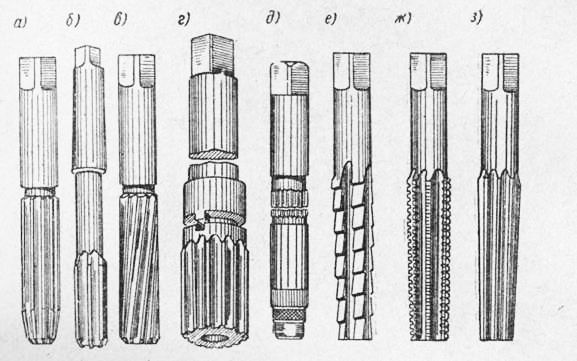
Рис. 1. Основные типы разверток
Расположенные на рабочей части развертки режущие зубья выполняются прямыми (прямозубые развертки, рис. 1, а) или с винтовыми канавками (спиральные развертки, рис. 1, в). Для развертывания прерывистых отверстий (например, с продольными канавками) применяются не прямозубые, а спиральные развертки. Развертки с правой винтовой канавкой называются праворежущими, а с левой - леворежу-Щ и м и.
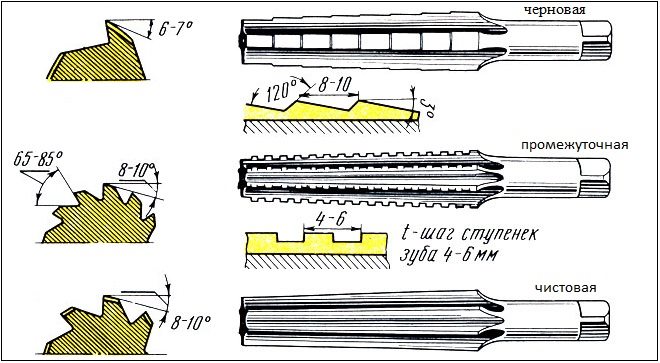
По форме обрабатываемых отверстий развертки Делятся на цилиндрические (рис. 1, а, б, в, г, д) и конические (рис. 1,в, ж, з). Конические развертки применяются для развертывания отверстий: под коническую резьбу от Vie До 2”; под конус Морзе от № О до № 6; под метрический конус от № 4 до № 140; под конические штифты конусностью 1: 50 и 1: 30. Эти развертки делают комплектами из двух или трех разверток в комплекте. Одна является черновой, вторая-промежуточной, а третья - чистовой (рис. 1, е, ж, з).
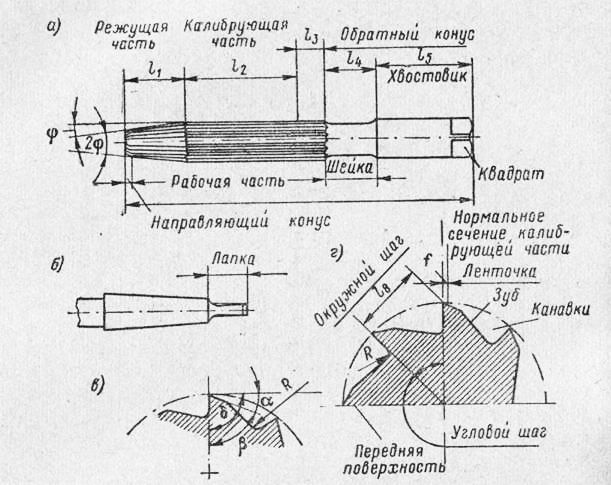
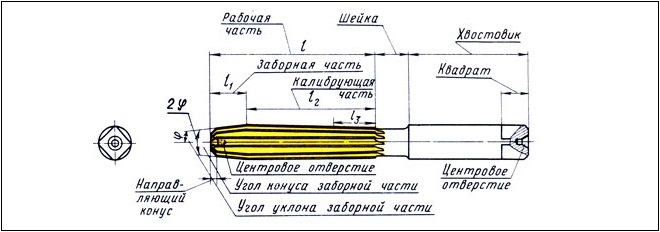
Рис. 2. Элементы и геометрические параметры развертки
По своему устройству развертки подразделяются на дельные и насадные (рис. 1, г), с прямыми и винтовыми зубьями, постоянные и регулируемые.
Корпус регулируемой развертки сделан полым коническим с продольными канавками, прорезанными между зубьями на длине рабочей части (рис. 1, д). При завертывании винта его конический конец заставляет зубья развертки раздаваться; тем самым увеличивается и регулируется в определенных пределах диаметр развертки.
Развертка состоит из трех частей: рабочей части, шейки и хвостовика (рис. 2, а).
Рабочая часть в свою очередь состоит из режущей (или заборной) части, калибрующей цилиндрической части и обратного конуса.
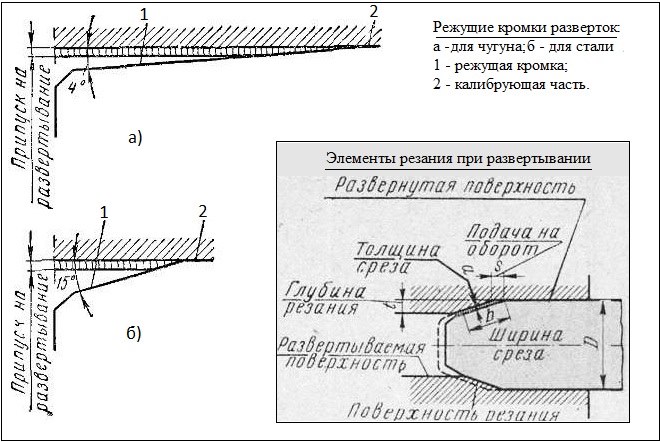
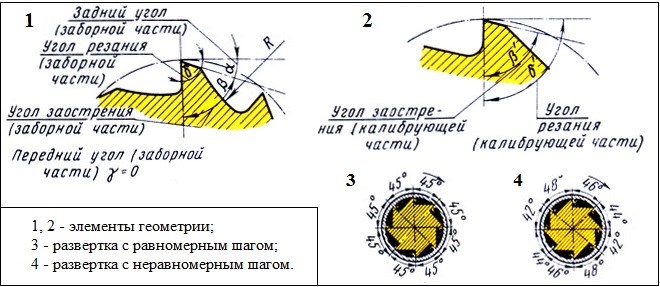
Режущая часть делается конусной и выполняет основную работу по снятию стружки. Режущие кромки заборной части образуют с осью развертки угол при вершине, равный 2ф. Любая режущая кромка образует с направлением подачи или осью развертки главный угол в плане <р. Этот угол принимается для ручных разверток равным 0,5-1,5°, а для машинных разверток 3-5° при развертывании твердых металлов и 12-15° при развертывании мягких и вязких металлов. На конце заборной части зубья имеют скос под углом 45°. Это предохраняет режущие зубья от забоин и выкрашивания.
Задний угол а зуба развертки принимается равным 6-15° (рис. 2, в). Большие значения берутся для разверток больших диаметров. Передний угол у для черновых разверток берется в пределах от 0 до 10°, для чистовых разверток у = 0°.
Заборная (режущая) и калибрующая части развертки различаются формой зуба: на заборной части зуб заточен до остроты, а на калибрующей каждый зуб имеет на вершине ленточку шириной 0,05-0,4 мм; назначение ленточки - калибровать и заглаживать стенки развертываемого отверстия, придавая ему требуемые точность размера и чистоту поверхности.
В целях уменьшения трения развертки о стенки отверстия на участке калибрующей части образован обратный конус (развертка уменьшается в диаметре из расчета 0,04 мм на каждые 100 мм длины).
Развертки изготовляют с равномерным и неравномерным шагом зубьев по окружности. Для ручного развертывания следует применять развертки с неравномерным шагом. Они дают при развертывании вручную более чистую поверхность отверстия, а главное ограничивают возможность образования так называемой огранки, при которой отверстия получаются не цилиндрической, а многогранной формы. Машинные развертки изготовляют с равномерным шагом зубьев по окружности.
Хвостовики ручиых__разверток имеют на конце квадраты для воротка; у машинных разверток хвостовики имеют коническую форму.
Приемы развертывания. Отверстие под развертку сверлят с малым припуском, составляющим по диаметру не более 0,2-0,3 мм на черновую развертку и не более 0,05-0,1 мм на чистовую. Большой припуск может привести к быстрому затуплению заборной части развертки; ухудшению чистоты и точности отверстия.
При ручном развертывании развертку закрепляют в воротке, смазывают и затем вводят заборной частью в отверстие, направляя ее так, чтобы оси отверстия и развертки совпали. В особо ответственных случаях положение развертки проверяют по угольнику в двух взаимно перпендикулярных плоскостях. Убедившись в правильности положения развертки, Начинают медленно вращать ее вправо и одновременно слегка нажимают сверху. Вороток нужно- вращать медленно, плавно и без рывков. Не следует форсировать развертывание увеличением нажима даже в том случае, если развертка продвигается легко. Вращение развертки в обратном направлении совершенно недопустимо, так как оно может вызвать задиры на поверхности отверстия или поломку режущих кромок развертки. Развертывать отверстия нужно развертками определенного диаметра за один проход и обязательно с одной стороны. Развертывание можно считать законченным, когда рабочая часть развертки полностью пройдет отверстие.
Для развертывания отверстий в труднодоступных местах применяют специальные удлинители, надеваемые па квадрат развертки как торцовый ключ; вороток же надевается на квадрат такого удлинителя.
Механизация ручного развертывания осуществляется путем выполнения этой операции на сверлильных и других станках, а также с помощью механизированных машинок пневматического и электрического действия и специальных приспособлений.
При машинном развертывании на сверлильном станке развертка закрепляется так же, как и сверло, и работа производится аналогично сверлению. Эту операцию лучше всего выполнять сразу после сверления при одной установке детали. Благодаря этому развертка направляется строго по оси отверстия и нагрузка на зубья получается равномерной. В ряде случаев машинные развертки закрепляются в шарнирных качающихся державках. Это позволяет развертке самоустанавливаться по оси просверленного отверстия в тех случаях, когда оси отверстия и развертки не совпадают.
Развертывание на сверлильном станке следует вести с автоматической подачей и достаточно хорошей смазкой. Скорости резания при развертывании на станках должны быть в 2-3 раза меньше, чем при сверлении сверлом такого же диаметра. При меньшем числе оборотов повышается не только чистота и точность развертываемого отверстия, но и стойкость развертки.
Подачи при развертывании отверстий в стальных деталях диаметром до 10 мм составляют 0,5-1,2 мм/об., а в остальных деталях диаметром от 10 до 30 мм- 0,5-2 мм/об. При развертывании деталей из чугуна подачи для отверстий диаметром до 10 мм принимаются равными 1-2,4 мм/об., а для отверстий диаметром от 10 до 30 мм - 1-4 мм/об.
Величины подач при развертывании оказывают существенное влияние на чистоту поверхности отверстия. Чем выше требования к чистоте поверхности, тем меньше должна быть подача. В качестве смазывающе-охла-ждающей жидкости следует применять при развертывании отверстий в стальных деталях минеральное масло, в деталях из меди, латуни, дуралюминия - мыльную эмульсию; детали из чугуна и бронзы развертывают всухую. Охлаждение применяют как при машинном, так и при ручном развертывании.
Необходимо помнить, что развертки относятся к точным и дорогостоящим инструментам, поэтому на правильность их эксплуатации и хранения должно быть обращено особое внимание. Развертками следует пользоваться только по назначению, нельзя доводить их до чрезмерного затупления. Хранить их нужно в деревянных гнездах или чехлах.
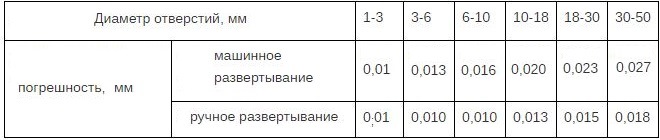
Типовые процессы обработки отверстий. Отверстия диаметром до 10 мм развертываются после сверления; при больших диаметрах отверстия обрабатываются зенкером и затем развертываются одной или двумя развертками. Точность отверстия после развертывания соответствует 2-3-му классу, а шероховатость поверхности, достигаемая развертыванием, находится в пределах 6-9-го, а иногда и до 10-го класса чистоты (при обработке латуни JIC59-1 и цинковых сплавов) по ГОСТ у 2789-59.
В табл. 8 приведены значения припусков на диаметр при обработке отверстий.
Количество и последовательность переходов при обработке отверстия устанавливают в зависимости от заданной точности и размеров отверстия, а также от материала детали и т. д.
Обработку, например, отверстия диаметром 10 мм в стальной детали по 2-му классу точности следует выполнять в такой последовательности (рис. 3, а):
1) просверлить отверстие диаметром 9,7 мм;
2) развернуть черновой разверткой диаметром 9,9 мм;
3) развернуть отверстие чистовой разверткой диаметром 10А мм.
На рис. 3, б показана последовательность обработки отверстия диаметром 25 мм в стальной детали по 2-му классу точности:
1) сверление отверстия диаметром 22,6 мм;
2) зенкерование зенкером диаметром 24,7 мм;
3) развертывание чернов’ой разверткой диаметром 24,9 мм;
4) развертывание чистовой разверткой диаметром 25А мм.
Брак при развертывании и меры его предупреждения. Брак при развертывании отверстий может получиться в результате неправильного выбора инструмента и режимов резания, назначения чрезмерных припусков иа развертывание, работы неисправной разверткой (трещины, выкрошенные зубья, забоины и т. п.), нарушения технологической последовательности переходов и приемов развертывания, отсутствия смазочно-охлаждающей жидкости.
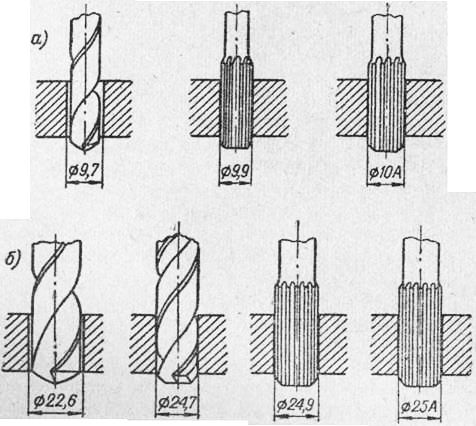
Рис. 3. Последовательность обработки отверстий высокой точности
Следует помнить, что развертывание является последней операцией чистовой обработки отверстия. По-> этому, производя развертывание, слесарь обязан особенно внимательно следить за ходом процесса. В частт ности, необходимо учитывать, что черновой разверткой можно снимать припуск по диаметру металла толщиной 0,2-0,3 мм, а чистовой- 0,05-0,2 мм. При съеме большего слоя металла развертка быстро тупится.
Нельзя вращать развертку в обратном направлении, так как это вызывает поломку зубьев и задиры на поверхности отверстия.
Диаметр чистовой развертки слесарь должен выбирать, исходя из окончательного размера обрабатываемого отверстия с соответствующим допуском. Зная верхнее отклонение на изготовление отверстия, можно установить диаметр развертки, учитывая разбивку отверстия. Разбивка отверстия - это разность между размерами отверстия и диаметром развертки.
Если слесарь не может устранить неполадки в процессе развертывания, он должен обратиться к мастеру.
Развертка ручная – это режущий инструмент. С его помощью проводится окончательная корректировка после сверлений, зенкерований и растачиваний. Что же это за специфический прибор?
1
Развертка помогает достичь в работе точность от 6 до 9 квалитета, а шероховатость на поверхности получается R a от 0,32 до 1,25 мкм. Эти слова понятны не многим, но по единицам измерения видно, с какими малыми масштабами работает данный инструмент. При обработке получается высокое качество, благодаря большому количеству режущих кромок (4-14), тем самым снимается малый припуск. Приспособление делает свою работу не только при вращении, но и при одновременном продвижении по оси отверстий.
С его помощью легко снимается при высокой точности тонкий слой материала, который равен почти десятым-сотым долям миллиметра. С данным инструментом развертываются не только цилиндрические отверстия, но и конические. Обычно для подобных целей используют специальные конические развертки. Стандартные ручные развертки имеют конструкцию из основной рабочей части, переходной шейки, хвостовика, главной режущей кромки, ленточки, передней поверхности, затыловочной и задней поверхности.

Помимо всех перечисленных частей, в развертках выделяют заборную (другими словами – режущую часть), калибрующую часть и задний конус. При помощи канавок, которые находятся между зубьями данного инструмента, образуются режущие кромки, а их предназначение – размещение и отвод стружек. Для повышения качества в ручной работе зубья разверток располагают по всей окружности. С помощью схемы легче представить местоположение всех этих частей.
2
Главное предназначение данного инструмента – создавать точные отверстия . В зависимости от того, какие технологические требования представлены, с их помощью получают отверстия с разным диапазоном допусков, а это от четвертого до первого класса точности, а при разной чистоте отшлифовываемых поверхностей – от шестого до десятого класса. От того, как сконструирована развертка, и, конечно, от качества ее конструкции и от эксплуатационных условий, будет зависеть правильность и точность всей работы.

В данной работе важен не только режим резания, но и величина припусков для операции развертывания, степень заточки, доводка режущей кромки и многое другое. Существует много разных видов разверток. Их разделяют на группы по характеру отверстия, которое обрабатывается в данное время. Важна и форма закрепления, расположение и строение зубьев, регулировка по размерам, а также и род режущих материалов. Поэтому часто в работе пользуются такими видами ручных разверток, как цилиндрическая с хвостовиками и разжимная.

Существует развертка машинная в большом ассортименте: цилиндрическая с хвостовиком и насадными, со вставными зубьями, с напаянными пластинами твердого сплава с хвостовиком и насадными, с твердосплавными зубьями. Также выделяют большой класс конических разверток: под конические штифты, под коническую резьбу, под конус Морзе, под метрический конус, с конусностью 1 к 30. Особое применение нашли цилиндрические мелкоразмерные развертки с утолщенным хвостовиком, есть и котельная развертка.
3
К основным элементам конструкции развертки относится не только режущая часть и калибр, а также количество зубьев и их направление. Важны и углы резания, и неравномерность шага зубьев, профиль канавок и зажимная часть. Типы разверток, которые отличаются по этим всем признакам, в основном, профессиональные. Существует наиболее простая классификация разверток, которую мы уже затронули – ручная и машинная. Внутри этих типов можно выделить насадные, хвостовые, цельные, сборные, регулируемые и варианты с постоянным диаметром.
Ручной инструмент отличается цилиндрической формой и имеет острые грани по всей длине, а также размерный ряд от 3 до 58 мм при шаге 1 мм. Часто можно встретить показатели шага, равные 3,5, 4,5, 6,5 и до 15,5 мм. Обычно используют такие развертки вместе с воротком, и для этих целей на конце сделан квадрат. У ручных разверток заход или нижняя часть намного меньше, чем основная режущая часть. Это специально сделано для дополнительного удобства во время работы, да и заходить в отверстие будет проще.

Немаловажно в работе с развертками и то, сколько имеется зубьев, от этого будет зависеть не только чистота, но и само качество обработки отверстий. Лучше, когда их больше, работа будет более чистой, но, как и везде, есть свой минус – отвод стружки будет намного хуже. Самым приемлемым считается, если зуб в прямой форме – это наиболее распространенный вариант, но иногда встречаются и винтовые зубья. Винтовые зубья в развертках хороши в случаях, когда нужно сделать прерывистые отверстия, и если при этом приходится пользоваться заготовками, где отверстия внутренние.
Машинные виды разверток имеют хвостовики, их предназначение – зажим в станке, и они не подойдут под обычный вороток для ручной обработки . Данный инструмент может иметь разные конусы, и они зависят от диаметра. Для изготовления таких приспособлений берут только : 9ХС, Р6М5 и редко Р9 (данная марка отличается большим процентом вольфрама), а также Р18 (это качество немного получше). Самыми лучшими и качественными развертками считаются те, которые были произведены во времена Советского Союза. На сегодняшний день они встречаются очень редко на прилавках магазина, и были изготовлены из самого лучшего металла, поэтому прочность и надежность самые высокие.

4
Регулируемый тип инструмента используют тогда, когда диаметр отверстий равен не целому числу в миллиметрах, а числу с десятыми, то есть 12,5 мм или 22,5 мм. Этот вариант сделан таким образом, что есть возможность выставлять любые требуемые диаметры. Размер всегда можно менять от 1 до 3 мм. Только в данном случае все будет зависеть от диаметра развертки: небольшие по размеру можно поменять на 1 мм, ну а большие – на большее расстояние.

Подобрать и выставлять необходимый размер просто, это все можно сделать при помощи двух гаечных ключей. На данном инструменте имеются две гайки – верхняя и нижняя. Начинать работу нужно с верхней, и когда она будет откручена, надо будет тут же затянуть нижнюю, при затяжке пластинки будут смещаться вверх, а сам размер гайки увеличится. Это все происходит потому, что их смещение идет по конусной направляющей. Чем выше вы будете двигать, тем сильней затягивается нижняя гайка, в результате увеличивается и размер. Смещать нужно до тех пор, пока не получится необходимый размер.
Диаметр в такой работе лучше измерить при помощи , хорошо подойдет и микрометр. Данное приспособление лучше брать для измерения диаметра, если требуется высокая точность.

Разжимной тип развертки иногда называют раздвижной. В данных развертках есть шарик, а внизу винт. Если закручивать развертку при помощи винта, шарик в это время будет направляться вверх. Грани в это время будут распираться, а диаметр инструмента увеличиваться, но ненамного, обычно 0,15-0,5 мм, все будет зависеть от диаметра. Сильно закручивать тоже нельзя, потому что на корпусе может образоваться трещина. Корпус хоть и твердый, но очень хрупкий.
Развёртка – режущий инструмент, предназначенный для окончательной обработки отверстий после сверления, зенкерования или растачивания. Развёртыванием достигается точность до 6-9 квалитета и шероховатость поверхности до Ra = 0,32…1,25 мкм.
Высокое качество обработки обеспечивается тем, что развертка имеет большое число режущих кромок (4-14) и снимает малый припуск. Развёртка выполняет работу при своём вращении и одновременном поступательном движении вдоль оси отверстия. Развертка позволяет снять тонкий слой материала (десятые-сотые доли миллиметра) с высокой точностью. Помимо цилиндрических отверстий также специальными коническими развертками развертывают конические отверстия, например под инструментальные конусы Морзе.
Предлагаем Вашему вниманию развертки следующих видов:
   |
|||
| Фото | Тип разверток | Стандарт | Размеры |
| Развертки конические под укороченные конусы Морзе | ГОСТ 11181-71 | 0a-5b | |
| Развертки конические с коническим хвостовиком под конусы Морзе | ГОСТ 10079-71 | 0-6 | |
| Развертки конические с коническим хвостовиком под метрические конусы. Конусность 1:20 | ГОСТ 10080-71 | 4-100 | |
| Развертки конические с цилиндрическим хвостовиком под конусы Морзе | ГОСТ 11182-71 | 0-6 | |
| Развертки конические с цилиндрическим хвостовиком под метрические конусы. Конусность 1:20 | ГОСТ 11183-71 | 4-100 | |
| Развертки конические. Конусность 1:10 | ГОСТ 11179-71 | 38-100 | |
| Развертки конические. Конусность 1:7 | ГОСТ 11180-71 | 18-100 | |
| Развертки котельные машинные | ГОСТ 18121-72 | 6-50,8 мм | |
| Развертки машинные конические конусностью 1:16 с коническим хвостовиком | ГОСТ 6226-71 | 1/16-2 « | |
| Развертки машинные конические конусностью 1:30 с коническим хвостовиком | ГОСТ 10082-71 | 13-100 мм | |
| Развертки машинные конические конусностью 1:50 | ГОСТ 10081-84 | 2-12 мм | |
| Развертки машинные насадные со вставными ножами из быстрорежущей стали для обработки деталей из легких сплавов | ГОСТ 20392-74 | 40-80 мм | |
| Развертки машинные насадные со вставными ножами, оснащенными твердосплавными пластинами для обработки деталей из нержавеющих и жаропрочных сталей и сплавов | ГОСТ 21527-76 | 50-80 мм | |
| Развертки машинные насадные цельные прямозубые для обработки деталей из легких сплавов | ГОСТ 20388-74 | 25-80 мм | |
| Развертки машинные насадные цельные с винтовыми канавками для обработки деталей из легких сплавов | |||


