Общие правила оформления чертежей металлических конструкций
ГОССТРОЙ СССР
ГЛАВПРОМСТРОЙПРОЕКТ
ВСЕСОЮЗНОЕ ОБЪЕДИНЕНИЕ СОЮЗМЕТАЛЛОСТРОЙНИИПРОЕКТ
ВРЕМЕННАЯ ИНСТРУКЦИЯ
О СОСТАВЕ И ОФОРМЛЕНИИ СТРОИТЕЛЬНЫХ РАБОЧИХ ЧЕРТЕЖЕЙ
ЗДАНИЙ И СООРУЖЕНИЙ
Конструкции металлические
1. Общие положения
1.1. Рабочие деталировочные чертежи металлических конструкций являются самостоятельным основным комплектом рабочих чертежей, обозначаемым КМД .
1.2. Настоящая инструкция устанавливает состав и правила оформления чертежей КМД .
Дополнительные чертежи (в случае их необходимости).
1.6. Указания настоящей инструкции по оформлению чертежей распространяются также на чертежи мелких металлических конструкций, включаемых в состав рабочих чертежей марок АР, КЖ и др., по которым ведется их изготовление.
9.1. Существует три типа маркировки отправочных элементов :
а) общая (обычная)
б) индивидуальная
в) фиксирующая.
9.2. При общей маркировке марка является условным обозначением взаимозаменяемых элементов. В этом случае элементы конструкций обозначаются марками, состоящими из буквы, присвоенной монтажной схеме, на которой схематически изображен данный элемент, и порядкового номера (например: A1, А2, ...).
9.3. Взаимно обратные (зеркальные) отправочные элементы обозначаются разными марками.
При совмещении в одном изображении взаимно обратных (полностью или частично) отправочных элементов , над изображением сначала пишут марку основного ("такого") элемента, затем марку обратного элемента, рядом с которой в скобках пишут "обратно чертежу". Например, A1; A2 (обратно чертежу). Запись в скобках допускается записывать сокращенно (обр. черт.).
9.4. Совмещение в одном изображении "таких" и "обратных" отправочных элементов допускается и при каких-то отличиях между ними, например, при равном числе мелких деталей или отверстий, при разных размерах отдельных частей элемента и т.д. При этом отличия должны быть оговорены на чертеже. Например, на выноске из сборочной детали может быть записано "только для A1".
12.1. На каждом листе помещают чертеж одного или нескольких отправочных элементов, обладающих однотипностью сечений и технологических операций.
а) элементы, не требующие сборки и сварки (из одиночных профилей);
б) элементы составного сечения из профильного металла;
в) конструкции из гнутых профилей;
д) решетчатые конструкции из горячекатанного или холодногнутого профиля;
е) листовые конструкции;
ж) элементы, в которых преобладает механическая обработка.
12.3. Во избежание ошибок, при разработке чертежей элементов конструкций рекомендуется соблюдать следующие условия:
а) помещать на одном листе элементы, содержащие однотипные детали из сталей разных марок, разрешается при условии существенного отличия размеров этих деталей;
12.7. В графе спецификации "N детали" указывается цифровое обозначение детали без индексов "Т" и "Н" (см. п.13.2).
12.8. В графе спецификации "Количество" указывается количество деталей , "так" и "наоборот".
12.9. В графе спецификации "Сечение" указывается условное обозначение и размер профиля детали в мм.
12.10. В графе спецификации "Длина" указывается длина детали в мм.
12.11. В спецификации указываются окончательные размеры деталей, получаемые после всех технологических операций (резки, строжки, гнутья и т.д.). Припуски на строжку и другие операции, а также на усадку после сварки на чертеже не указываются, а задаются технологами завода-изготовителя.
12.12. Для деталей , получаемых путем продольной обрезки прокатных профилей, в графе "Примечание" необходимо указать, из какого профиля изготавливается деталь , за исключением тавров, получаемых роспуском широкополочных двутавров.
12.13. В графе спецификации "Вес, кгс" указывается вес одной детали, вес всех деталей и общий вес элемента с учетом веса сварных швов (заводских), который принимается в размере 1% от веса всех деталей марки.
12.15. Вес одной детали подсчитывается с точностью до 0,1 кгс, всех деталей и отправочного элемента - с точностью до 1 кгс.
При подсчете веса листовых деталей , площадь которых более 0,1 м2, следует учитывать их фактическую площадь.
Листовые фасонные детали (с прямыми и криволинейными срезами), площадь которых не более 0,1 м2, принимаются прямоугольными (при толщине до 12 мм). При толщине деталей более 12 мм следует определять их вес по фактической площади.
Вес фланцев и подобных им криволинейных листовых деталей следует определять по фактической площади. При подсчете веса деталей удельный вес стали принимается равной 7,85 тс/м3.
12.16. В графе спецификации "Марка стали" указывается полная марка стали с категорией.
12.17. Детали обратной марки в спецификацию заносятся в следующем порядке:
а) записываются вместе все детали , которые следует изготовить по прямой марке и их общий вес с указанием "по марке (такой-то)";
б) записываются последовательно и отдельно детали, которые имеются в прямой марке, но количество которых отличается от указанного в прямой марке;
в) записываются последовательно детали, которых нет в прямой марке.
12.18. В графе спецификации "Примечание" даются указания о технологических операциях: вальцовке, гнутье, малковке, строжке, фрезеровке, снятии фасок и др.
12.19. Рекомендуется предусматривать для каждой отправочной марки при заполнении спецификации несколько свободных строк для возможных дополнений.
12.20. Место нанесения маркировки, поясняющих положение элемента надписей и кернения, на отправочных элементах указывается при наличии требования о фиксирующей маркировке.
13. Простановка размеров
13.1. Все размеры на деталировочных чертежах металлических конструкций проставляются в миллиметрах.
13.2. Размеры делятся на следующие категории:
а) размеры, определяющие положение конструкций в сооружении (монтажные размеры);
б) размеры, необходимые для перехода от монтажных размеров к размерам для изготовления (увязочные размеры);
в) размеры, необходимые для изготовления деталей;
г) размеры, определяющие взаимное расположение деталей, необходимые для сборки;
д) контрольные - для марок, имеющих сложную геометрию.

13.3. Размерные числа наносят над размерной линией возможно ближе к ее середине.
13.4. Размерные линии должны быть параллельными отрезку, размер которого указывается. Расстояние между параллельными размерными линиями должно быть 7-10 мм, а расстояние от размерных линий до параллельных им линий контура должно быть около 15 мм, когда размерная линия ниже или правее контурной, и 7-10 мм, когда размерная линия выше или левее контурной. На пересечении размерной и выносной линий ставятся засечки. При этом выносная линия должна выступать за крайнюю размерную на 1-3 мм.
13.5. Цифры линейных размеров при различных наклонах размерных линий располагают, как показано на рис.17. Если необходимо нанести размер в заштрихованной зоне, соответствующее размерное число наносят на полке линии-выноски (рис.18).


13.6. Размеры элемента следует привязать к осям и рядам сооружения или к осям примыкающих элементов.
13.7. При нанесении размеров, определяющих расстояние между крайними отверстиями или деталями, расположенными на равных расстояниях (шагах) рекомендуется указывать один размер, состоящий из произведения количества расстояний на их величину.
При этом дополнительно проставляют размер одного шага (рис.19).

13.8. Преобладающие для большинства деталей на чертеже расстояния от торца или кромки до первого отверстия или ряда отверстий (обрезы), а также диаметры отверстий, как правило, оговаривают в текстовых указаниях и на чертеже не проставляются. Остальные обрезы и диаметры должны быть проставлены на чертеже.
13.9. При простановке размеров по высоте или ширине сечения прокатных профилей (уголков, двутавров, швеллеров) размерная цепочка не замыкается. При этом размеры привязываются к той плоскости или грани, отметка или привязка которой должна быть соблюдена в сооружении. Риски прокатных и гнутых уголков привязываются к обушку (рис.20).
13.10. В сварных балках указывается полная высота опорной части, то есть тот размер, который должен быть строго выдержан. Такие размеры помещают в рамку и указывают размер допуска. Указывается также толщина полок и высота стенки, но не указывается размер между нижней поверхностью нижнего пояса и низом опорного ребра, за счет которых компенсируются неточности при сборке балки (рис.21).

13.11. При изображении неравнополочного уголка необходимо указывать его положение, проставляя ширину одной из полок уголков.
13.12. Размеры, необходимые для разметки и изготовления одинаковых деталей , проставляются на одной из них, а для других указываются только привязочные размеры, необходимые для сборки.
13.13. Следует избегать пересечения размеров какими-либо линиями. В случае, если выносная линия пересекает отверстия, к которым она не относится, необходимо выносную линию в местах пересечения изогнуть, чтобы обойти отверстие.
13.14. При изображении радиуса дуги окружности стрелку линии радиуса необходимо показывать только у дуги. Перед размером радиуса следует ставить букву R. Радиусы гнутых элементов проставляются на концентрических размерных линиях с указанием на них величин соответствующих радиусов (рис.22) .

13.15. Размеры мелких радиусов и срезов углов ребер проставляют так, как это показано на рис.23.

13.16. При большой величине радиуса и необходимости показать центр дуги допускается размерную линию радиуса показывать с изломом под углом 90° (рис.24).

13.17. Размеры контура криволинейного профиля и дуг большого радиуса рекомендуется указывать координатами. При этом количество координат и степень точности размеров устанавливается в зависимости от конкретных условий (рис.25).

13.18. Для решетчатых конструкций (ферм и т.п.) помещают, как правило, в левом верхнем углу листа, геометрическую схему в масштабе удобном для чтения, на которой проставляют размеры и усилия. Для симметричных ферм рекомендуется геометрические длины элементов проставлять на левой половине, а усилия на правой.
Геометрические схемы сложных конструкций можно выносить на отдельный чертеж. У сложных пространственных конструкций необходимо давать развертки геометрических схем всех граней. При отсутствии специально вычерченной геометрической схемы наклон элементов указывают прямоугольными треугольниками, на сторонах которого проставляют действительные размеры (рис.26).

13.19. Для ориентации при сборке прямоугольных фасонок с малоотличающимися углами между разметочными осями необходимо один угол фасонки срезать (рис.26).
13.20. В гнутых деталях размеры проставляются от линии гиба. При определении размеров разверток гнутых и вальцованных деталей следует иметь в виду следующее:
1) длины изгибаемых или вальцуемых элементов (листов, уголков, балок и швеллеров) следует определять по их нейтральной оси;
2) разметку и образование отверстий в изгибаемых уголках, балках и швеллерах следует производить после их гибки.
13.21. Отметки уровней помещают на выносных линиях (или линиях контура) и обозначают знаком . Отметки уровней указываются в метрах, с точностью до миллиметра.
На чертежах указываются отметки:
а) на изображении вертикальных элементов (колонн, стоек) - верха плиты базы при раздельном монтаже плиты и колонны и низа плиты, когда она приварена к колонне; верха подкрановой части колонны, столиков - для колонн многоэтажных зданий; верха междуэтажных перекрытий;
в) на изображении ферм - низа опорной части;
г) на изображении трубопроводов - оси труб и точек их перелома.
13.22. Изображение симметричных монтажных схем до линии симметрии не допускается.
13.24. В элементах составного сечения (привязку профилей) следует производить:
Двутавровых - по оси стенок двутавров;
Уголков - по обушкам;
Швеллеров - по наружной грани стенки.
14. Обозначение деталей
14.1. Детали на чертежах обозначаются цифрами, помещенными в кружках. Кружок для обозначения деталей соединяется с изображением детали волнистой линией со стрелкой у контура или точкой на конце внутри контура (рис.26).
14.2. Взаимно-зеркальные детали обозначаются индексами "Т" (так) и "Н" (наоборот). При этом индекс "Т" пишется около номера детали вверху справа, а индекс "Н" - внизу справа (рис.26).
14.3. Одинаковые детали, встречающиеся в разных отправочных элементах , изображенных на одном листе, обозначаются одним номером.
14.4. Часто встречающиеся одинаковые детали в различных отправочных элементах, изображенных на разных листах, рекомендуется обозначать одинаковыми цифрами.
14.5. Нумерацию следует начинать с основных деталей. При этом рекомендуется соблюдать группировку деталей по профилям и толщинам.
В решетчатых конструкциях вначале нумеруются детали поясов, раскосов и стоек, а затем фасонок других мелких деталей.
В сплошностенчатых конструкциях вначале нумеруются детали поясов, стенки, а затем опорные ребра, ребра жесткости и другие детали.
15. Дополнительные рабочие чертежи
15.1. На заводах-изготовителях для производства отдельных операций могут выполняться дополнительные рабочие чертежи.
15.2. Дополнительные рабочие чертежи делят на две группы:
Чертежи для использования только на заводе-изготовителе;
Чертежи для использования на заводе-изготовителе и на монтаже.
15.3. К чертежам для внутризаводского использования относятся:
Чертежи эскизов раскроя металла для деталей;
Чертежи эскизов деталей, требующих механической обработки, фасонной резки, кузнечных работ;
Чертежи схем погрузки конструкций на железнодорожные платформы;
Чертежи шаблонов кривых при больших радиусах, если их выполняют как дополнение к основному чертежу;
Чертежи копиров, кондукторов и приспособлений для обработки деталей, для сборки и сварки конструкций;
Чертежи схем контрольных замеров;
Чертежи типовых деталей.
15.4. К чертежам, необходимым для использования монтажной организацией и заводом-изготовителем, относятся:
Чертежи дополнительных стыков отдельных деталей;
Чертежи монтажных сборочных приспособлений, применяемых при сборке листовых конструкций на монтаже и схем их расположения и установки;
Чертежи общих геометрических схем пространственных сооружений;
Чертежи шаблонов кривых при больших радиусах, выполненных на целое сооружение (например: на весь кожух доменной печи);
Чертежи схем контрольных сборок.
Все изготовленные в соответствии с этим пунктом чертежи должны направляться заказчику.
15.5. Чертежи типовых деталей выполняют для конструкций, в которых имеется массовая повторяемость каких-либо деталей.
15.6. Чертежи схем контрольных замеров выполняют для специальных сооружений с целью фиксации фактических размеров и данных нивелировки, для определения точности изготовления. При их нумерации в отличие от других чертежей применяют индекс "КР", например: КР-3.
15.7. Чертежи общих геометрических схем пространственных сооружений (кожухи доменных печей, сложные бункера, башни и т.п.) являются дополнительным материалом для разработки отправочных элементов.
15.8. Чертежи схем общих контрольных сборок выполняют для производства работ на заводе-изготовителе, как целого сооружения, так и отдельных характерных его частей для проверки точности изготовления конструкций.
На данных чертежах приводят:
Графическое (схематическое) изображение конструкций, проходящих общую сборку;
Количество элементов, проходящих общую сборку;
Данные о результатах совпадения монтажных отверстий в узлах;
Текстовые указания по производству работ, также пояснения принятых обозначений узлов и плоскостей, ссылки на монтажные схемы.
Чертежи схем сборки получают номер по порядку за монтажными схемами и буквенный индекс "ОС", например: ОC-1.
16. Внесение изменений в техническую документацию
16.1. В выданные рабочие чертежи могут вноситься изменения только в следующем порядке.
16.2. Каждое изменение должно сопровождаться карточкой изменения. Измененные места изображения, таблиц, текста должны быть обведены замкнутой волнистой линией, около которой ставится знак изменения.
Второе изменение отмечают цифрой два - 2 и т.д.
16.3. Изменения, внесенные в рабочий чертеж, отмечаются в основной надписи знаком изменения, датой и подписью руководителя.
16.4. При значительном объеме изменений чертеж может быть аннулирован и заменен новым, выпускаемым за тем же номером, но с добавлением индекса "и" и порядкового номера изменения. Индекс ставится у номера чертежа. Например: 24и1, 24и2 и т.д.
Около основной надписи помещается дополнительная: "Данный чертеж выпускается взамен черт. КМД - 24", дата...
На аннулированных чертежах делают надпись: "Аннулирован, дата. Заменен черт. КМД-24и1".
16.5. Измененные чертежи заносятся в ведомость чертежей с соответствующим индексом изменения.
17. Нумерация листов
В целях упорядочения маркировки элементов , на заводах-изготовителях применяется пообъектная нумерация, в которой каждому номеру объекта (заводского заказа) присваивается порядковая нумерация листов, начиная с N 1 (заглавный лист), затем монтажные схемы, затем - деталировочные чертежи отправочных элементов . В марке, наносимой заводом-изготовителем на каждом отправочном элементе указывают:
СОКРАЩЕНИЕ СЛОВ, ТЕРМИНОВ
|
#G0Ближняя сторона |
|
|
Дальняя сторона |
|
|
Гнуть маркой внутрь |
|
|
Гнуть маркой наружу |
|
|
Гнуть фаской наружу |
|
|
Гнуть фаской внутрь |
|
|
Линия гиба |
|
|
Обратно, обратная |
|
|
Отверстие |
|
|
Равные расстояния |
|
|
Размалковать |
|
|
Смалковать |
|
|
Строгать обушок |
|
|
Фасонный лист |
|
|
Строгать одну кромку |
|
|
Строгать по периметру |
|
|
Строгать одну плоскость |
|
|
Строгать один торец |
стр. 1 тор. |
|
Фрезеровать один торец |
|
|
Срез угла |
|
|
Срез полки |
ср. полки |
Текст документа сверен по:
/ Госстрой СССР; Главпромстройпроект;
Всесоюзное объединение
СоюзметаллостройНИИпроект. - М., 1979
Маркировка, с помощью которой обозначаются различные типы , позволяет получить информацию не только о химическом составе сплава, но и об основных свойствах, которыми он обладает. Правила формирования обозначения, состоящего из буквенных и цифровых символов, регламентируются положениями как отечественных, так и международных нормативных документов.
Правила маркировки стальных сплавов в разных странах мира
Сталь различных марок, которая широко представлена на современном рынке, производят во многих странах мира. В связи с этим актуальным является вопрос принятия международных правил, по которым она обозначается. Однако, к сожалению, единых правил обозначения сталей нет и по сегодняшний день, что часто становится причиной серьезных затруднений как при продаже таких сплавов на международном рынке, так и при их применении в промышленности.
В отдельных странах (речь идет прежде всего о крупнейших производителях стали) приняты свои нормативные документы, по которым осуществляется маркировка. Потребителю из другого региона для правильного выбора стали необходимо сопоставить ее маркировку с обозначениями, принятыми в его стране.

В европейских странах сталь производят и обозначают в соответствии с положениями стандарта EN 100 27, который состоит из двух частей. В первой из таких частей оговаривается принцип, по которому стальным сплавам присваиваются определенные наименования, а во второй – принцип присвоения стали числовых обозначений.

В России, как и во многих странах СНГ, используется принцип , заимствованный еще из старых советских ГОСТов. В соответствии с этим принципом маркировка сталей формируется из буквенных и числовых символов. Цифры указывают на содержание определенных химических элементов в сплаве, а буквы – это закодированные названия данных элементов, а также способы, при помощи которых выполнялась выплавка стали.
В США, которые являются крупнейшим производителем стали, используется сразу несколько систем ее обозначения – SAE, AJS, AMS, ASTM, ANSI, ASME, AWS и ACJ. Наиболее распространенной из них из-за большей унифицированности является ANSI.

Достаточно сложная система маркировки используется в Японии. Так, в соответствии с данной системой, все стальные сплавы разделены на отдельные группы, каждая из которых обозначается определенной литерой. Внутри каждой из таких групп стали разделены на подгруппы, маркируемые уже при помощи цифр, по которым и можно определить химический состав сплава, а также получить информацию о его свойствах.
Естественно, что все перечисленные системы используются для маркировки как обычных, так и нержавеющих сталей.

Принципы обозначения нержавеющих сталей в России и странах СНГ
Нержавеющие стали в России и странах СНГ, как уже говорилось выше, маркируются при помощи сочетания буквенных и цифровых символов. При этом первые указывают на то, какие химические элементы содержатся в составе стали, а также на способы ее выплавки, а по цифрам можно определить количественное содержание перечисленных в обозначении нержавейки элементов.
Все буквенные обозначения химических элементов, используемые в маркировке нержавеющих сталей, унифицированы и по ним можно однозначно .
Так, в стандарте, основой которого стал советский ГОСТ, оговариваются следующие буквенные обозначения химических элементов:
- С – кремний, который вводят в состав нержавейки для того, чтобы на поверхности изделий, которые из нее изготовлены, после выполнения термообработки не формировался слой окалины;
- Ю – алюминий, при помощи которого добиваются стабилизации структуры нержавеющей стали, а также снижают риск формировании в структуре сплава посторонних включений, что может происходить в тот момент, когда изделия из него контактируют с кипящими жидкостями;
- Х – хром, являющийся основным легирующим элементом всех нержавеющих стальных сплавов и придающий им исключительную коррозионную устойчивость, за которую они и ценятся;
- М – молибден, придающий структуре нержавеющих сталей устойчивость при их взаимодействии с агрессивными газовыми средами;
- Е – селен, обеспечивающий изделиям из нержавеющих сталей требуемые параметры электрического сопротивления;
- Р – бор, повышающий коррозионную устойчивость сталей при воздействии на них химических сред и высокой температуры;
- К – кобальт, применяемый для стабилизации углерода, содержащегося в стали;
- П – фосфор, используемый в стали в качестве коррозионного пассиватора;
- Б – ниобий, который вводят в состав нержавейки для того, чтобы активировать ферритные процессы, протекающие в кристаллах внутренней структуры металла;
- Ф – ванадий, добавляемый в состав нержавеющей стали для повышения ее пластичности.

Естественно, это не весь перечень химических элементов, которые могут содержаться в составе нержавейки. Как и в любой другой стали, в составе нержавеющего сплава в обязательном порядке содержится углерод (буква «У» в маркировке), который не только придает ему требуемые прочностные характеристики, но и повышает устойчивость к окислительным процессам. Чтобы придать нержавейке хорошую ковкость и повысить ее устойчивость к воздействию высоких температур, в нее добавляют никель, который в маркировке сплава обозначается буквой «Н».
Несмотря на то, что нержавеющие стали и так отличаются высокой коррозионной устойчивостью, степень такой защиты можно повысить, если добавить в их состав медь, обозначаемую в маркировке буквой «Д». Кроме перечисленных элементов, в составе нержавеющих сталей могут присутствовать марганец (буква «Г»), титан («Т»), цирконий («Ц») и вольфрам («В»).
На что указывают цифры в маркировке
Цифры, присутствующие в маркировке, позволяют узнать о количестве элементов, которые содержатся в нержавеющей стали. Разбираясь в маркировке такого сплава, следует иметь в виду, что самые первые цифры, стоящие перед буквенным обозначением, указывают на содержание углерода в десятых долях процента. Например, в нержавейке марки 12Х18Н10Т содержится 0,12% углерода.

За каждой буквой в маркировке сплава, как видно из приведенного примера, также стоит цифра, которая указывает на содержание определенного химического элемента, но уже в целых процентах. Так, в рассматриваемом в качестве примера сплаве в соответствии с его маркировкой содержатся следующие химические элементы:
- хром – 18%;
- никель – 10%;
- титан – до 1,5% (так как после буквенного обозначения данного элемента не проставлено никаких цифр).

При изображении металлических конструкций на схемах и чертежах обозначаются профили прокатной стали, из которой они изготовлены, а также другие элементы. Согласно действующим правилам и нормам указывать их следует как в выносных надписях, так и в текстовых документах.
Название и профиль стального проката определяется на основании формы его поперечного сечения. Сейчас самыми распространенными профилями стального проката являются: угловая равнополочная, угловая неравнополочная, тавровая, двутавровая, зетовая, швеллер. Размеры всех этих и других профилей указываются в специальных справочниках на стальной прокат, а также в ГОСТ ах.
На чертежах в разрезах и видах профили проката указываются при помощи контурных изображений, при этом скругления уклонов и углов полок не отображаются. С правой стороны от графического изображения профиля проставляются значения следующих величин:
- Толщина и ширина полки (для уголка)
- Диаметр стержня (для круглой стали)
- Номер профиля (для швеллера и двутавра)
- Внутренний даиметр и толщина стенки (для трубы)
- Ширина и толщина листа (для полосовой стали)
В тех случаях, когда элемент металлической конструкции состоит из нескольких идентичных профилей , то их количество указывается перед обозначением, к примеру: 3 L 150 × 65 × 7 .
Если проект предполагает применение в конструкции не только стали, но и других металлов (к примеру, алюминия), то для того, чтобы обозначить элементы, которые из них изготавливаются, перед указанием профилей наносятся специальные буквенные символы. Они соответствуют первым буквам названия металла, например: Ал L 60 × 6 .
Чтобы обозначить на схемах расположение таких конструктивных элементов, как фермы, балки, колонны и связи, используются условные изображения.
Чаще всего для соединения друг с другом различных элементов металлических конструкций используются сварные швы, а иногда – заклепки.
| Условные обозначения | Наименование | Указание размеров | Размеры |
| Круг |  |
d | |
| Труба круглого сечения |  |
d × s | |
| Квадрат |  |
a | |
| Труба квадратного сечения |  |
a × s | |
| Прямоугольник |  |
a × b | |
| Труба прямоугольного сечения |  |
a × b × s | |
| Профиль шестигранный |  |
a | |
| Труба шестигранного сечения |  |
a × s | |
| Профиль трехгранный |  |
a | |
| Профиль сегментный |  |
a × s | |
| Профиль трапециевидный |  |
a × b × s | |
| Профиль овальный |  |
a × b | |
| Труба овального сечения |  |
a × b × s | |
| Профиль полосовой |  |
a × s | |
| Полособульб | Номер или другие данные | ||
| Полособульб сдвоенный | Номер или другие данные | ||
| Уголок равнополочный |  |
a × s | |
| Уголок неравнополочный |  |
a × b × s | |
| Профиль тавровый | Номер или другие данные | ||
| Профиль двутавровый | Номер или другие данные | ||
| Швеллер равнополочный |  |
Номер или h × a × s |
|
| Швеллер неравнополочный | 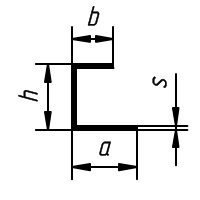 |
Номер или h × a × b × s |
|
| Профиль рельсовый | Номер или другие данные | ||
| Углобульб | Номер или другие данные | ||
| Профиль С -образный равнополочный |  |
Номер или h × a × b × s |
|
| Профиль зетовый равнополочный |  |
Номер или h × a × s |
|
В современной экономике производство различных металлов имеет немалое значение. Как показывает практика, от того, насколько хорошо в той или иной стране развито металлургическое производство, зависит степень обеспеченности металлами машиностроительных, транспортных, строительных предприятий, сельского хозяйства, а также многих других отраслей. С точки зрения технологии, последней стадией металлургического производства является получение готового проката.
Его непосредственным изготовлением занимаются специализированные прокатные производства. Они оснащены технологическим оборудованием, обрабатывающим практически весь объем стали, который выплавляется в сталеплавильных цехах. Эти машины называются прокатными станами и представляют собой сложный комплекс механизмов, узлов и деталей, предназначенных для осуществления пластической деформации металла. Прокатные станы обладают большой мощностью, а придание стали необходимой формы производится с помощью ее прохождения между валками.
Конструктивно современные прокатные станы состоят из трех основных узлов: рабочих клетей, электродвигателей и передаточных устройств. Рабочие клети состоят из валков, станин, проводки, установочных механизмов и плитовин. Электродвигатели необходимы для вращения валков через передаточные механизмы, которые, в свою очередь, состоят из шпинделей, шестерен, муфт.
По сути дела, в промышленном производстве прокатка – это разновидность обработки металла давлением, при которой ему придается требуемая форма путем сжатия между вращающитмися валками. При этом заготовка вытягивается и сжимается в поперечнике. Профиль готового изделия зависит от профиля отверстий валков, которые сжимают исходную заготовку.
Маркировка конструктивных элементов . Элементы металлических конструкций обозначают на чертежах марками. Для маркировки элементов основных видов металлических конструкций предлагаются буквенные обозначения, приведенные в табл. 12.3.1.
Нетиповые изделия, в исполнении которых имеются различия, не влияющие на их основную характеристику, обозначают теми же марками, что и изделия в основном исполнении, но с добавлением индексов (например, Б1а, Б16).
Элементы одинакового сечения обозначают одной маркой. Одну марку присваивают этим элементам и в том случае, если они имеют разную длину, но близкие по значению расчетные усилия. Типовые изделия (элементы конструкций) обозначают марками, взятыми из соответствующих стандартов, чертежей типовых изделий и каталогов.
Если элементы имеют разное сечение, им присваивают разные марки.
Условные обозначения марок основных элементов металлических конструкций составляют из прописных букв (определяющих вид, конструкции) и цифр (порядкового номера элемента).
Обозначение порядкового номера принимают для каждого вида элемента в отдельности, например, Ф1, Ф2 или Б1, Б2, БЗ.

Мелкие элементы конструкций, связи, балки небольших площадей, ригели каркаса стен маркируют в пределах одной схемы строчными буквами. Если букв алфавита недостаточно для маркировки, ее продолжают удвоенными буквами или сочетаниями букв и цифр. Если элементы с одинаковыми марками непрерывно повторяются по всей длине плана или разреза, разрешается их маркировку указывать лишь в крайних участках и у деформационных швов.
Масштабы чертежа выбирают в зависимости от сложности конструкции и сооружения в целом, с тем, чтобы были обеспечены компактность изображения, удобство пользования чертежом и получение четких копий при современных способах размножения чертежей.

При выполнении чертежей элементов (раскосов, стоек, поясов ферм и т.п.), имеющих длину, значительно большую поперечных размеров, разрешается в поперечном направлении эти элементы изображать в более крупном масштабе (обычно в два раза крупнее).


Линии . При схематическом изображении металлических конструкций в одну линию и для вычерчивания видимого контура в детальных изображениях допускается применение сплошной основной линии. При схематическом и полусхематическом изображении контуров конструкций элементы, выполненные из других материалов, изображают более тонкой сплошной линией.
Расположение видов элементов металлических конструкций несколько отличается от расположений видов деревянных и железобетонных конструкций. Виды на чертежах металлических конструкций принято располагать следующим образом (рис. 12.3.1). Вид сверху в проекционной связи - над главным видом, вид снизу - под главным видом, вид справа - справа от главного вида, вид слева - слева от главного вида. Над каждым видом (кроме главного) делают надпись по типу «А», а направление взгляда указывают стрелкой, обозначенной соответствующей буквой. Такое расположение отдельных изображений (видов) получается при проецировании по методу третьего угла (метод А).
Если нужно показать какую-то часть конструкции, то на главном или каком-либо другом виде направление взгляда можно показать, как разрез или сечение (двумя разомкнутыми штрихами со стрелками), а само изображение сопроводить надписью: 1-1 или 2-2 и т.п., причем изображение может располагаться в любом месте листа. Металлические конструкции на чертежах могут быть изображены схематично, упрощенно и детально (рис. 12.3.2, а-в). При необходимости показать какую-либо часть или узел конструкции в более крупном масштабе с достаточной степенью детализации увеличенное изображение помещают рядом с упрощенным чертежом.
При детальном изображении конструкции вычерчивают все видимые ее части и соединения, расположенные в непосредственной близости от наблюдателя, а невидимые - только те, которые расположены вплотную к видимым. Невидимые элементы, отделенные от видимых воздушной прослойкой, на чертеже не показывают. Для изображения невидимых частей элементов как видимых делают разрыв в материале, как на рис. 12.3,2, в, где изображен невидимый сверху неравнобокий уголок, приваренный к вертикальной стенке балки.

Металлические конструкции из прокатных профилей могут изображаться на чертежах без скругления углов.
Разрезы, сечения . Контуры элементов конструкций на изображениях разрезов и сечений не штрихуют. В чертежах, масштаб которых мельче 1:20, изображения сечения элементов конструкций допускается показывать одной линией. Отверстия, заклепки и болты на видах и разрезах, параллельных их осям, можно изображать осевыми линиями.
Скосы, уклоны. Скосы на чертежах элементов конструкции указывают линейными размерами (рис. 12.3.3а) или с помощью прямоугольного треугольника, гипотенуза которого совпадает с краем изображения или выносной линией (рис. 12.3,3б). Величина горизонтального или вертикального катетов представляет собой абсолютное или относительное значение их длины. Уклон элемента металлических конструкций (например, раскосы фермы), также обозначают треугольником, только располагают его в непосредственной близости от него или на продолжении осевой линии (рис. 12.3.4).
Маркировка. При необходимости элементы металлических конструкций маркируют, вынося марку на полочки (рис. 12.3.5, а).
Однако в отраслевых стандартах допускается маркировку выполнять в кружках диаметром 5-7 мм. От маркируемого элемента к кружку идет волнистая линия (рис. 12.3.5, б).

Размеры.
Нанесение размеров проводят согласно ГОСТу 2.307-68 с учетом требований СПДС ГОСТ 21.101-97.
Размеры нескольких одинаковых пролетов или других промежутков допускается указывать в виде произведения размера пролета на их число. Можно в этом случае нанести размеры одного из крайних промежутков (шаг ферм, размеры между заклепками и т.п.). В чертежах металлических конструкций на стадии КМД размерные линии могут заканчиваться стрелками.
Диаметр заклепок и болтов, а также размеры или диаметр отверстий на чертежах указывают с помощью выносной надписи, причем для отдельных различных отверстий, заклепок и болтов надпись делают от каждого из перечисленных элементов. Для нескольких одинаковых отверстий, заклепок и болтов, расположенных на одной оси, выноска дается от этой оси. Если несколько одинаковых заклепок, отверстий или болтов расположены группой, то ее обводят от руки тонкой линией и выносную подпись делают от линии, охватывающей эту группу (рис. 12,3.6).
Поясняющие надписи. Если элемент конструкции состоит из одного профиля, или на чертеже изображено действительное число входящих в сечение профилей и их действительное расположение, то число профилей не указывают.
Условное обозначение профилей и их действительное положение в элементе конструкции допускается изображать по типу (рис. 12.3.7), приводя также данные о размерах профилей. В эти данные записывают, при необходимости, и длину детали, которая отделяется знаком «тире» от размера сечения, например, уголок равнополочный 75x8-3500. Профиль полосовой - лента (полоса), ширина х толщину в мм обозначается так -120x3. При обозначении листа, полосы, широкополосной стали допускается давать ширину и толщину листа 400x8, или только толщину в мм - 58.

Сведения о размерах профиля следует наносить параллельно его изображению на полке линии-выноски или без нее (рис. 12.3.8).

Если преобладающее число отверстий, заклепок или болтов, изображенных на чертеже металлических конструкций, имеют один и тот же диаметр, то выносные надписи от них заменяют общим указанием к листу.
Если в отверстия под заклепки и болты, сделанные при монтаже, будут ставить заклепки и болты, их условное обозначение необходимо сопроводить соответствующей поясняющей надписью.


